PLC 在CGJ-100 銑切機(jī)控制系統(tǒng)中的應(yīng)用研究
2014-07-04 03:28:22張永聰張晨曦王曉奎
電子工業(yè)專用設(shè)備 2014年9期
關(guān)鍵詞:界面
張永聰,張晨曦,王曉奎
(中國電子科技集團(tuán)公司第二研究所,山西 太原 030024)
由于羅杰斯板具有不同頻率下穩(wěn)定的電特性,低介電常數(shù)溫度系數(shù),低損耗及優(yōu)異的高頻性能等優(yōu)點,所以大多數(shù)濾波器等微波器件均采用羅杰斯板作為材料。它在微波器件中的使用方法大致分為兩種:(1) 預(yù)先把羅杰斯板焊接在器件底部,然后對已經(jīng)焊接好的羅杰斯板開孔、開槽;如圖1 所示。
(2)已經(jīng)開孔或開槽的羅杰斯板與管殼焊接后,焊料溢出,影響芯片的焊接,需要對溢出的焊料進(jìn)行剝離,并對需要焊接芯片的地方進(jìn)行清理,如圖2 所示。
以上兩種方法中,不論開孔、開槽,還是清理溢出的焊料,目前主要依靠人工實現(xiàn),即技術(shù)人員在顯微鏡下利用工藝刀具加工,效率低且切割質(zhì)量參差不齊。如何高效率高質(zhì)量地在羅杰斯板上完成工藝圖形切割,一直是相關(guān)技術(shù)人員要解決的問題。
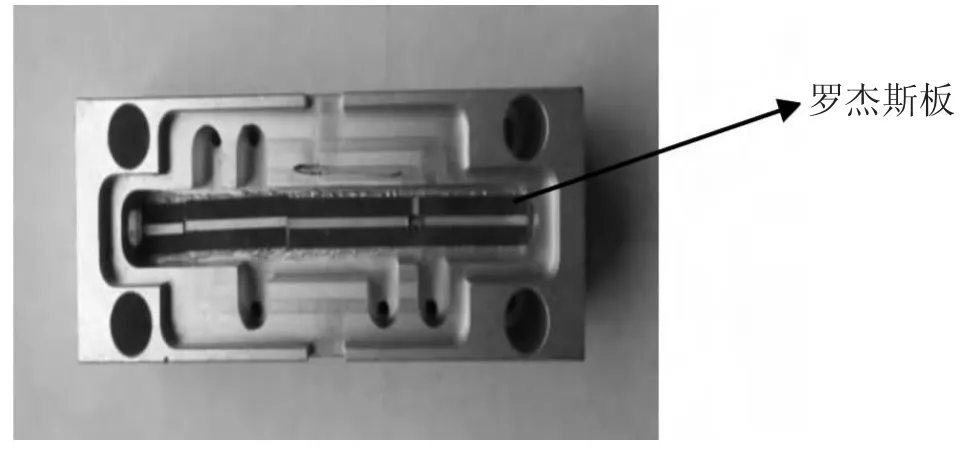
圖1 待開孔/ 槽的羅杰斯板
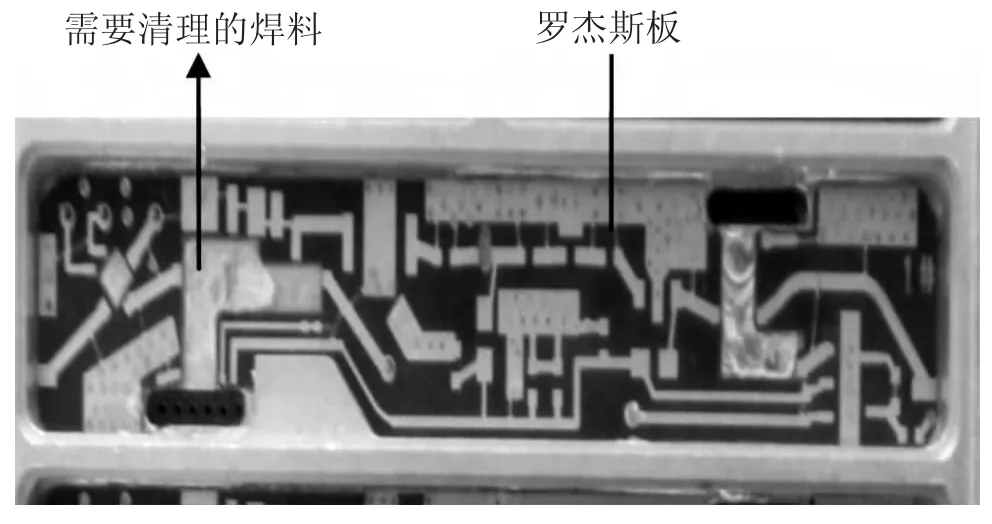
圖2 待清理焊料的羅杰斯板
1 銑切機(jī)的工作過程
銑切機(jī)主要利用高速旋轉(zhuǎn)的電主軸帶動微型銑刀對羅杰斯板上需要加工的位置,按照設(shè)計的圖形進(jìn)行銑切。如圖3 所示為銑切機(jī)的整機(jī)示意圖。
首先通過設(shè)備的“差值測高”功能,測量出上測高頭與銑刀頭之間的高度差值、X 向及Y 向距離。其原理是Z 軸向下運動使上測高頭和下測高頭接觸,PLC 接收到下測高頭輸入信號時,存儲此時X、Y 及Z 軸的絕對位置分別為X1,Y1 和Z1。然后Z 軸復(fù)位,移動XY 平臺,Z 軸再次向下運動使銑刀頭與下測高頭接觸,同樣PLC 接收到下測高頭輸入信號時,存儲此時X、Y 及Z 軸的絕對位置 分 別 為X2,Y2 和Z2。(X1-X2),(Y1-Y2),(Z1-Z2)即分別為上測高頭與銑刀頭之間的X 向差值△X,Y 向差值△Y 和高度差值△Z。
再把上測高頭準(zhǔn)確地移動到加工位置,然后利用“定位測高”功能,Z 軸下降直至PLC 接收到上測高頭輸入信號,存儲此時Z 軸絕對位置Z3。Z軸復(fù)位后,XY 平臺X 向與Y 向分別相對移動△X 和△Y。Z 軸再次下降到絕對位置(Z3+△Z)后,銑刀頭即接觸到加工位置表面。根據(jù)設(shè)計的圖形尺寸,把需要的數(shù)據(jù)按照設(shè)備加工要求通過觸摸屏輸入到PLC 中,即可開始自動運行。如果加工位置較多且圖形一致,可以預(yù)先把所有位置存入PLC 數(shù)據(jù)寄存器。銑切刀將按照設(shè)計的圖形和保存的位置自動銑切,運行結(jié)束后,銑刀自動提升到設(shè)定高度。
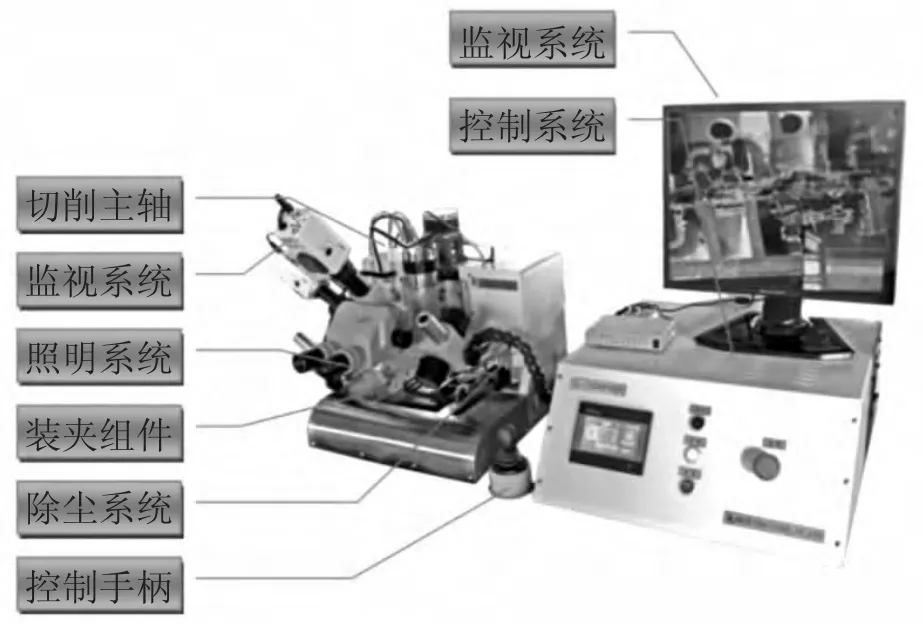
圖3 銑切機(jī)整機(jī)示意圖
2 硬件系統(tǒng)設(shè)計
系統(tǒng)基于PLC 與觸摸屏HMI 實現(xiàn)系統(tǒng)集成。PLC 對整個控制系統(tǒng)進(jìn)行控制,并與觸摸屏和變頻器進(jìn)行通訊。通過觸摸屏可以設(shè)置電主軸的轉(zhuǎn)速、各運動軸的速度,同時監(jiān)測限位及電主軸的狀態(tài)等。觸摸屏、PLC 以及變頻器均選用臺達(dá)系列。3個運動軸都采用高精度步進(jìn)電機(jī),其中Z 軸可完成分辨率為0.001 mm 的切深進(jìn)給。各軸均可用操縱桿進(jìn)行運動控制。變頻器控制電主軸的最高轉(zhuǎn)速可達(dá)70 000r/min。電主軸具有結(jié)構(gòu)緊湊、質(zhì)量輕、慣性小、振動小、噪聲低、響應(yīng)快等優(yōu)點,且轉(zhuǎn)速高、精度高、效率高,是高速主軸單元中的一種理想結(jié)構(gòu),電主軸軸承采用高速軸承技術(shù),耐磨耐熱,壽命是傳統(tǒng)軸承的幾倍。配有標(biāo)準(zhǔn)的ER11 夾頭,簡化主軸結(jié)構(gòu)。最大可以夾持準(zhǔn)6 mm 的刀柄,完全滿足工藝要求。通過兩路CCD 相機(jī)同時對加工過程進(jìn)行正面及側(cè)面監(jiān)控。設(shè)備控制框圖和PLC 接線圖如圖4 和圖5 所示。
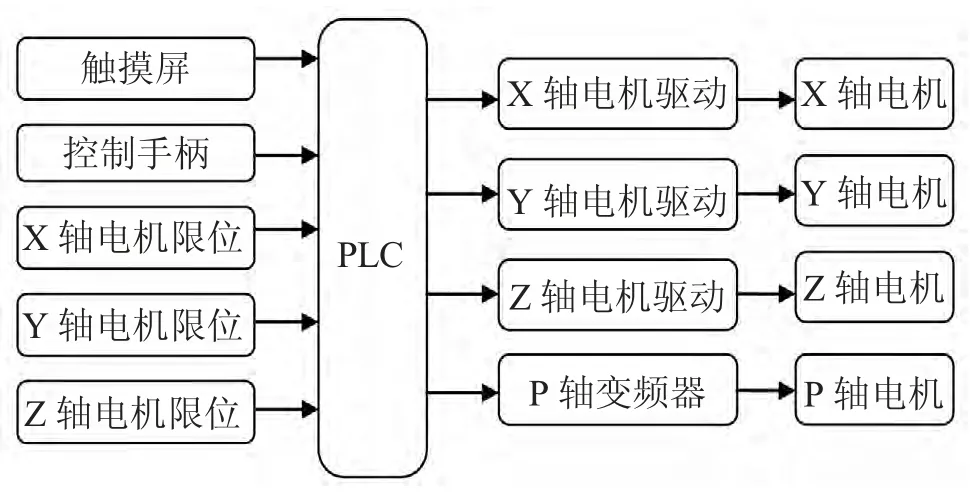
圖4 設(shè)備控制框圖
3 軟件系統(tǒng)設(shè)計
3.1 PLC 控制系統(tǒng)軟件設(shè)計
本系統(tǒng)PLC 控制部分軟件采用臺達(dá)公司開發(fā)的編程軟件工具WPLSoft V2.35 進(jìn)行開發(fā)。程序流程圖如圖6 所示。
(1)運動軸控制
運動軸控制主要包括X、Y 及Z 共3 軸的JOG 移動、相對移動和絕對移動等。
JOG 移動和相對移動均通過觸摸屏設(shè)置移動速度及移動距離后,利用操縱桿進(jìn)行操作。部分代碼如下:
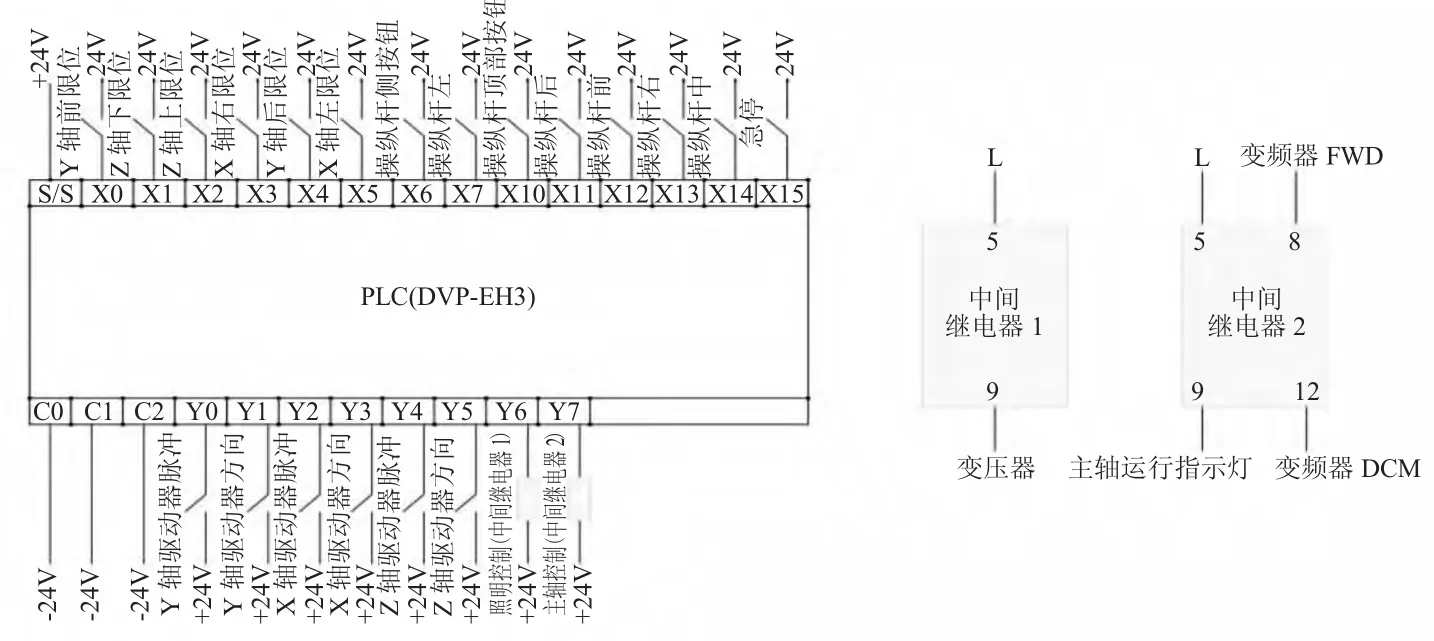
圖5 設(shè)備PLC 接線圖
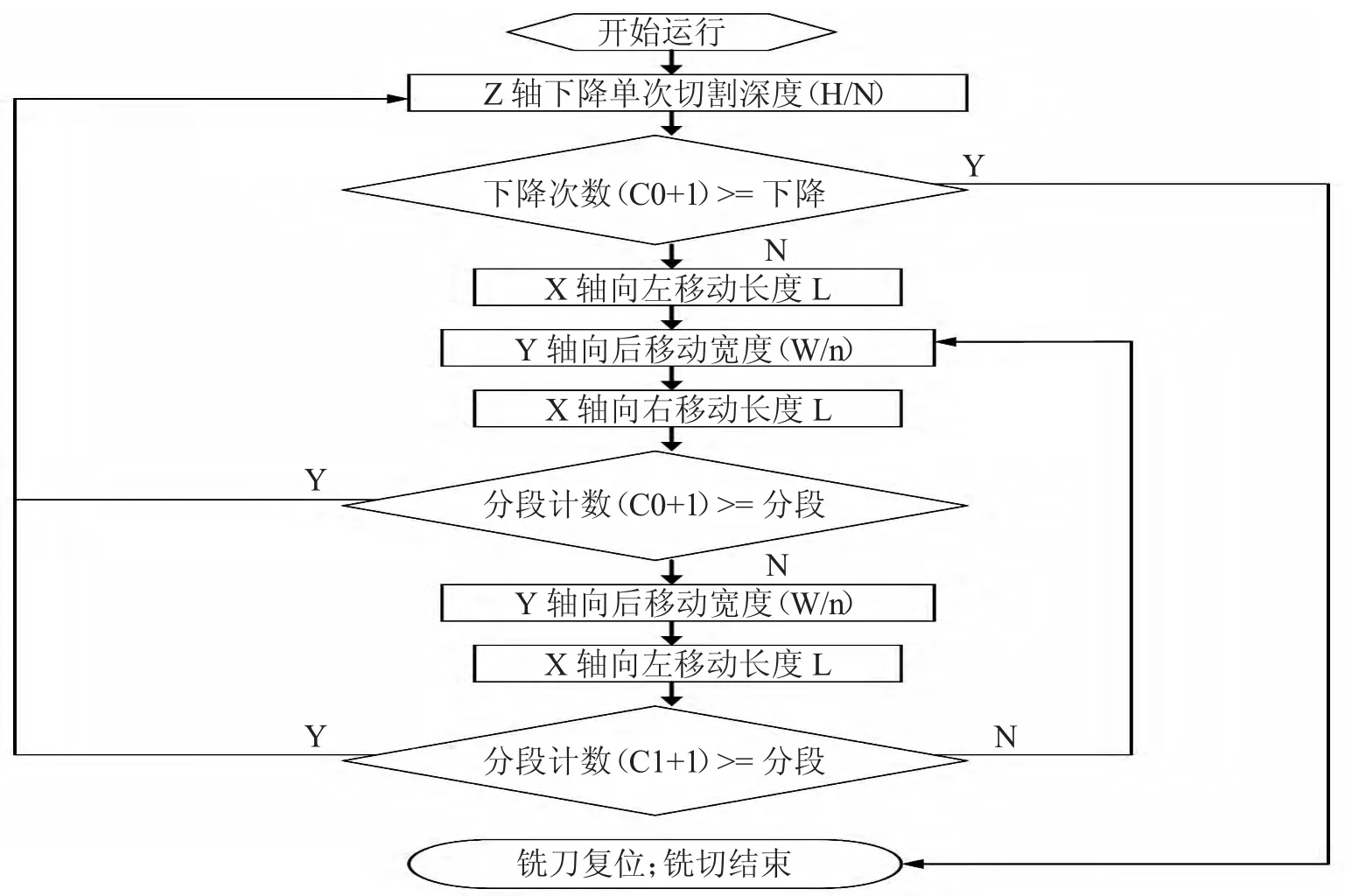
圖6 程序流程圖
指令 注釋
PLSV D214 Y0 Y1 //Y 軸以速度D214 連續(xù)(JOG+)移動
DMUL K-1 D214 D154 //D154 存儲大小與D214 相等但方向相反的速度
PLSV D154 Y0 Y1 // Y 軸以速度D154 連續(xù)(JOG-)移動
DDRVI D204 D206 Y0 Y1 //Y 軸以速度D206 移動相對位移D204
DMUL K-1 D204 D164 //D164 存儲大小與D204 相等但方向相反的速度
DDRVI D164 D206 Y0 Y1 //Y 軸以速度D206 移動相對位移D164
DDRVA D314 D316 Y0 Y1 //Y 軸以速度D316 移動到絕對位置D314
(2)自動測高控制
自動測高控制中主要分單步測高和差值測高兩部分。單步測高是指利用測高頭測量被加工表面的Z 軸縱向高度,即Z 軸接觸表面時的行程。差值測高是指測量測高頭與銑刀頭之間的高度差。部分代碼如下:
指令 注釋
//差值測高
//X、Y 軸移動下測高頭到銑刀頭下面
DDRVA D554 K4000 Y2 Y3 //X 軸以速度K4000 移動到絕對位置D554
DDRVA D556 K4000 Y0 Y1 //Y 軸以速度K4000 移動到絕對位置D556
PLSV D216 Y4 Y5 //Z 軸以速度D216 連續(xù)(JOG+)移動
AND X17 //下測高頭X17 閉合
DMOV D1375 D190 //保存當(dāng)前Z 軸位置到數(shù)據(jù)寄存器D190
//X、Y 軸移動下測高頭到上測高頭下面
DDRVA D550 K4000 Y2 Y3 //X 軸以速度K4000 移動到絕對位置D550
DDRVA D552 K4000 Y0 Y1 //Y 軸以速度K4000 移動到絕對位置D552
SET Y10 //氣缸下降
PLSV D216 Y4 Y5 //Z 軸以速度D216 連續(xù)(JOG+)移動
AND X17 //下測高頭X17 閉合
DSUB D1375 D190 D500 //Z 軸當(dāng)前位置減去數(shù)據(jù)寄存器D190 中的數(shù)值,差值保存到D500
//單步測高
PLSV D216 Y4 Y5 //Z 軸以速度D216 連續(xù)(JOG+)移動
AND X16 //上測高頭X16 閉合
DMOV D1375 D502 //保存當(dāng)前Z 軸位置到數(shù)據(jù)寄存器D502
DDRVA D250 K5000 Y4 Y5 //Z 軸以速度K54000 移動到絕對位置D250
(3)銑切控制
銑切控制主要設(shè)置銑切時需要的參數(shù),即所使用銑刀的直徑,切割的數(shù)量、深度、次數(shù)及長度和寬度。例如使用直徑為φA 的銑刀銑切N 個相同的長度為L,寬度為W,深度為H 的圖形。部分代碼如下:
指令 注釋
DDIVP D50 D52 D70 //Z 軸單次下降深度D70
DDIVP D98 D60 D75 //Y 軸單段移動D75
DDRVI D70 D210 Y4 Y5 //Z 軸以速度D210 下降深度D70
BMOV D1338 D92 K2 //保存X 軸當(dāng)前位置到數(shù)據(jù)寄存器D92
BMOV D1336 D90 K2 //保存Y 軸當(dāng)前位置到數(shù)據(jù)寄存器D90
DDRVI D80 D202 Y2 Y3 //X 軸以速度D202 移動相對位移D80
DDRVI D82 D206 Y0 Y1 //Y 軸以速度D206 移動相對位移D82
DDRVI D96 D202 Y2 Y3 //X 軸以速度D202 移動相對位移D96
//如果單次切割完成,X、Y 軸回到起點
DDRVA D90 K5000 Y0 Y1 //Y 軸以速度K5000 移動到絕對位置D90(起點)
DDRVA D92 K5000 Y2 Y3 //X 軸以速度K5000 移動到絕對位置D92(起點)
3.2 控制系統(tǒng)操作界面
控制界面中包含主控界面、銑切設(shè)置界面、狀態(tài)顯示界面、運動參數(shù)界面、絕對移動界面及測高設(shè)置界面等。在各個界面中用戶均可以方便地設(shè)置運行所需的參數(shù)。如果參數(shù)輸入錯誤,系統(tǒng)會給予提示,停止運行確保安全。在狀態(tài)顯示界面中實時顯示各軸限位的狀態(tài)、主軸運行狀態(tài)等信息。方便用戶的觀察和操作。如圖7,8,9,10,11,12 所示。
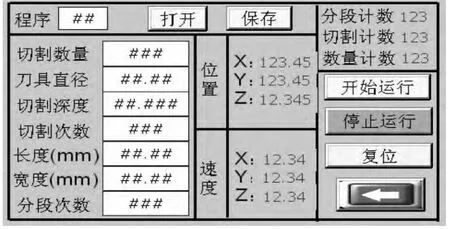
圖7 銑切設(shè)置界面

圖8 主控界面
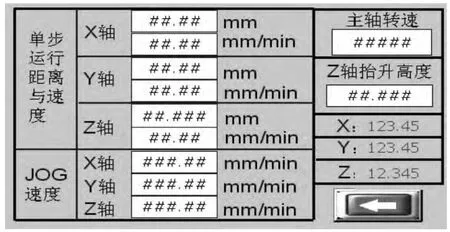
圖9 運動參數(shù)設(shè)置界面
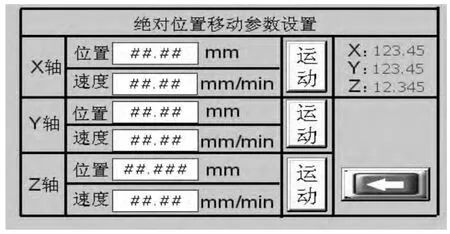
圖10 絕對移動界面
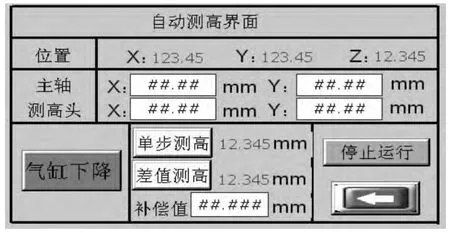
圖11 自動測高界面

圖12 狀態(tài)顯示界面
5 結(jié)束語
本文主要介紹應(yīng)用DVP-EH3 PLC 對銑切機(jī)進(jìn)行控制,完成羅杰斯板的加工。操作界面簡單,方便使用者對設(shè)備的操作。經(jīng)實際運行,此系統(tǒng)可以實現(xiàn)精準(zhǔn)控制,操作方便,監(jiān)控直觀的目的。很大程度上縮短了羅杰斯板的加工時間,提高生產(chǎn)效率。
[1] 劉涵綺. PLC 在原料氣壓縮機(jī)控制系統(tǒng)中的應(yīng)用研究[J]. 自動化技術(shù)與應(yīng)用,2014,33(6):35-39.
猜你喜歡
艦船科學(xué)技術(shù)(2022年16期)2022-09-22 02:15:00
北京航空航天大學(xué)學(xué)報(2021年6期)2021-07-20 07:23:54
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學(xué)學(xué)報(自然科學(xué)版)(2017年1期)2017-03-20 15:25:18
中國材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
