混合器殼體充液成形研究
2014-07-05 01:05:58何立萍李又春
機(jī)械制造 2014年5期
□ 何立萍 □ 李又春 □ 陳 偉
中國南方航空工業(yè)(集團(tuán))有限公司 工程技術(shù)部 湖南株洲 412002
充液成形技術(shù)在國外早已成熟應(yīng)用,尤其適合于薄壁錐形件、大圓角筒形件的拉伸成形。為了適應(yīng)航空發(fā)動機(jī)研制技術(shù)的需要,以火焰筒混合器殼體新材料應(yīng)用為契機(jī),開展了在普通液壓機(jī)上進(jìn)行穩(wěn)定、快速充液成形技術(shù)的應(yīng)用研究。
1 零件結(jié)構(gòu)簡要介紹
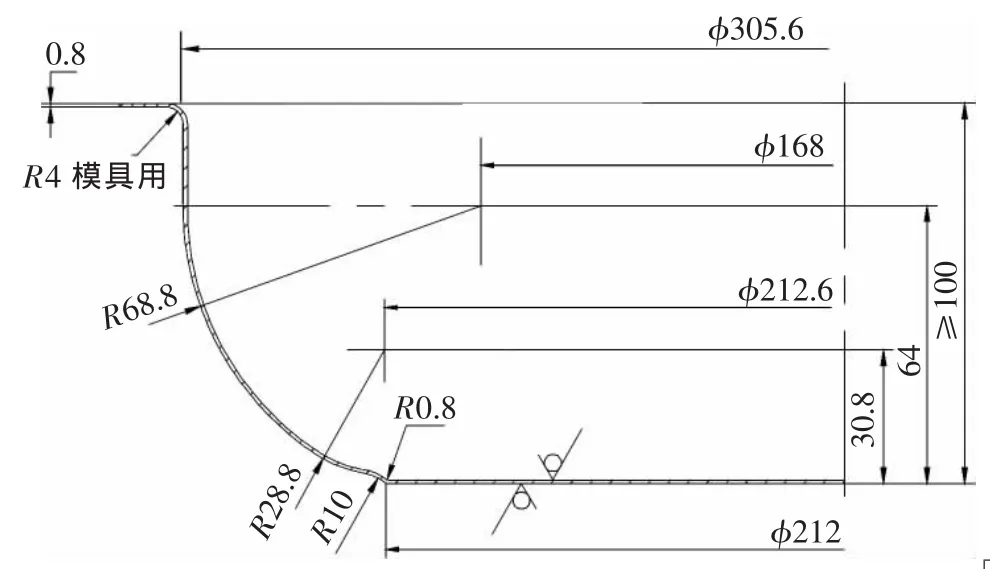
混合器殼體示意圖如圖1所示,沿周邊有多處沖孔、局部成形結(jié)構(gòu)。該零件為薄壁拉伸成形件,料厚0.8mm,形狀為鼓形,中間大兩頭小,只能采用拉伸成形后收口或脹形的工藝。本文主要研究該零件充液拉伸成形工藝。
2 混合器殼體充液成形現(xiàn)狀
混合器殼體拉伸毛坯如圖2所示。毛坯為大小圓角連接的復(fù)雜型面結(jié)構(gòu),板厚僅為0.8mm。如采用硬模一次拉伸成形,則型面容易出現(xiàn)起皺;如加大壓邊力,則可能產(chǎn)生破裂。因此適宜采用充液成形工藝進(jìn)行拉伸成形,成形設(shè)備為三動液壓成形機(jī),零件采用充液拉伸一次成形。圖3為混合器殼體成形模具示意圖。

▲圖1 混合器殼體示意圖
▲圖2 充液成形毛坯示意圖
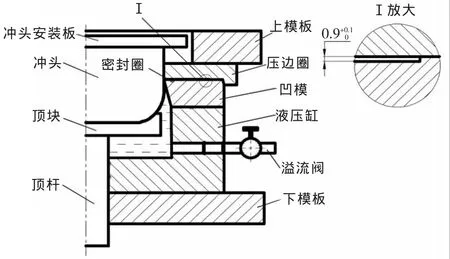
▲圖3 混合器殼體充液拉伸模示意圖
生產(chǎn)中發(fā)現(xiàn)該成形模具存在如下問題。
(1)液壓室壓力通過溢流閥手動調(diào)節(jié),因旋軸開啟位置不明確,不能快速、準(zhǔn)確地調(diào)節(jié)所需液壓室壓力,在液壓室壓力調(diào)節(jié)過程中每批要報(bào)廢1~2件;
(2)模具密封圈置于毛坯下表面靠凹模口部,密封圈外側(cè)毛坯不能得到液體強(qiáng)制潤滑,且毛坯材料易向密封圈一側(cè)突出,不利于材料流動及表面質(zhì)量提高,密封圈也容易被損壞。
3 充液成形模具改進(jìn)
隨著發(fā)動機(jī)性能要求的提高及材料技術(shù)的發(fā)展,混合器殼體擬應(yīng)用國內(nèi)首次研制的新材料。由于其拉伸性能尚不清楚,采用新材料的混合器殼體擬參照原有工藝及模具在普通液壓機(jī)上采用充液拉伸成形。
為確保新材料的應(yīng)用并一次拉伸成功,降低生產(chǎn)成本,提高生產(chǎn)效率,必須對原有模具存在的問題進(jìn)行相應(yīng)的改進(jìn)。
3.1 模具結(jié)構(gòu)、工作原理及設(shè)計(jì)要點(diǎn)
改進(jìn)后的混合器殼體拉伸模具如圖4所示,模具工作原理:首先,頂桿、頂塊退下,在液壓缸內(nèi)注滿油并與凹模上表面齊平,將毛坯置于凹模上;然后,壓邊滑塊帶動上模板及壓邊圈下行,將毛坯壓緊;最后,主滑塊帶動沖頭下壓,完成拉伸過程。拉伸過程中通過調(diào)節(jié)溢流閥,確定合適的液壓參數(shù)。
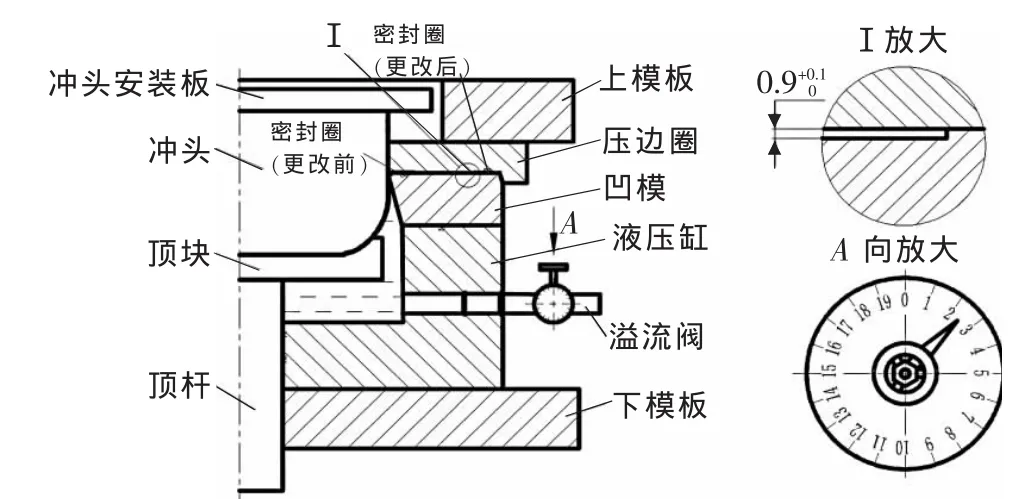
▲圖4 充液拉伸模示意圖
模具設(shè)計(jì)主要要點(diǎn)如下。
(1)拉伸過程中,毛坯、壓邊圈、凹模、液壓缸、溢流閥、頂桿形成一個(gè)封閉的腔,在沖頭下壓過程中,建立高壓液壓室,在高壓作用下將材料貼向沖頭,從而代替普通剛性凹模。
(2)由于底部圓角只有R0.8mm,所需液壓力很大,為保證該尺寸要求,設(shè)置頂塊與沖頭最后剛性接觸成形。
(3)密封腔各結(jié)合面通過密封圈密封,壓邊圈與凹模間的密封圈置于毛坯外圈,在拉伸過程中毛坯與凹模表面能得到強(qiáng)制潤滑,從而避免零件表面拉溝及減少凹模磨損,提高模具使用壽命。
(4)液壓室中的液壓油通過人工加入,液壓室壓力大小通過溢流閥調(diào)節(jié),溢流閥前端裝壓力表,從而可準(zhǔn)確調(diào)節(jié)壓力大小,因而該結(jié)構(gòu)模具可在普通雙動或三動液壓機(jī)上進(jìn)行充液拉伸。
(5)法蘭部位采用限位壓邊,限位高度為0.9+00.1mm,在壓邊力調(diào)節(jié)時(shí),可以采用最大壓邊力,確保可靠壓邊。
3.2 模具創(chuàng)新點(diǎn)
與原成形模具相比,主要增加了溢流閥調(diào)節(jié)刻度盤(詳見圖5),并加裝100MPa的液壓室壓力表,同時(shí)將密封圈從毛坯下表面移至外圈及采用限位壓邊。
采用激光刻線加工一個(gè)刻度盤固定在閥門上,旋軸上裝一指針,記錄調(diào)整到位后的指針位置,后續(xù)加工時(shí),液壓室壓力基本可一次調(diào)整到位,克服了液壓室壓力調(diào)節(jié)的盲目性。
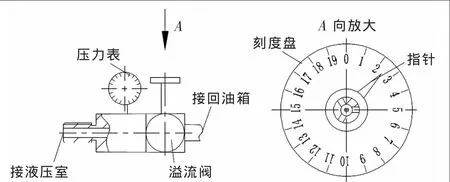
▲圖5 液壓室壓力調(diào)節(jié)裝置原理圖
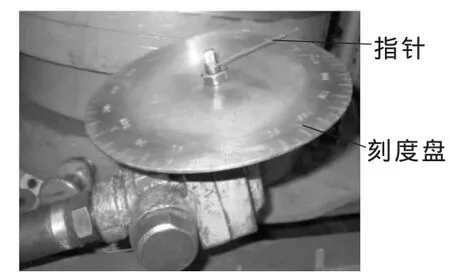
▲圖6 調(diào)節(jié)裝置實(shí)物圖片
模具密封圈改在毛坯外側(cè),依靠材料的增厚達(dá)到充液成形的密封要求,避免了拉伸過程中凸緣材料向一側(cè)突出的情況,且在成形后期液壓室內(nèi)的高壓液體從法蘭流出,毛坯在凹模圓角及法蘭部分處于流體潤滑狀態(tài),減小了不利摩擦,有利于提高成形極限。
4 數(shù)值模擬
為確定合適的拉伸成形參數(shù),用Eta/Dynaform軟件對成形過程進(jìn)行了模擬分析,以對成形工藝及模具參數(shù)進(jìn)行優(yōu)化。
根據(jù)公司800t雙動壓力機(jī)及模具結(jié)構(gòu)尺寸計(jì)算,液壓室壓力最大約為23MPa,因此數(shù)值模擬最初設(shè)定的液壓室壓力為23MPa,并設(shè)定摩擦因數(shù)條件:沖頭與板料為0.15,凹模與板料及壓邊圈與板料均為0.05。模擬結(jié)果如圖7所示。
由圖7可以看出,零件圓角部位有輕微波紋,材料變薄率不到9%。
為消除波紋,將液壓室壓力加大到40MPa,模擬結(jié)果如圖8所示。零件圓角部位仍有輕微波紋,材料變薄率約23%。
由圖7、圖8可以看出,液壓室壓力23MPa與液壓室壓力40MPa相比,零件表面起皺沒有明顯差別(波紋稍嚴(yán)重),但材料變薄量小得多。
從模擬結(jié)果來看,液壓室壓力23MPa已基本能滿足零件質(zhì)量要求,該液壓成形工藝方案應(yīng)基本可行。
5 拉伸試驗(yàn)
首次試驗(yàn)所用設(shè)備為450t雙動液壓機(jī),壓邊力最大1800kN。毛坯直徑為450mm,零件外徑305 mm。因此液壓室可建立最大壓力為:
P=1800×103/[π(4502-3052)/4]≈21MPa
試驗(yàn)設(shè)備壓邊力不能直接顯示,只顯示壓邊缸壓力表讀數(shù)。根據(jù)油缸直徑為180mm,將壓邊缸壓力調(diào)為18MPa時(shí),壓邊力為1832kN。
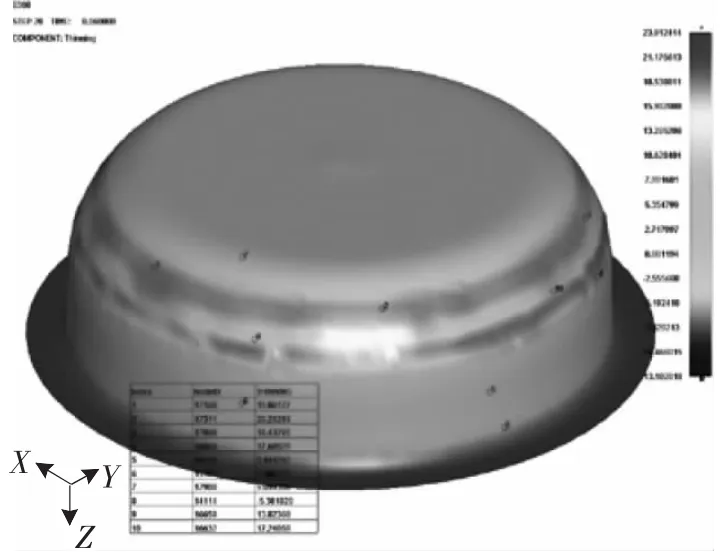
▲圖7 液室壓力23MPa模擬成形效果圖
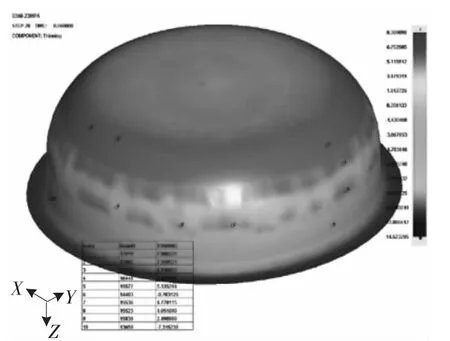
▲圖8 液室壓力40MPa模擬成形效果圖
首次試驗(yàn)情況見表1。由于液壓室壓力無法一次準(zhǔn)確調(diào)節(jié)到位,在首次拉伸時(shí)液壓室壓力沒有顯示,零件在R68.8mm處出現(xiàn)起皺,加大液壓室壓力到約20MPa,則在直壁部位出現(xiàn)破裂 (R68.8mm處仍有輕微起皺)。在進(jìn)行液壓室壓力調(diào)節(jié)過程中,先后連續(xù)出現(xiàn)9件廢品 (起皺或破裂),為此,用WZ8混合器殼體成形材料GH188進(jìn)行了對比試驗(yàn),在液室壓力約20MPa的條件下,用GH188材料可一次拉伸成功,這說明新材料的成形性能比GH188的成形性能要差。
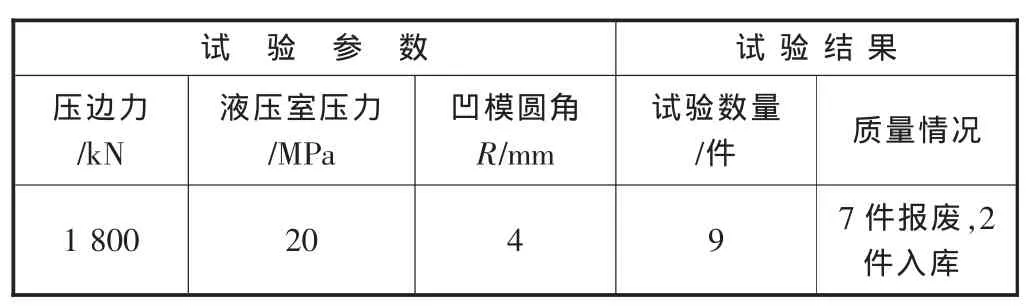
表1 首次試驗(yàn)情況統(tǒng)計(jì)
6 改進(jìn)試驗(yàn)
由于加大液壓室壓力后直壁部位出現(xiàn)了破裂,說明法蘭部位材料流動阻力很大。為此將凹模圓角尺寸R4mm改為R6mm,以增強(qiáng)材料流動性;同時(shí)將壓邊間隙 0.9+00.1mm 改為 0.9±0.02mm (比料厚 0.8mm 稍大),減小法蘭邊在最初拉伸時(shí)的起皺程度,同時(shí)零件成形改在三動液壓機(jī)上進(jìn)行,液壓室壓力可以增加到23MPa,有利于減小起皺。修改參數(shù)后的試驗(yàn)情況見表2,通過這些措施基本實(shí)現(xiàn)了零件的一次拉伸成形。
圖9為車削加工后混合器殼體拉伸實(shí)物圖片。
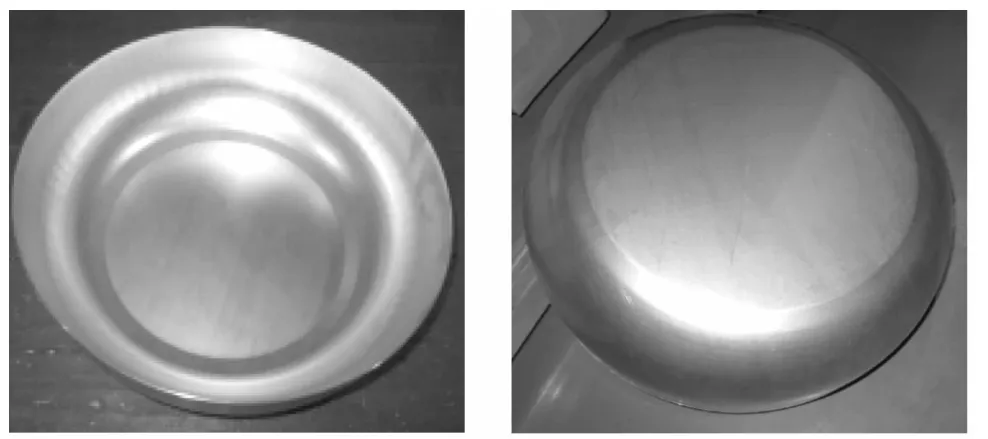
▲圖9 車削加工后混合器殼體拉伸實(shí)物圖片
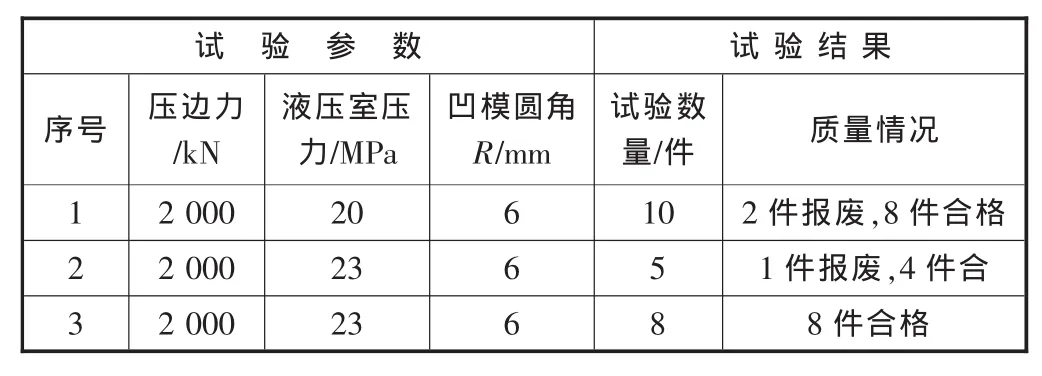
表2 修改模具參數(shù)后試驗(yàn)情況統(tǒng)計(jì)
7 結(jié)論
從表2可以看出,確定好成形參數(shù)后,零件拉伸成形合格率達(dá)到了100%,廢品是在壓力調(diào)節(jié)過程中產(chǎn)生。該混合器殼體目前已生產(chǎn)交付多批,合格率100%。
[1] 羅益旋.最新沖壓新工藝新技術(shù)及模具設(shè)計(jì)實(shí)用手冊[M].長春:吉林出版發(fā)行集團(tuán),2004.
[2] 湖南省機(jī)械工程學(xué)會鍛壓分會主編.沖壓工藝[M].長沙:湖南科學(xué)技術(shù)出版社,1981.
[3] 顏鳴皋主編,中國航空材料手冊[M].北京:中國標(biāo)準(zhǔn)出版社,2002.
