齒輪箱底板端蓋加工工藝改進
2014-07-09 19:10:24李治平
山東工業技術 2014年22期
關鍵詞:焊接

摘 要:本文對于齒輪箱用底板端蓋的鑄件廢品問題進行了分析,提出了工藝改進方案,改進了設計圖紙及技術要求,主要對于新的改進方案的加工工藝進行了分析,解決了零件廢品問題,降低了生產成本。
關鍵詞:底板;鑄造;焊接;工藝改進
我公司齒輪箱用底板端蓋,其毛坯采用鑄造工藝生產,然后進行機械加工。在齒輪箱上,底板的作用是避免齒輪零件外露,同時在底板與箱體的接觸部分涂有密封膠,以便防止齒輪箱漏油。由于底板壁薄,在毛坯鑄造過程中極易出現縮孔等缺陷而產生廢品,甚至有時缺陷是在機械加工過程中、齒輪箱使用過程中出現,因此造成了重大的經濟損失。
1 改進方案分析
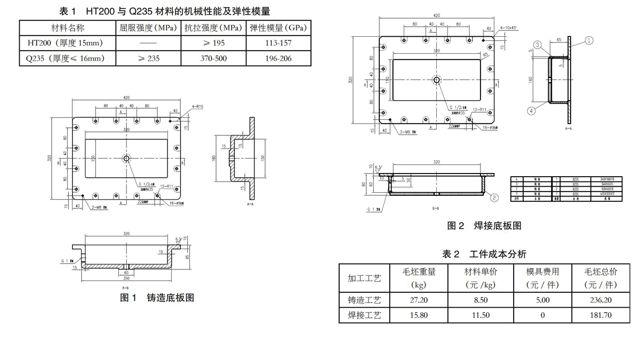
為解決鑄造毛坯廢品問題,我們考慮采用其他加工工藝制造底板毛坯。由于底板工件是一中類似于槽型工件,鍛件肯定浪費材料,因此我們考慮采用焊接工藝制造底板毛坯。其優點有:第一,焊接件不需要制作木模型,節省了木模費用,節約了制模時間,縮短了生產周期;第二,焊接件的機械性能及彈性模量均高于鑄件。底蓋原來的材料采用HT200,機械強度要求不高,灰鐵的抗拉強度與壁厚有關,同一牌號的灰鐵不同壁厚會有不同的抗拉強度。底板的厚度大部分是15mm,其抗拉強度為大于等于195MPa。與此相對應,我們選用Q235鋼板進行焊接,原因是:第一,Q235材料強度完全可滿足要求;第二,Q235焊接性能優良,應用廣泛,成本較低。兩種材料的機械性能及彈性模量見表1。
2 設計圖紙、技術要求的改進分析
2.1 設計圖紙的改進
設計圖紙的改進如圖1、圖2所示,底板端蓋毛坯的底板1.4部分厚度由15mm變為10mm,其中1部分選用12mm厚鋼板,保留2mm機加工余量。側板2由15mm變為5mm,側板3由15mm變為10mm,∮60的凸起部分去掉,因此改進后的毛坯重量由27.2kg降為15.8kg,重量降低11.4kg,毛坯生產成本降低54.50元/件,詳見表2。為了便于加工,鑄造圓角改為10X45°倒角,此倒角在鋼板切割時可加工完成。
2.2 新的技術要求
為了適應焊接制造,技術要求做了相應的改進,具體為:
(1)采用E500/(GB5117)焊條連續焊縫,焊后去應力處理,焊縫清理干凈。
(2)焊縫不允許有氣孔、夾渣、裂紋、未焊透等缺陷。
(3)焊前各子件的加工表面和切割面的表面粗糙度為Ra25?m。 (4)除有效的焊縫外,其余焊縫高度為鋼板厚度的一半。
(5)進行噴砂處理,內外非加工表面噴涂環氧底漆。
(6)用煤油做滲漏試驗,不得有滲漏現象。
3 焊接加工工藝分析
3.1 鋼板切割
鋼板切割采用數控火焰切割方式進行,零件厚度及材質應符合圖紙設計規定。鋼板切割后必須進行外觀處理,并符合如下要求:
(1)所有切割表面的氧化物必須清理干凈。
(2)最終加工表面必須光滑、無分層、裂紋等缺陷,棱角平滑。
(3)切割完成后,應進行切割變形的檢查,當變形量過大時應進行調形處理。
3.2 焊接工藝
對于底板的焊接,我們有下列要求:
(1)主體焊接采用氣體保護焊,局部焊縫可采用手工電弧焊等焊接方法。
(2)所有坡口表面及近縫區必須清潔、無鐵銹、油污等有害雜質。
(3)應盡量避免使用砂輪機修磨焊縫表面,不允許使用砂輪機清除飛濺。
(4)應盡可能采用平角縫位置焊接。
(5)焊接順序應保證最小變形和成型質量。
(6)所有焊縫必須進行完整連續的周邊焊,保證接頭質量和外觀質量。
(7)焊接時應根據焊縫及材料的拘束度、環境溫度、碳當量、構件厚度等因素決定是否增加預熱要求。
3.3 熱處理工藝
焊接件在焊接過程中產生的應力是非常大的,焊接剛開始時,焊縫處迅速升溫,周圍區域溫度較低,阻礙焊縫的迅速膨脹,焊縫受到壓應力,焊接過程結束后,焊接件開始冷卻,等到過了塑性變形的溫度,由于焊縫與周圍的冷卻速度不一致,焊縫開始受到拉應力,直到室溫。此時焊縫處材料所受的拉應力接近材料的屈服極限,必須及時消除內應力,否則焊接件后變形,甚至開裂。去應力的方式有:自然時效、熱時效及振動失效。根據工件的特點,我們采用熱時效來消除焊接應力。對于去應力熱處理,要求如下:
(1)采用燃油、電或燃氣加熱爐內加熱方式進行消應力處理。
(2)工件經最終尺寸檢驗、焊接檢驗及煤油試漏檢驗合格后進行去除應力熱處理。
(3)熱處理后不得對工件進行補焊。
(4)工件裝爐方式合理,以防止其受熱變形。
(5)熱處理工藝,焊接件由室溫均勻加熱至550±10℃,保溫1-2小時,降溫時速度不得大于80℃/h,工件出爐溫度≤150℃,爐內溫差不得大于±10℃,嚴禁使用水冷降溫。
3.4 焊接件質量檢驗
焊接毛坯需要進行外觀質量、外形尺寸及焊縫質量檢驗。焊接件的外觀質量、外形尺寸應符合圖紙要求。焊接件焊縫必需進行焊渣清理,材料裁切口必須整齊,表面無明顯缺陷和磕碰,表面和內腔進行噴丸或拋丸處理無銹蝕、無氧化皮,無油脂,無防腐劑。清理質量符合GB8923-88的 A-B Sa21/2標準,局部A-B Sa2,表面粗糙度不能超過Ra25?m,按GB/T 15056 進行檢驗。與鑄件不同的是,焊接件需要進行煤油試漏檢測,具體要求如下。
(1)試驗必須在全部焊接工作完成后進行。
(2)應在焊接件外側刷涂大白粉,徹底干燥后,才能涂刷煤油進行檢驗。
(3)焊接件內側采用噴涂或盛裝煤油的方法進行試驗,每處焊縫的噴涂時間不得少于1分鐘,同一焊縫的煤油噴涂次數不得少于2次,試驗滲透時間不得少于24小時。
(4)在規定試驗時間內,焊接件外表面無煤油滲漏痕跡顯示為合格。
4 結論
按照上述方案,我們進行小批量生產。底板毛坯生產周期由原來的20天(不計開模時間)縮短為15天,焊接件未產生廢品,因鑄造缺陷導致廢品的問題得到了解決。此外,由于焊接件節省了木模費用,并且毛坯重量變輕,因此生產成本降低約23%。總之,底板毛坯由鑄造工藝改為焊接工藝生產,不但解決了質量問題,并且降低了生產成本,對于類似零件值得推廣。
參考文獻:
[1]毛萍莉.材料成型技術[M].北京:機械工業出版社,2007:155-156.
[2]王洪光.實用焊接工藝手冊[M].北京:化學工業出版社,2013:185-189.
作者簡介:李治平(1977—),男,內蒙古赤峰人,碩士,工程師,研究方向機械加工工藝。
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49