DX600發射機自動化系統設計與實現
2014-07-01 01:13:32顧占柱
河南科技 2014年4期
顧占柱
(國家新聞出版廣電總局五五四臺,河南鄭州 450100)
DX600發射機自動化系統設計與實現
顧占柱
(國家新聞出版廣電總局五五四臺,河南鄭州 450100)
DX發射機是美國哈里斯(Harris Broadcast Division)公司生產的全固態數字調幅中波發射機,它采用哈里斯公司擁有專利的數字幅度調制技術,技術先進,運行穩定。五五四臺DX-600水冷式中波發射機還沒有達到“有人留守,無人值班”自動化管理模式,值班員仍然靠手動進行開/關機和升/降功率操作,勞動強度較大,容易造成人為停播、多播責任性事故。為解決這個問題,基于DX-600全固態水冷式數字調幅中波發射機等設備,實現DX-600中波發射機自動控制,系統設計思想從實際應用出發,力求安全可靠、維護簡便,采用PLC實現對發射機自動控制和數據采集及監測,符合DX-600中波發射機自動化要求,減輕了值機員的勞動強度,杜絕了多播和少播的人為事故發生,降低了發射機停播率,達到了“不間斷、高質量、即經濟、又安全”的維護總綱和預期改造目的。
DX600發射機;自動化系統;設計
1 DX-600發射機自動化控制設計的基本原則
(1)發揮PLC控制功能,實現DX-600發射機自動化控制要求。(2)力求DX-600發射機自動化控制系統經濟、簡單,維修方便。(3)保證DX-600發射機自動化控制系統安全可靠。(4)DX-600發射機自動化的發展,在PLCI/O點數和內存容量上適當留有余地。(5)軟件設計,要求程序結構清楚,可讀性強,程序簡短,占用內存少,掃描周期短。
2 DX-600發射機自動控制系統設計
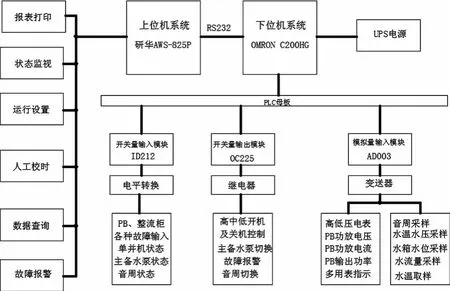
圖1 DX-600發射機自動化系統結構框圖
DX-600發射機自動化系統結構框圖如圖1,本自動化系統由手動、自動兩部分構成,手動和自動部分均在程序中完成。手動部分保留原結構和功能不發生任何變化,其功能主要是在運行圖出現臨時變動能及時手動控制;自動部分由兩個子系統構成——上位機和下位機。為保證自動和手動部分相互獨立工作而不受影響,在觸摸屏電臺控制子菜單中,將遙控改為本地控制,發射機不能進行自動開/關機、切換中/高功率等操作,但節目源自動切換和主/備泵切換以及模擬量采集和處理是正常的;當自動化控制設備出現故障或者是有臨時特殊的運行指令要求,通過倒換開關切至手動狀態,即切斷自動控制電源,甩掉自動化設備,恢復手動操作。圖1所示發射機自動化系統結構框圖,上位機可以實現報表打印、狀態監視、運行設置、人工校時、數據查詢、故障報警等功能;UPS(不間斷供電)電源給下位機系統供電,保證自動化安全可靠運行;兩個PBLED板和電源顯示板、單/并機狀態、主/備水泵狀態通過電平轉換板送PLC開關量輸入模塊,各種模擬量信號通過相應的變送器送到模擬量輸入模塊。這些信號把處理后的信息通過PLC母板送到送到CPU模塊中,PLC對預設的程序通過開關量輸出模塊發出指令,并通過繼電器去控制外設。
3 DX-600發射機自動化控制線路
圖2所示自動化控制系統控制連線圖,可以看出PLC機柜是一個獨立的單元,DX-400中波發射機的PB1、PB2單元LED板和電源顯示板上故障指示以及開關機狀態、并機/單機切換指示等信號,經過電纜連接到PLC機柜上,經過電平轉換板送到PLC上的數字量輸入模塊進行處理,PLC數字量輸出模塊通過+ 24V繼電器,將開關機控制信號送到TCU機柜TCU接口板J104上,切換備份水泵信號送冷卻系統電源控制箱內,節目源控制送節目源切換小盒內。高、低壓表值、水溫、水壓、水流量、水箱水位、節目源信號、功放電壓、功放電流、功率、驅動多用表等模擬量經過相應的變送器變換成4-20mA信號,送到PLC模擬量輸入模塊上,這些PLC模塊經過CPU模塊控制,CPU模塊與工控機相連,傳遞控制和監測信號。
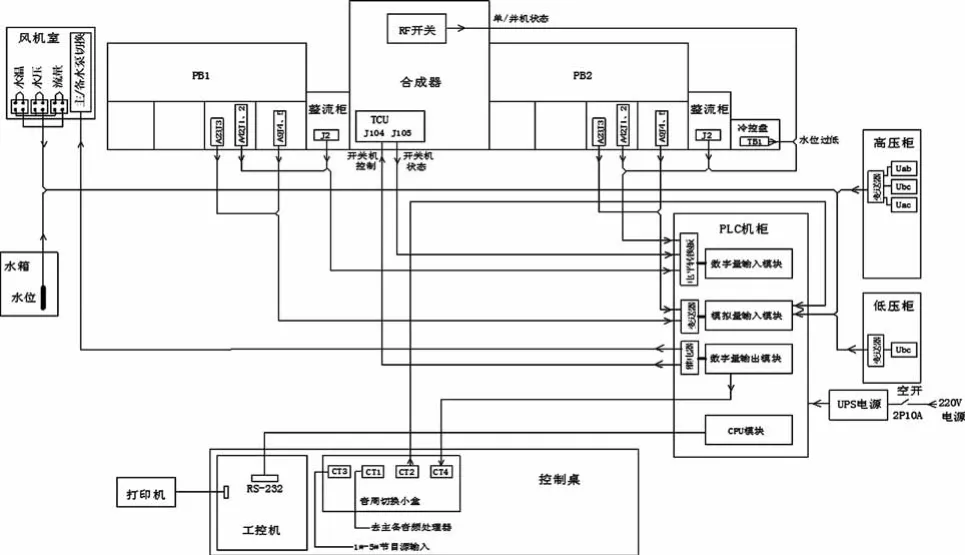
圖2 自動化控制系統控制連線圖
4 編程軟件設計介紹
DX-6400自動化系統軟件主要由上位機監控軟件和下位機控制軟件組成。
4.1 上位機監控軟件
上位機監控系統是在WIN2000操作系統上應用Vsual Basic(簡稱VB)開發出來的一款適合值班員的軟件,VB極大地簡化了界面的設計,使程序員可直觀地設計應用程序的用戶界面,用戶在界面上的任何操作都自動被映射到了相應的處理代碼上。這樣,可以將精力集中在程序功能的實現上,不需像以前那樣需要耗費大量的精力為界面編寫代碼,通過控制其它應用程序中的對象來借用它們的某些功能。該軟件適合值班員使用,通過此軟件,可使值班員更容易掌握發射機狀態、更易發現機器故障。該軟件擁有多種外設驅動能力,可直接對各種PLC和控制板卡進行驅動,同時有全面、完整的事物、報警等管理功能。
上位機軟件環境:
操作系統:WINDOWS98WINDOWSMEWINDOWS2000及以上版本;編程軟件:VISUAL BASIC6.0、ACCESS2000;美繪軟件:PHOTOSHOP、ACDSEE2.5、PROTEL98、FREEHAND90;通信協議:XON/OFF握手協議、TCP/IP通信協議;通信鏈路:上位機通過COM1串口用9芯通信屏蔽線與PLC的R232串口相連來完成上下位機的通信。
(1)數據庫建立。用VISUAL BASIC 6.0搭建一個平臺,在此平臺的基礎上,建立以ACCESS2000為后臺的數據庫,并且數據庫具有基本的SQL功能和報表功能以及打印等數據處理功能,可以將報表數據轉換成HTML文本還為今后數據的上傳建立接口。
(2)軟硬件的連接。利用VB6.0中的COMM。
4.2 下位機編程軟件
DX-400發射機自動化系統邏輯功能主要是由下位機PLC來完成的,PLC將采集來的信號進行分析計算后再進行邏輯處理,得到的結果分兩路輸出:一路用來控制繼電器的開關狀態;一路用來傳給上位機進行顯示。另外PLC還能接受上位機指令隨時改變自己的工作狀態來控制發射機的運行,所以說PLC是連接發射機與上位機紐帶,是硬件與軟件聯系的橋梁,是直接控制發射機的執行者,在整個自動化系統中起著舉足輕重的作用。
C200HX可使用兩種編程器:C200H-PRO27-E和CQM1-PRO01-E。本系統采用編程器是CQM1-PRO01-E,這種編程器帶有一根2m長的電纜。軟件平臺:WINDOW98(第二版);編程軟件:ORMRON公司提供的Controller Programme Tools(CPT);針對型號:C200HG-43-E型PLC的CPU;通信參數:Band Rate: 9600B/s;Stop Bit:2,Panty:even,Data length:7。通信參數是設定上下位機通信間隔,通信數率、字節寬度參數直接決定著上下位機通信方式。
5 DX-600發射機自動化系統調試
DX-600發射機自動化系統調試是開發過程中的一個重要環節,當系統的軟件編程與硬件組裝完成后,便可進入系統調試階段,系統調試的目的是檢查用戶系統中硬件與軟件設計中存在的缺陷和可能出現的不協調問題,以便完善設計,使系統正常工作。
5.1 PLC程序調試
5.1.1 系統現場調試前工作內容
為減少不必要的損失,在通電前進行輸入電源的電壓檢查確認,是否與原理圖所要求的電壓一致。對于PLC等電氣元件要認真的執行這一步驟,避免電源的輸入輸出反接對元件的損害。啟動前檢查應遵循以下步驟:(1)檢查處理器和I/O模塊,確定它們均安裝在正確的槽中,且安裝牢固。(2)檢查輸入電源,確保其正確連接到供電上,且系統電源布線合理,并連接到每個I/O機架上。(3)證實連接處理器和每個I/O機架的每根I/O通信電纜是正確的,依據I/O機架地址分配。(4)證實控制器末端的所有I/O導線連接正確且安全連在端子上,此過程包括使用I/O地址分配文件證實每根導線按該文件的指定連至每個端子。(5)證實輸出導線存在且正確連接在現場設備末端的端子上。(6)為盡可能安全,清除系統內存中存貯的控制程序,暫時移走EEPROM芯片。(7)用事先編寫好的試驗程序對外部接線做掃描通電檢查來查找接線故障。(8)將設計好的程序寫入PLC后,逐條仔細檢查,改正寫入時出現的錯誤。
5.1.2 模擬調試
模擬調試通過用編程軟件將輸出點強制ON/OFF,觀察控制柜內對應的PLC繼電器動作是否正常或對應接線端子上輸出信號狀態是否正確。根據自動化邏輯原理圖,逐個檢查邏輯點。接通各輸入觸點,測試檢查輸入量的變化。為安全考慮,將主電路斷開,確認接線無誤后,再連接主電路,將模擬調試好的程序送入用戶存儲器進行調試,直到各部分的功能都正常,并能協調一致地完成整體的控制功能為止。
5.1.3 聯機調試
確定程序的總體結構:將系統的程序按工作方式和功能分成若干部份,如:公共程序、手動/自動程序等部份。手動/自動程序是不同時執行的,所以用跳轉指令將它們分開,用工作方式的選擇信號作為跳轉的條件,聯機調試時,把編制好的程序下載到現場的PLC中。調試先從各功能單元入手,設定輸入信號,觀察輸出信號的變化情況。各功能單元調試完成后,再調試全部程序,調試各部分的接口情況,直到滿意為止。在現場測試,需將可編程控制器系統與現場信號隔離,可以切斷輸入/輸出模塊的外部電源,以免引起發射機動作。程序調試過程中先發現錯誤,后進行糾錯。基本原則是“集中發現錯誤,集中糾正錯誤。發現問題后應及時修改梯形圖和PLC中的程序,直到在各種可能的情況下輸入量與輸出量之間的關系完全符合要求。如果調試達不到要求,則對相應硬件和軟件部分作適當調整,只需要修改程序就可能達到調整的目的。
5.2 自動化系統抗干擾措施
中波發射臺由于其自身的工作特點造成電磁干擾的情況比較復雜,自動控制設備在這樣的惡略環境下工作勢必會出現這樣或那樣的問題。在硬件設計上,采取多項的抗干擾措施:(1)為保證電網饋電質量,采用在線式不間斷供電電源(UPS)供電,提高供電的安全可靠性。(2)不同類型的信號分別由不同電纜傳輸,所有電纜全部采用屏蔽電纜。信號電纜按照傳輸信號種類分層鋪設,同電位電纜同編組同鋪設。(3)系統采用一點接地,接地線采用截面為22mm2的銅導線,接地總母線使用截面大于60mm2的銅排。實測接地極的接地電阻小于0.2Ω。
6 結論及待改進的建議
本系統于在2008年4月20日順利投入試運行,自運行以來,系統基本穩定,沒有出現過大的問題,有些問題有待于今后不斷完善。通過設計安裝本系統,鍛煉了技術人員,有利于今后的安全播出工作。
上位機和PLC組成的控制方式采用“集中管理,分散控制”兩級分布式結構。計算機作為上位機提供良好的人機界面,進行全系統監控和管理。PLC作為下位機享有單獨測控權利,并進行可靠有效分散控制。計算機與PLC通過通信網絡實現信息傳遞和交換。計算機(上位機)用于編程、參數設定和修改,狀態數據的在線顯示,僅對發射機的升降功率部分控制,對其它的并沒有直接參與現場控制,現場控制的執行者是PLC;PLC采用模塊化結構,可靠性高,抗干擾能力強,具有完善的自診斷和恢復能力。即使計算機發生故障,PLC亦能按照預設的參數和命令正常工作;用PLC代替傳統的繼電器控制,節省了大量的中間繼電器,時間繼電器,控制線路中的各種自鎖互鎖等保護都可以通過軟件來完成。減少線路的復雜程度,體積緊湊,維護方便。另外,方便增加新的功能,使用靈活,所以大大的縮短了改進周期。PLC在運行的過程中,LED顯示出工作過程中關鍵點的各種數據狀態,可以幫助用戶及時處理故障。
[1]OMROM公司,C200HX/C200HG/C200HE編程手冊,1997,1修訂.
[2]OMROM公司,C200HX/C200HG/C200HE安裝手冊,1997,1修訂.
[3]涂植英,何均正主編.自動控制原理,重慶大學出版社,1993,8.
[4]陳立元等編,利用Visual Basic實現串行通信技術,清華大學出版社,2000,7.
[5][美]Wayne Freeze著,Visual Basic數據庫編程寶典,電子工業出版社,2001.12.
[6][美]Evangelos Petroutsos著,Visual Basic6從入門到精通,電子工業出版社,1999.1.
[7]王衛兵,高俊山等編著.可編程序控制器原理及應用(第二版)機械工業出版社,2001,8.
TU991
A
1003-5168(2014)04-0112-03
猜你喜歡
人大建設(2019年12期)2019-05-21 02:55:44
電子制作(2018年9期)2018-08-04 03:31:04
電子制作(2018年12期)2018-08-01 00:48:02
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
西部廣播電視(2015年9期)2016-01-18 03:46:07
