四輥破碎機輥皮修復工藝改進
2014-07-11 03:33:36高志強丁曉野
山東冶金 2014年2期
關鍵詞:工藝
高志強,丁曉野
(1萊蕪鋼鐵集團有限公司 檢修中心,山東 萊蕪271100;2大連金州重型機器集團有限公司,遼寧 大連116100)
1 前言
萊鋼型鋼煉鐵廠共有3臺Φ900×700四輥破碎機,擔負燒結生產(chǎn)的燃料焦炭的破碎任務。四輥破碎機的工作原理是兩對破碎輥在電機驅動下相對旋轉,待被破碎的物料進入兩輥皮之間,受到高擠壓力和摩擦力而得以破碎。工藝要求焦炭破碎后燃料粒度≤3 mm粒級的含量85%以上。原設計破碎輥輥皮硬度低,在生產(chǎn)過程中磨損較快,導致破碎粒度達不到要求,需頻繁車輥或更換新輥皮,制約了燒結礦質量的提高。針對這一情況,對四輥破碎機輥皮的堆焊工藝進行了改進,對在線切削刀具進行了設計改造。經(jīng)過生產(chǎn)實踐,改造后的四輥破碎機提高了設備作業(yè)率,降低了操作人員勞動強度,取得了顯著的綜合經(jīng)濟效益。
2 破碎機輥皮使用過程中出現(xiàn)的問題
由于輥皮堆焊工藝不合理,輥皮堆焊后的硬度滿足不了生產(chǎn)要求,使用2~3周后就需車削,輥皮使用壽命周期短。堆焊后合格的輥皮必須要有良好的耐磨性和較強的韌性,以保證破碎輥服役過程中不斷裂和有較長的使用壽命;同時車削破碎輥必須有較好的加工性能,方便在車削裝置上就地進行車削。破碎輥的使用壽命較短、車削破碎輥工作效率低等是大多數(shù)燒結廠普遍存在的問題。
2.1 輥皮堆焊修復工藝不合理
四輥破碎機每臺每天平均工作12 h以上,輥皮由于長時間高負荷工作,磨損情況較嚴重。輥皮工作一段時間后,首先中部磨損凹陷,造成煤粉粒度不達標。原用輥皮為鑄鋼輥皮(ZG35CrMnSi),硬度為HRC 20。在使用過程中,由于需破碎的燃料硬度較大,經(jīng)過幾天的磨損和沖擊,輥皮表面就會凹凸不平,需對輥皮進行在線切削作業(yè),當輥面厚度車削磨損至30~40 mm時就要報廢,造成較大的成本負擔。因此,一般情況下當車削到輥皮使用工作層接近極限時,對其進行堆焊作業(yè),恢復其輥皮工作設計直徑。由于輥皮在堆焊過程中開裂傾向相當敏感,采用普通的堆焊方法,輥皮易開裂造成報廢。
2.2 輥皮車削裝置落后
四輥破碎機工作時靠輥與輥之間的擠扎和磨剪力來破碎物料,當輥皮外表面凸凹不平時,要定期對其進行車削保證外表面光滑平整。四輥破碎機隨機攜帶車削輥皮的簡易車床裝置,當破碎輥皮表層磨損后,可以不必拆卸輥子而直接在現(xiàn)場利用配套的簡易車床進行車削,進而調整對輥間隙來保證物料的破碎粒度和均勻性,從而減少停機時間。而現(xiàn)有破碎機輥子車削仍采用人工手動車削,即完全靠人工手搖來帶動車刀架,使車刀沿輥皮軸向方向運動,旋轉的輥皮在車刀軸向運動作用下,外表面金屬被切削下來,露出光滑表面。這種方式車削勞動強度大,時間長(一般為3 d),車削效果差,車削質量難以得到保證。
3 改進措施
根據(jù)現(xiàn)場實際情況,對四輥輥皮的修復工藝進行了改進,對在線車削工具進行了升級改造。最終保證了輥皮在不開裂的情況下,內外部分具有足夠硬度。輥皮在線車削時,即滿足了生產(chǎn)的需要,又節(jié)約了輥皮成本,提高了生產(chǎn)效率,取得了良好的經(jīng)濟效益。
3.1 輥皮堆焊修復工藝改進
1)輥皮堆焊材料及堆焊前準備。首先對輥皮的凹陷較深處采用J506焊條焊接補齊,并用磨光機對其進行打磨,保證在焊接前輥皮外表面光滑、平整、無凹槽深溝。為保證輥皮有足夠的使用壽命,整個堆焊工程中堆焊材料使用特制的高鉻鑄鐵型堆焊焊絲+HJ107焊劑。其中,高鉻鑄鐵型焊絲主要成分質量百分含量為:43%~70%碳化鉻、10%~25%釩鐵、1%~5%75#硅鐵、3%~8%金屬錳、l%~3%鋁鎂合金、2%~5%硼鐵、2%~6%鈦鐵、1%~5%鈮鐵,其余鉬鐵。這種焊絲具有高硬度、高耐磨、高抗裂的特征,采用該焊絲堆焊修復的部件可在高應力高沖擊等絕大多數(shù)磨損狀況下使用。
2)改進后輥皮堆焊工藝。
①輥皮固定在車床上,對其外表面的工作疲勞層進行車削、補齊、打磨處理。
②將處理過的輥皮放入電加熱爐中,采用分段升溫方式進行加熱:第1階段加熱1 h,電加熱爐內部溫度保持在(200±10)℃;第2階段加熱2 h,電加熱爐內部溫度保持在(300±10)℃;第3階段加熱3 h,電加熱爐內部溫度保持在(450±10)℃。加熱后隨爐冷卻至270~300℃出爐準備堆焊。
③在用專用堆焊機開始堆焊時,為避免輥皮溫度降低過快,在堆焊機裝卡輥皮處加設長方形防風罩。堆焊過程中,為了減少溶深及熔合比,輥皮堆焊采用下坡堆焊方式。堆焊機電流控制在400~420 A,電壓為35~37 V,輥皮焊接速度為400~420 mm/min,焊絲伸出長度30 mm,兩條焊道的重疊部分大于1/2焊道,機頭的行走速度為10~12 mm/r。
④當單邊堆焊厚度達到40 mm時,將輥皮吊裝至電加熱爐內重新加熱,加熱溫度從200℃緩慢提升,加熱時間為3 h,當溫度升至450℃進行保溫,保溫時間為2 h,加熱后輥皮隨爐冷卻至270~300℃出爐再次堆焊。
⑤直到輥皮直徑堆焊至輥皮設計直徑5 mm工作尺寸時,將輥皮放入電加熱爐中進行回火處理,在2 h內升溫到650℃,保溫6 h,再空冷到45℃。回火后,將5 mm的輥皮余量去除。輥皮堆焊過程完畢后進行回火處理,消除焊接應力,回火后輥皮堆焊層內外整體硬度為HRC 25~30,此硬度即保證輥皮在破碎工作中有足夠的硬度,又保證輥皮外表面能夠用車刀順利進行車削處理。這種堆焊工藝,對輥皮進行加熱、退火、保溫等熱處理措施,堆焊材料采用專用高鉻鑄鐵型焊絲,解決了傳統(tǒng)堆焊工藝熱處理易產(chǎn)生輥皮開裂報廢,堆焊表層有細密的網(wǎng)狀裂紋,硬度不高、耐磨性不好等技術難題。此外,采用堆焊修復綜合費用為購買新輥皮綜合費用的50%。
3.2 車削系統(tǒng)改造
針對輥皮硬度增加后車削難度增大的情況,對車削裝置的傳動系統(tǒng)和電氣控制系統(tǒng)進行了改造。改造后的輥皮在線切削裝置如圖1所示。
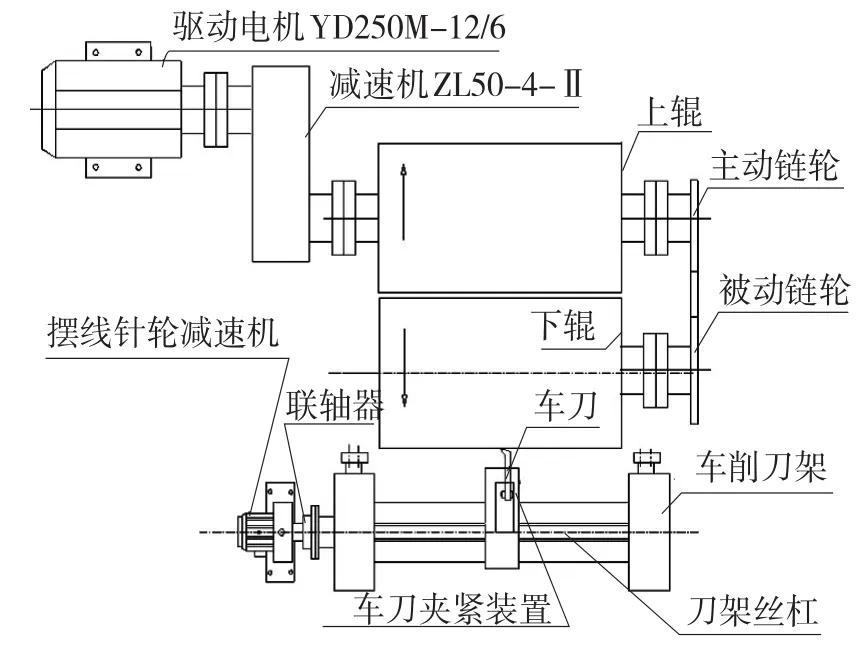
圖1 輥皮在線切削裝置
1)傳動系統(tǒng)鏈輪改造。四輥破碎機車削裝置傳動部分主要有電機、減速機和單列套筒滾子鏈。其中電機轉速為490 r/min,輸出功率為15 kW,減速機傳動比為10,傳動鏈輪Z1=26,Z2=26,傳動比為1,車削輸出轉速49 r/min。輥皮堆焊后硬度增加,要求更大的車削力,原有輸出轉距已達不到車削要求。現(xiàn)將傳動鏈輪改為Z1=19、Z2=38,這樣車削輸出轉速降為24.5 r/min,是原來的1/2,從而增大了車削力。為了使切削速度適宜,采用變頻調速系統(tǒng)來控制電機轉速,轉速可在50~490 r/min變化,車削輸出轉速可在2.5~24.5 r/min變化,車削作業(yè)能順利進行。
2)四輥車削裝置改造。把原來人工手動車削裝置改為自動車削,在原來車削裝置的基礎上新加裝型號為BW15-23擺線針輪減速機及可移動的直流變頻調速器。自動車削裝置操作簡單,運行平穩(wěn),工作效率高,車刀進刀量和車削速度可調。
4 使用效果
對四輥堆焊工藝的改進及對車削設備的升級替代,輥皮車削頻率由以前的1次/2 d延長為現(xiàn)在的1次/1周,輥子的更換周期由原來的1.5個月延長到現(xiàn)在的5個月。改造后有效提高了四輥利用率,降低了操作人員的勞動強度,延長了輥皮的使用壽命,每年減少設備成本10萬元左右。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52