基于鑄坯Q235B法蘭件熱輾擴過程溫度場模擬*
2014-07-01 09:32:36韓素平李永堂曹爭爭賈燕龍
鍛壓裝備與制造技術 2014年5期
關鍵詞:區域
韓素平,李永堂,巨 麗,曹爭爭,賈燕龍
(太原科技大學 金屬材料成形理論與技術山西省重點實驗室,山西 太原030024)
1 引言
環件熱輾擴[1]是借助輾環機使環件產生壁厚或高度減小、直徑擴大、截面輪廓成形的塑性加工工藝,是制造法蘭件、軸承件、齒輪件、火車車輪及輪箍、燃氣輪機環等各類無縫環件的先進技術,在機械、車輛、船舶、石油化工和航空航天等眾多工業領域內日益得到廣泛應用。而節約能源、降低成本、提高質量和生產率已成為環件生產和裝備制造業發展的必然趨勢。
法蘭件的生產一般采用鑄造、鍛造等工藝制備。鑄造法蘭其毛坯形狀尺寸準確,加工量小,成本低,但有鑄造缺陷,鑄件內部組織流線型也較差;鍛造法蘭流線型好,組織比較致密,機械性能優于鑄造法蘭。鍛造法蘭傳統的生產工序為:冶煉坯料→加熱→鐓粗→拔長→沖孔→熱輾擴成形→后處理。為降低成本和能耗,現采用一種新的生產工藝——鑄輾復合成形工藝[2,3],其工藝流程為:冶煉鑄造→鑄坯環件→熱輾擴成形→后處理。新的生產工藝縮短了工藝流程,減少了坯料加熱次數,從而降低成本和能耗,提高生產率和經濟效益,并有利于節能減排和清潔生產。
針對環件熱輾擴,溫度對其成形工藝設計和質量控制起到關鍵性作用,國內外學者們[4,5]對熱輾擴過程中溫度場也進行了大量的研究,但對于鑄輾復合成形過程中溫度場的研究卻極少。
本文采用ABAQUS 軟件建立了三維有限元模擬模型,采用Explicit 顯式算法對基于鑄坯Q235B法蘭件熱輾擴成形過程溫度場進行數值模擬,其成形原理如圖1 所示。輾擴過程中,驅動輥作主動旋轉運動,芯棍作徑向進給運動的同時進行從動旋轉運動,軸向端面輥作主動旋轉和向后跟隨運動,同時上端面輥作軸向向下運動,導向輥以一定的力抱住環件跟隨其長大運動,在此情況下,環件經過反復旋轉輾擴使直徑和高度達到預定值后,各成形輥停止進給運動,輾擴過程結束。
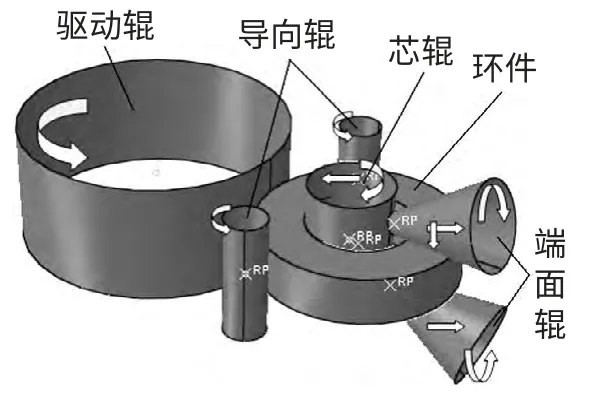
圖1 法蘭件鑄坯熱輾擴成形原理
2 ABAQUS有限元模型的建立
2.1 鑄坯和模具尺寸的設定
對于法蘭件徑軸向熱輾擴成形,設計合理的毛坯尺寸,是為了保證輾擴過程順利地進行,并為優化設計打下基礎。本文根據法蘭件實際尺寸和體積不變原理,設定法蘭件鑄坯與制品尺寸如表1 所示,輾擴比K=2.77。
模擬過程中模具的尺寸是依據環坯尺寸和工廠輾擴機所選定的,圖1 中驅動輥、芯輥、導向輥尺寸的半徑分別為450mm、140mm、70mm,導向輥與芯輥和驅動輥連心線夾角為60°,端面輥錐角為35°。

表1 法蘭件鑄坯與成品尺寸/mm
2.2 模擬條件的設定
法蘭件鑄坯的材料模型采用實驗室熱模擬的鑄態Q235B 鋼應力-應變曲線,熱物理性能參數:楊氏模量117819MPa,泊松比0.3,導熱系數30W/(m·k)。
法蘭件鑄坯的初始輾擴溫度1150℃,各成形輥初始溫度為250℃,環境溫度20℃;熱傳導系數11N/(s·mm·℃),熱交換系數為0.02N/(s·mm·℃),熱輻射系數0.7N/(s·mm·℃);驅動輥旋轉角速度3.06rad/s,芯輥進給速度2mm/s,上端面輥進給速度1.17mm/s;摩擦系數0.7;網格劃分采用熱力耦合八節點六面體單元(C3D8RT),并用ALE 自適應劃分網格,可避免變形過程中網格出現畸變。同時采用縮減積分和沙漏控制,可有效降低計算時間和避免出現零能單元。
3 模擬結果及分析
結合蔣濤、歐新哲對環件輾擴過程中的溫度傳導和溫度場分布的研究,本文對鑄坯Q235B 法蘭件熱輾擴成形過程中溫度場的模擬結果進行了以下研究分析。
圖2 是法蘭件鑄坯熱輾擴過程中的溫度場分布云圖。從圖a~h 中可以看出,輾擴過程一旦開始進行,環件溫度就開始下降,這是由于環件與成形輥接觸區域發生熱傳遞,與周圍環境之間發生熱對流和熱輻射。在輾擴初期,環件徑向內、外表面與驅動輥、芯輥的接觸區域,以及環件軸向上、下表面與上、下端面輥的接觸區域,發生了熱傳遞,導致這些接觸區域的溫度明顯下降,隨著輾擴過程的進行,接觸區域不斷發生轉移,致使環件的整體溫度顯著降低。然而,由于環件發生塑性變形而產生熱量,使得環件中間區域溫度有上升的趨勢。輾擴結束后,環件整體的溫度分布不均勻,但規律是:環件中間區域的溫度最高,邊緣區域的溫度最低,環件中間區域到上、下和內、外表面區域的溫度都呈現由高到低的漸變分布。圖b~f 中部分區域溫度降低較其他區域明顯,是由于成形輥初始溫度與環件溫度差值太大所造成的,隨著輾擴過程的進行,成形輥的溫度慢慢升高,又加上環件自身的熱傳導,部分區域溫度與其他區域溫度的差異越來越小,最終達成一致。
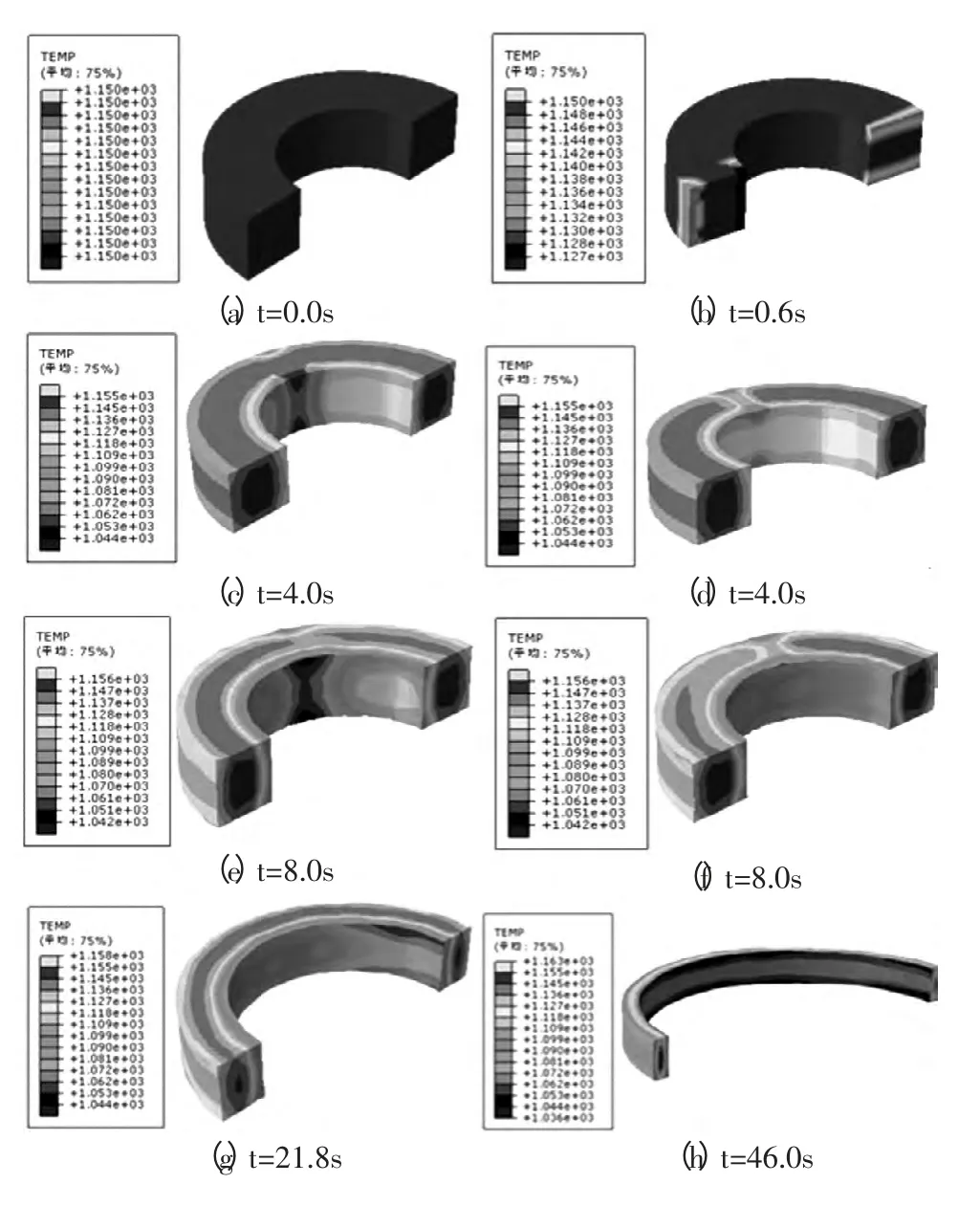
圖2 法蘭件鑄坯輾擴過程中溫度場分布云圖
為更進一步研究輾擴過程中溫度場的變化規律,在環件截面上分別取6 個跟蹤點,跟蹤點所在的位置如圖3,各跟蹤點溫度場變化歷史曲線如圖4。從圖4 中可以看出,雖然各個跟蹤點處的溫度變化情況有所不同,但大致是呈波浪式下降的趨勢(除E 點處)。輾擴初期,由于環件與成形輥間發生熱傳遞,環件溫度損失多,曲線急劇下降;隨后,曲線仍呈稍微下降趨勢,是由于與周圍環境發生熱對流和熱輻射的作用;曲線有上升趨勢段,是由于塑性變形產生熱和摩擦生熱的緣故。對于環件中間區域的E 點處,溫度在輾擴過程中呈現上升趨勢,是因為該處與成形輥無直接接觸,與周圍環境也難產生熱對流和熱輻射,自身的熱傳導較少,而發生塑性變形又產生熱。從曲線變化可以看出:輾擴過程中,環件中間E 點處溫度一直是最高,邊緣C 點處溫度一直是最低;環件上表面C 點處的溫度降的最快,A 點處的次之,B 點處的溫度降的最慢,環件中間厚度處F、D、E 點具有相同的規律。
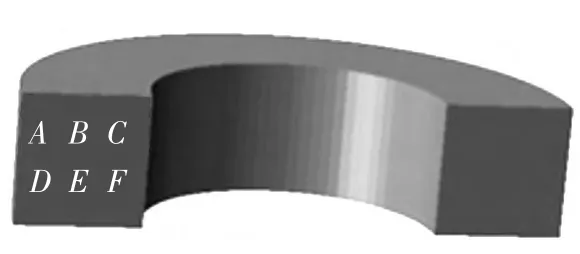
圖3 環件截面上跟蹤點的位置
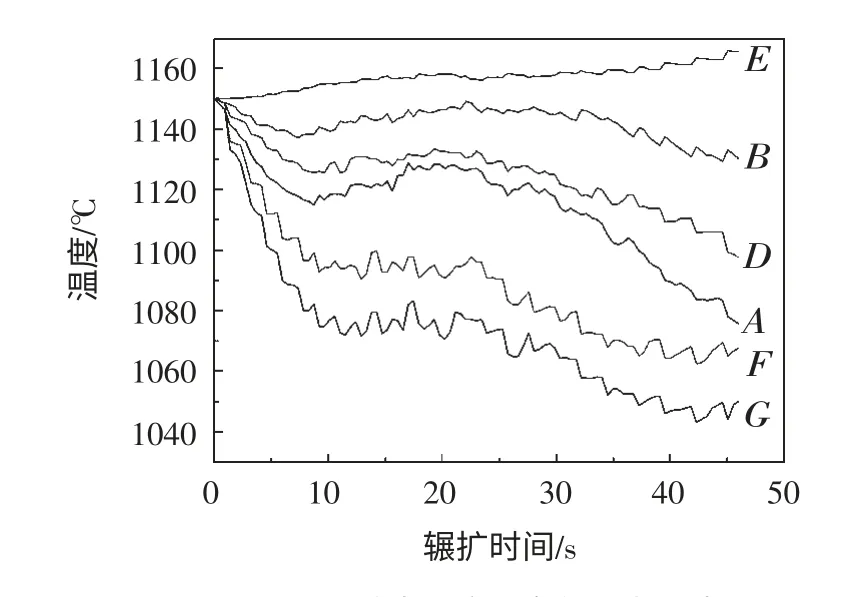
圖4 跟蹤點溫度場變化歷史曲線圖
圖5 為分別沿徑向和軸向方向顯示輾擴結束時環件截面上溫度場的分布規律。從圖5a 可看出,中間厚度處的溫度高于環件上、下表面處的溫度,而上表面和下表面處的溫度曲線有重合的趨勢。從圖5b 可看出,中間厚度處的溫度最高,外表面處的溫度次之,內表面處的溫度最低;軸向方向上,三條溫度曲線都呈現關于中間距離處的對稱分布,這是由于環件在軸向孔型中受到上下對稱的熱力耦合變形行為。
4 結論
本文采用ABAQUS 軟件對鑄坯Q235B 法蘭件熱輾擴成形過程進行溫度場模擬研究,結果表明:輾擴過程中,環件中間區域的溫度最高,內外側表面及上下端表面處為低溫區,邊緣區域的溫度最低,環件中間區域到上、下和內、外表面區域的溫度都呈現由高到低的漸變分布,并且環件中間區域到上、下表面區域的溫度又呈現對稱分布。
本文通過兩種方式分析研究鑄坯Q235B 法蘭件熱輾擴過程中溫度場的變化及分布情況,一是按輾擴不同時間進行溫度分析,二是按環件截面不同部位進行溫度分析。本文的研究結果為今后進一步分析研究鑄坯Q235B 法蘭件熱輾擴過程中應變場、輾擴力和力矩及微觀組織演變規律打下基礎。對于制訂鑄輾成形工藝與預測法蘭件質量具有指導意義。
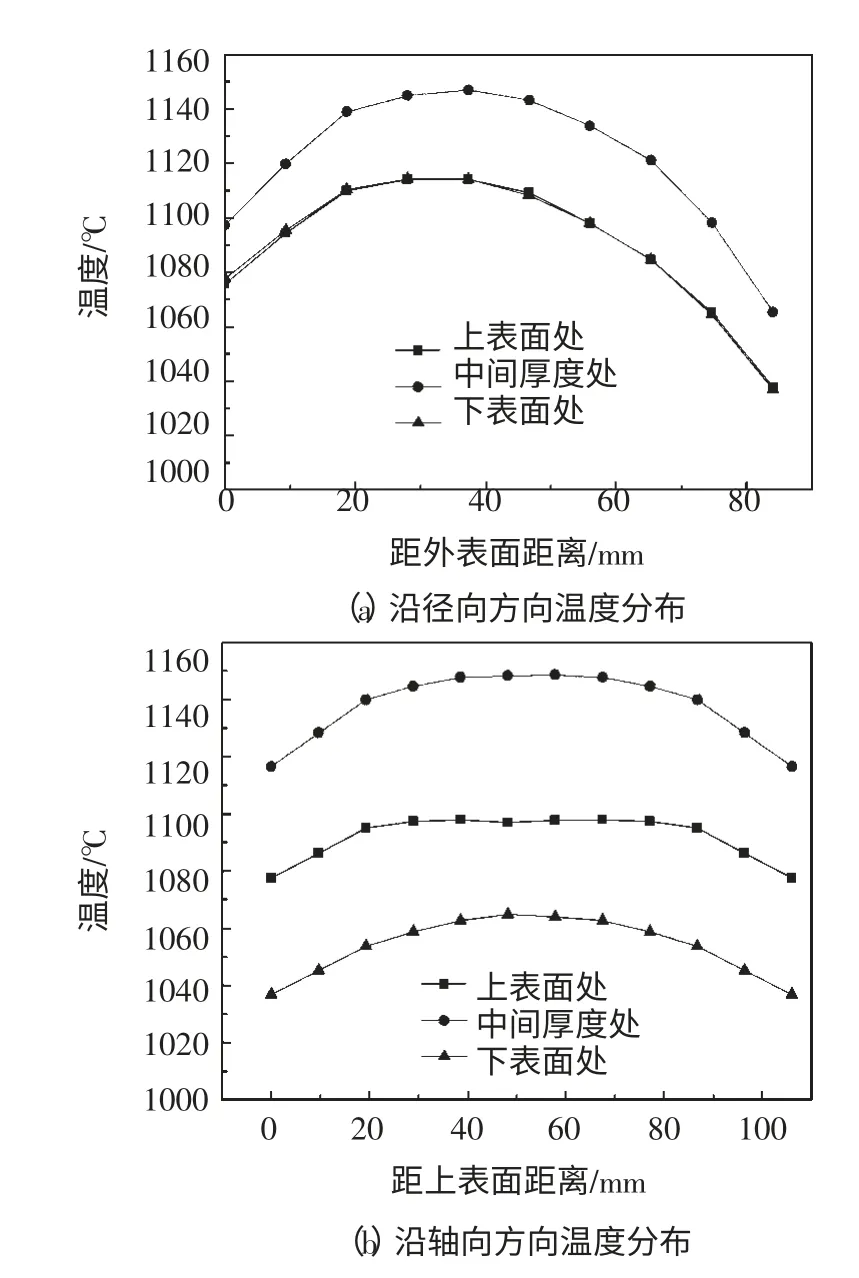
圖5 法蘭件鑄坯輾擴結束時截面溫度場分布圖
[1]華 林,黃興高,朱春東.環件軋制理論和技術[M].北京:機械工業出版社,2001.
[2]張 鋒.基于鑄坯的環件熱輾擴成形工藝數值模擬.太原:太原科技大學碩士論文,2011.
[3]劉育華,李永堂,齊會萍,等.外臺階截面環形鑄坯熱輾擴成形工藝有限元模擬[J].鍛壓裝備與制造技術,2013,48(4).
[4]歐新哲,楊 合,孫志超,等.環件熱輾擴溫度場和應變場分布的研究[J].機械工程材料,2006,30(10).
[5]蔣 濤.典型環形軋件軋制溫度的傳導分析[J].牡丹江教育學院學報,2013,(3).
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15
