面向工裝的可定制柔性編碼技術研究
2014-07-05 01:06:00王仰堅胡善剛吳競峰
機械制造 2014年5期
□ 王仰堅 □ 胡善剛 □ 吳競峰
中國航天科工集團 第九總體設計部 武漢 430040
工藝裝備 (簡稱工裝)是指企業(yè)在產(chǎn)品生產(chǎn)過程中,為了實現(xiàn)工藝規(guī)程的要求而采用的各種工具和附加裝備的總稱,主要包括刀具、夾具、量具、模具、輔具、檢具、鉗工工具和工位器具等。航天企業(yè)是一個復雜的系統(tǒng),在企業(yè)的設計、生產(chǎn)和經(jīng)營活動中,積累了大量的工裝設備資源。隨著航天現(xiàn)代化的發(fā)展,航天企業(yè)的生產(chǎn)模式已從多品種、小批量生產(chǎn)向批產(chǎn)模式快速轉換。利用編碼技術對現(xiàn)有工裝進行編碼,使工裝設備得到更好的利用,降低工藝成本,提高工作效率,從而克服生產(chǎn)過程中工裝數(shù)據(jù)管理的瓶頸。
目前國內(nèi)外有很多零件編碼系統(tǒng),如德國的OPITZ編碼系統(tǒng)、日本的KK_3編碼系統(tǒng)和我國的JLBM一1零件分類編碼系統(tǒng)等,但這些編碼系統(tǒng)主要針對的是零件,而零件與工裝存在以下幾點的區(qū)別:①種類層次結構不同。工裝設備種類明確,可歸納性強(即可歸納為刀具、夾具等),層次簡單;但零件種類多,結構復雜多變,不便于具體的歸納。②編碼針對特征不同。零件編碼主要針對零件的工藝、結構、加工面等形狀特征[1];工裝編碼針對工裝的類型、用途、外形尺寸等。③參數(shù)定制化難度不同。工裝設備相對零件加工特征少,結構簡單,外形尺寸少,通過編碼技術完成編碼參數(shù)化的難度較低。
由于每個企業(yè)自身特點以及產(chǎn)品的不同,企業(yè)的分類習慣及編碼規(guī)則都不一樣,因此需建立一種可定制柔性編碼技術。企業(yè)通過定制編碼體系和規(guī)則,完成對工裝的組織、分類,計算機通過編碼識別工裝設備,方便有效地獲取工裝數(shù)據(jù)信息,從而使工裝信息集成于在航天制造企業(yè)中廣泛應用的CAD、CAPP、PDM等信息化系統(tǒng)[2]。
1 可定制柔性工裝編碼技術分析
1.1 航天企業(yè)工裝編碼需求分析
由于各航天企業(yè)的管理方式、生產(chǎn)條件和加工零件的種類以及復雜程度有很大差別,各企業(yè)對工裝編碼的需要存在以下幾點不同之處:①編碼碼位數(shù)不同。有些工廠,工裝種類少,較簡單,可能使用幾個碼位已足夠,而另一些工廠,工裝種類多,差別大,可能使用15位的碼來分類尚嫌不足。②編碼分類規(guī)則不同。各企業(yè)管理規(guī)范和工裝設備分類差距較大,難以用統(tǒng)一分類原則適應不同企業(yè)。
由此可分析出企業(yè)對工裝編碼系統(tǒng)有如下幾點需求:①編碼體系的可定制化。它形成了具有企業(yè)特色的編碼規(guī)則、編碼應用模式和管理體系,為后續(xù)的編碼擴充和規(guī)范管理積累經(jīng)驗和奠定基礎。②編碼結構的柔性化。編碼的碼段個數(shù)和橫向碼位長度可以根據(jù)描述對象的復雜程度而變化。③工裝特征參數(shù)化。可通過定制的字符參數(shù)表示工裝特征結構和外形尺寸,便于工裝的有效管理和快速檢索。
1.2 可定制柔性編碼體系定義
在企業(yè)的實際編碼應用中,針對不同的產(chǎn)品數(shù)據(jù)對象,常常應用不同的編碼規(guī)則,采用多種類型的編碼系統(tǒng),因而要求編碼系統(tǒng)能夠具有很好的柔性,留給企業(yè)用戶足夠大的自定義空間,才能對企業(yè)中的編碼資源做到統(tǒng)一管理、靈活配置,滿足企業(yè)對編碼系統(tǒng)的個性化需求[3]。可定制的柔性編碼體系如圖1所示,主要由編碼分段、編碼碼位、編碼碼值、碼位分組、碼位規(guī)則、碼值分組等組成。
(1)編碼體系。針對特定編碼對象的編碼總體描述,可描述為 CS={CSTR,DR,SN,DN}。
CSTR為編碼實例總體結構的定義,編碼總體結構分為整體式和分段式兩種;DR是碼位關系,分為樹式、鏈式、混合式[6];SN 是分段數(shù),如果是分段式結構,則此屬性給出分段數(shù);DN為碼位數(shù),指編碼總長度,如果是柔性碼或者參數(shù)碼,則可能會不固定,這里只給出最長長度,其中參數(shù)碼無論多長,只算作一位。
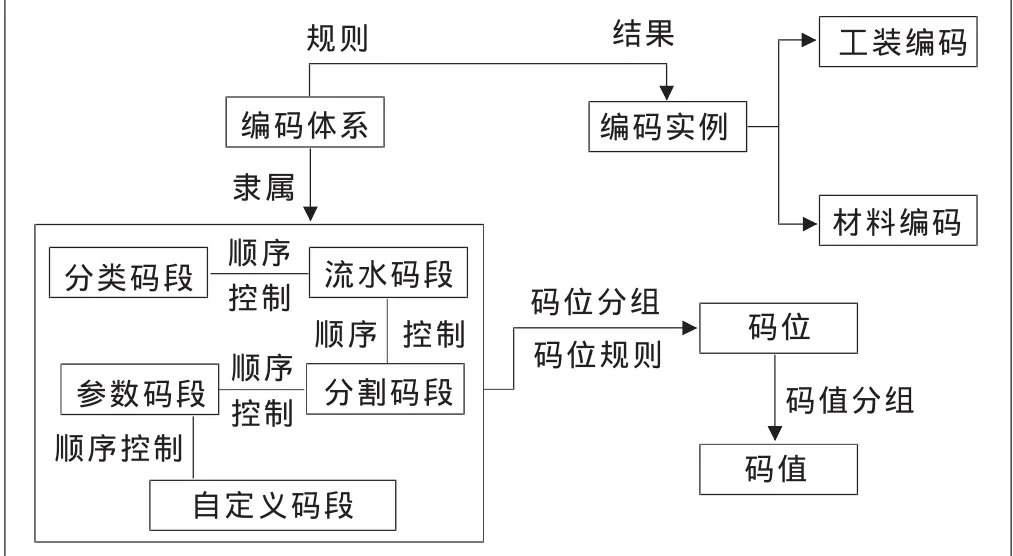
▲圖1 編碼體系組成
(2)編碼分段。說明所有的碼位應該分為幾大部分,各部分碼段有特殊的含義,可描述為CSEC={CS,BP,LP,CST}。
CS為編碼分段所屬的編碼體系;BP為分段開始碼位;LP為分段結束碼位;CST為分段類型,有分類碼段、參數(shù)碼段、分割碼段、流水碼段、自定義碼段。
(3)編碼碼位是在一個特定位置上的編碼信息,是編碼體系的基本組成單元,可描述為DC={CSEC,DP,CC,MAX,MIN}。
CSEC為編碼碼位所屬的編碼分段;DP為當前編碼所在位置,即第幾位碼;CC為碼位符號,包括二進制、八進制、十進制、十六進制、小寫字母、大寫字母、定制等;MAX表示碼位最大長度,最大為128;MIN表示碼位的最小長度,最小為1。
(4)碼位碼值表示碼位中每一個具體的碼值及其含義,參數(shù)碼位無碼值,可描述為={DG,CV,SP}。
DG表示所屬分組;CV表示當前編碼的值,如A、1;SP表示碼值子組。
(5)編碼體系中碼位碼值并不是簡單的羅列,組成分類碼段的碼位碼值之間存在多種關系,關系可分為{編碼規(guī)則,碼值分組,碼位分組}。
編碼規(guī)則用于說明當前碼位的編碼應該遵循的規(guī)則,如數(shù)字的排序規(guī)則、字符的遞增規(guī)則、工裝參數(shù)碼編制規(guī)則等;碼值分組表示分組規(guī)則中每一個碼位中的碼值是如何被分成不同的組,碼值分組的類型分為特征位、碼域位、忽略位,特征位表示每一個碼值均要相同才認為是屬于同一分組,碼域位表示只要碼值在同一值域中就認為屬于同一分組,忽略位表示此位碼值在分組時忽略不計;碼位分組表示當前碼位基于前一碼位的碼值進行分組。
(6)工裝編碼是基于編碼體系而形成的對象編碼,工裝編碼的可定制柔性主要體現(xiàn)為:①編碼體系可定制。可通過編碼體系定義工裝編碼采用層次結構、鏈式結構或混合機構,允許自定義碼段數(shù)量及其類型,允許自定義編碼各個碼段之間的分隔符以及碼段的排序,允許自定義碼位碼值及碼位長度等信息。②編碼體系柔性化。表現(xiàn)在描述不同類別的事物時,在碼位數(shù)和層次數(shù)上具有柔性,實現(xiàn)對編碼管理的動態(tài)映射,即編碼管理的柔性化。伴隨企業(yè)自主定義編碼規(guī)則,動態(tài)構建企業(yè)信息分類編碼體系,即編碼體系的柔性化。
1.3 柔性工裝編碼
通過編碼體系的定義可以完成各企業(yè)工裝編碼的個性化定制,定義符合企業(yè)實際需求的柔性工裝編碼結構。
現(xiàn)介紹一種面向特征的、分層次的柔性工裝編碼,該編碼模型由一級碼、二級碼和三級碼構成,如圖2所示。

▲圖2 柔性工裝編碼模型組成
(1)一級碼。一級碼是編碼體系的分類碼,用于描述信息資源的分類。
(2)二級碼。二級碼如圖3所示,是編碼信息對象事物所屬的特征編碼,描述了信息實體的詳細特征。該事物特征碼依賴于其具體所屬的信息大類,即前一碼段的分類碼,并按照信息特征的功能和屬性相應完成分層描述。事物特征碼分層主要取決于信息實體的特征及其可分層性,即特征項、節(jié)、目。二級碼是否采用流水碼段[4]有以下兩種情況:如通過特征編碼可以完成詳細區(qū)分,則可省略附加流水號;如需要通過附加流水號才能準確標識信息對象,則需增加流水碼段。流水號的位數(shù)一般設置為4位,通常為0000~9999,即可滿足使用要求。
(3)三級碼。三級碼為信息對象參數(shù)碼,用以存放用數(shù)字編碼不能全面表達的編碼對象的信息。表1和表2規(guī)定了部分工裝編碼共用和專業(yè)的功能參數(shù)字符參數(shù)碼。
如需表示上下公差,例如被測尺寸φ100-0.01mm,參數(shù)碼為D10/0/-0.01,如工裝材料為硬質(zhì)合金鋼的,參數(shù)碼為M/硬質(zhì)合金鋼。表1和表2中只規(guī)定了部分共用和專用的參數(shù),各企業(yè)可根據(jù)實際需求自由定義各字符參數(shù)的含義和所需的共用、專業(yè)參數(shù)字符。
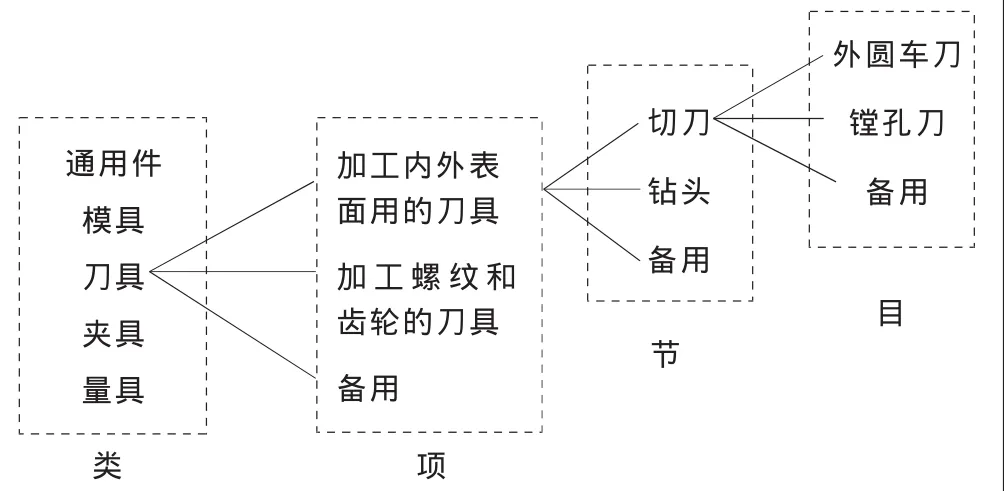
▲圖3 層次化定義
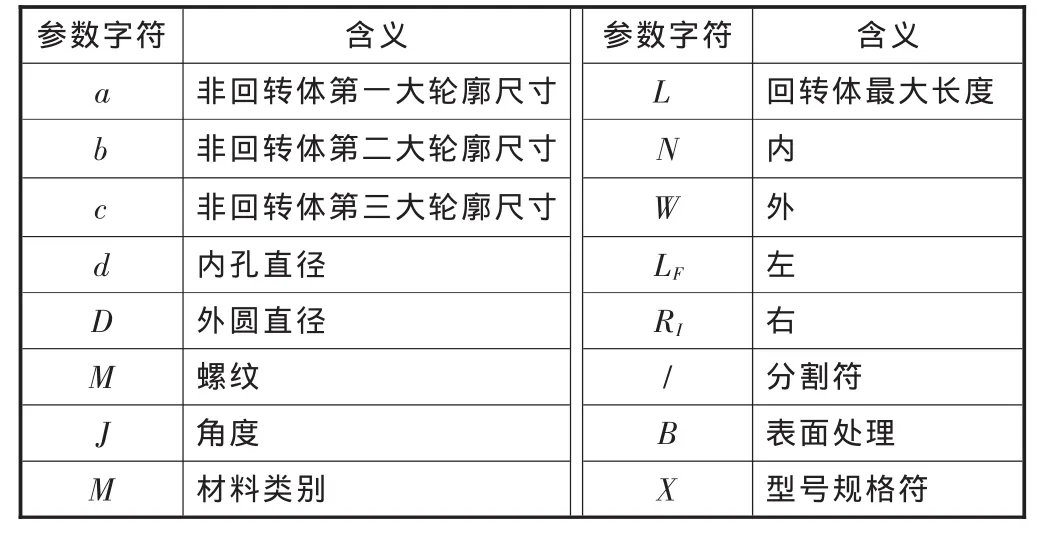
表 工裝編碼共用參數(shù)字符
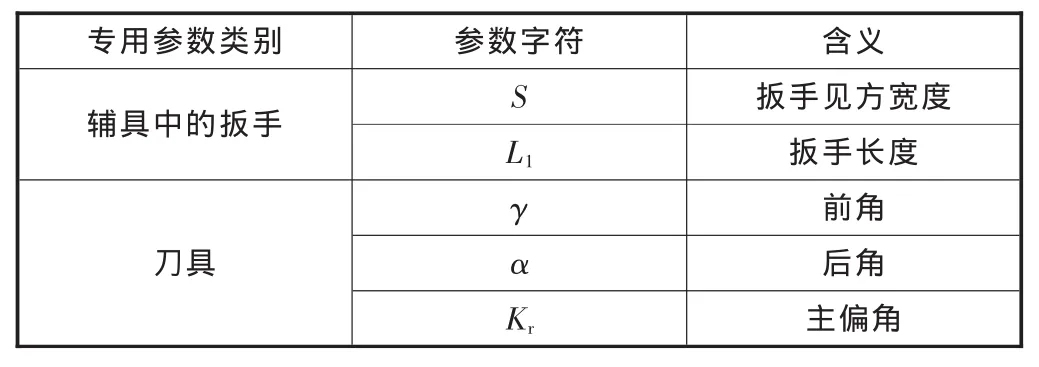
表2 工裝編碼專用參數(shù)字符
工裝編碼的三級碼主要體現(xiàn)可定制柔性的特點,所以參數(shù)碼也被定義為柔性碼。由于編碼對象信息需要編制參數(shù)的長短不一致,相應的編碼結構必須能夠支撐靈活可變的碼位數(shù)設計。參數(shù)碼段的字符組成也較為復雜,一般是由數(shù)字、字母、字符等形成便于理解的一組字符串,這給編碼使用人員帶來了便利,但增加了編碼系統(tǒng)設計與實現(xiàn)的難度,所以系統(tǒng)必須有完善的參數(shù)編碼規(guī)則與解析方法,才能保證其正常運行。
2 工裝編碼解析流程
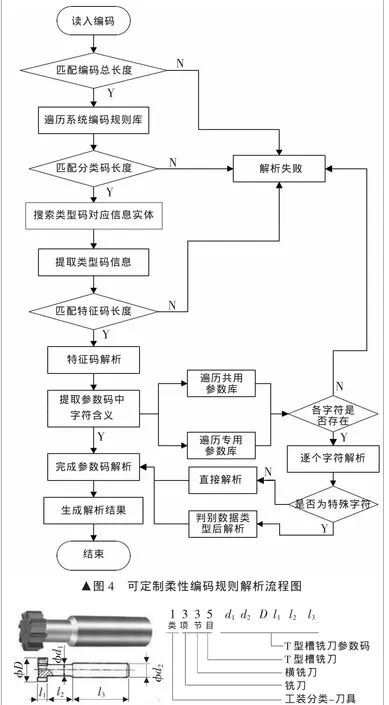
編碼規(guī)則解析是工裝編碼生成的逆向過程,是指將編碼碼值與相關定義的編碼解析規(guī)則進行對照比較,對編碼碼值進行分段區(qū)分,得到碼值每個組成部分所對應的含義,最終直觀明了地呈現(xiàn)給用戶,讓用戶能夠了解編碼所蘊含的相關信息[5]。編碼規(guī)則解析過程如圖4所示。
(1)分析碼值解析可行性。通過以下兩個方面進行判斷:長度判斷、關鍵字符判斷,若長度不一致或關鍵字符不一致,則可認定該碼值是無效的,不符合解析條件。
(2)碼值分類碼篩選。將編碼與對應規(guī)則結構比較,獲取體現(xiàn)對象信息屬性的分類碼,并對其進行分析。
(3)碼值解析。重點分析特征碼、參數(shù)碼對應編碼,并進行對照比較,得到碼值所對應的標識號,從而獲取相關解釋信息,將結果集中表示。
(4)參數(shù)碼解析。在參數(shù)碼解析過程中,需要遍歷參數(shù)碼段,先提取共用字符,然后根據(jù)分類碼段提取專用參數(shù)字符,在解析過程中遇到特殊字符(分隔符、規(guī)格符等),需對特殊字符后的數(shù)據(jù)類型進行判別,根據(jù)數(shù)據(jù)類型的不同進一步分解解析的過程。
3 編碼系統(tǒng)應用實例
(1)刀具的編碼實例如圖5所示,通過類、項、節(jié)、目來對刀具進行多層次的分類,并結合參數(shù)碼位中的各項參數(shù)來詳細描述刀具的結構外形尺寸。
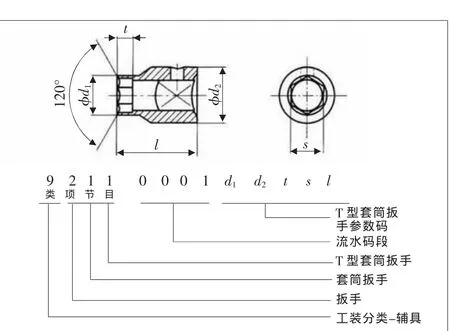
(2)輔具的編碼實例如圖6所示,通過分類碼來對輔具進行多層次的分類,并附加流水碼段來詳細區(qū)分,通過參數(shù)碼段中的各項參數(shù)來詳細描述套筒的結構外形尺寸及型號規(guī)格。
▲圖5 刀具編碼實例
▲圖6 套筒編碼實例
4 結束語
隨著工業(yè)信息化技術的深入推廣和應用,人們對工裝設備信息分類編碼技術的需求也越來越迫切。但鑒于現(xiàn)階段的生產(chǎn)水平,各企業(yè)采用統(tǒng)一標準的編碼方法還不現(xiàn)實。本文在編碼體系定義的基礎上,結合企業(yè)個性化需求,建立了適用于工裝設備管理的多層次、結構柔性的事物編碼方法,能夠在不同企業(yè)編碼環(huán)境下,對工裝設備采取靈活、有效的編碼策略,在企業(yè)實際應用中有較強的實用性。
[1] 劉持平,文門照.基于特征的箱體零件自動編碼分類系統(tǒng)研究[J].制造業(yè)自動化,2009,32(4):96-99.
[2] 丁秀華,閻 艷,寧汝新.面向裝配工裝設計編碼方法的研究[J].航空制造技術,2006(12):86-90.
[3] 趙韓,許肇云,柳吉慶,等.可定制柔性編碼系統(tǒng)模型的研究與實現(xiàn)[J].機床與液壓,2009,37(10):64-66.
[4] 趙韓,柳吉慶,董玉德,等.面向PDM系統(tǒng)柔性事物編碼模型的研究[J].工程圖學學報,2010(5):34-38.
[5] Dusan N Sormaz,Behrokh Khoshnevis. Modeling of Manufacturing Feature Interactions for Automated Process Planning [J].Journal of Manufacturing System,2000,19(1):28-45.
[6] 黃利江,許建新,田錫天.基于特征模型的零件柔性編碼研究[J].機床與液壓,2007,35(11):11-13.
猜你喜歡
小獼猴智力畫刊(2022年3期)2022-03-29 01:09:42
數(shù)學小靈通(1-2年級)(2021年4期)2021-06-09 06:26:14
數(shù)學小靈通(1-2年級)(2021年4期)2021-06-09 06:25:56
大眾健康(2021年6期)2021-06-08 19:30:06
中學生數(shù)理化·七年級數(shù)學人教版(2019年4期)2019-05-20 10:06:32
幸福(2018年33期)2018-12-05 05:22:42
中學生數(shù)理化·七年級數(shù)學人教版(2018年6期)2018-06-26 08:36:06
Coco薇(2017年11期)2018-01-03 20:59:57
初中生世界·七年級(2017年9期)2017-10-13 22:27:46
暨南學報(哲學社會科學版)(2016年9期)2017-01-15 13:52:02
