微變形激光熔敷焊接工藝和焊接殘余應力研究
2014-09-17 02:41:10曾美揚
電焊機 2014年1期
鄧 蘋,曾美揚
(南車株州電機有限公司,湖南 株州 412001)
0 前言
動車牽引電機安裝座板在結合面加工及安裝螺孔攻絲以后,與轉向架相連的下懸掛安裝座板非結合面螺紋在拆卸過程中被意外磕碰傷,為了保障兩者的連接強度,需對電機下懸掛安裝座板進行補焊增加連接強度,同時保證焊接部位結合面的平面度、螺孔垂直度。為達到以上目的,本研究分析并驗證不同的焊接方法對電機下懸掛安裝座板外接口尺寸的影響,采用盲孔法測量焊接應力,利用豪克能應力消除設備消除補焊位置的應力,使下懸掛安裝座板能滿足外接口設計尺寸的要求。
1 焊接接頭型式及焊接方法對安裝座板尺寸的影響
1.1 焊接接頭型式
安裝座板材質為Q235A,厚度24 mm,在座板中央有一個M27的螺紋孔。安裝座板結合面與轉向架相接合(見圖1),設計要求平面度為0.05 mm以下;熔敷位置為安裝座板結合面的反面,即非結合面(見圖2);熔敷工件接頭形式見圖3。

圖1安裝座板結合面

圖2 安裝座板非結合面
1.2 焊接方法對安裝座板尺寸外接口尺寸影響的理論分析
不同的焊接方法適用的領域和范圍有所不同,焊接方法比較說明如表1所示[1]。
由表1可知,TIG焊和激光焊都能滿足要求。

表1 焊接方法的比較說明
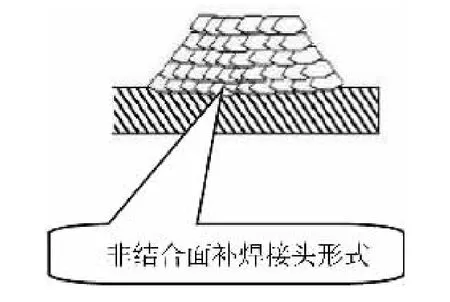
圖3 焊接接頭形式
1.3 不同焊接方法對電機安裝座板外接口尺寸影響實際驗證情況
利用不同的焊接方法補焊電機安裝底座,對焊后產品的關鍵尺寸進行驗證,驗證結果如表2所示。

表2 不同焊接方法對電機安裝座板外接口尺寸的影響
通過理論分析和實際驗證的結果,采用激光焊接進行補焊。
2 激光焊接工藝過程及焊后尺寸檢查
2.1 焊接工藝過程
(1)產品尺寸檢查:焊接前需對產品的關鍵特性項點進行預先測量,如結合面平面度、安裝時外接口尺寸,做好試驗結果分析前的重要輸入。
(2)補焊表面清潔:清理補焊區域表面、焊縫周圍非結合面及周圍20 mm處銹跡、油漆等。
(3)防變形工裝安裝:在下懸掛座板部位按要求安裝防變形工裝,并將焊件與工裝點固焊接,如圖4所示。
(4)置入石墨:將石墨置入M27螺紋孔內,避免激光對螺紋的熔蝕,如圖5所示。
(5)預置合金粉末:采用人工預置將合金粉末按要求放置于補焊位置,如圖6所示。

圖4 安裝防變形工裝
(6)光斑調節:調節激光光斑至3~5 mm,選擇ZYJ-9850激光器(6 kW,CO2激光器)進行補焊。
(7)焊接規范的調節:按要求調節焊接規范,如表3所示。
(8)實施焊接:檢查焊接實施前的準備工作,起動焊接設備,實施焊接。
2.2 焊后尺寸檢查
焊接完成后需拆除焊接工裝,測量產品各個關鍵特性項點,攻絲精整M27螺紋孔。

圖5 將石墨置入螺紋孔內

圖6 預置合金粉末
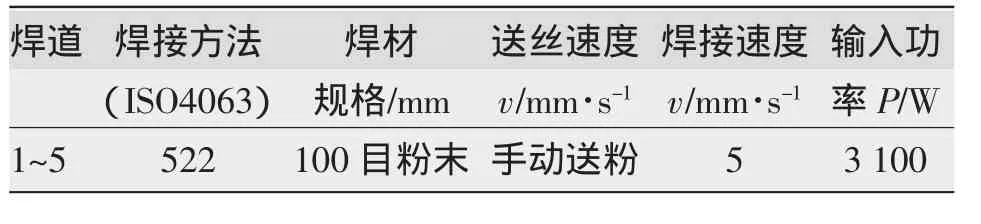
表3 焊接規范
2.2.1 平面度檢查
使用銼刀將結合面毛刺修磨干凈,采用三座標檢查結合面平面度,平面度0.02 mm,焊接前后平面度幾乎沒有發生改變。
2.2.2 M27螺紋止通規檢查
采用M27絲錐對螺紋孔攻絲,目測螺紋孔,未見因焊接引起的螺紋熔蝕等缺陷,使用止通規檢查符合要求,螺栓與下懸掛安裝座板的垂直度符合設計要求。
2.2.3 電機安裝座板外接口尺寸檢查
通過三坐標測量儀測量下懸掛安裝座板外接口尺寸,所得尺寸數據滿足設計要求。
激光焊接后,檢查電機的相關尺寸均符合設計要求,但焊接部位內部的殘余應力情況需進一步分析研究。
3 焊接殘余應力的測量和分析
3.1 殘余應力對產品特性的影響
在焊接產品應用過程中,焊接殘余應力和產品受載荷引起的工作應力相互疊加,使得產品發生二次變形和殘余應力重新分布,降低產品焊接結構的剛性和尺寸穩定性,而且在溫度和介質的共同作用下,還會嚴重影響結構和焊接接頭的疲勞強度等能力。為保證焊接產品結構疲勞強度和形狀尺寸精度,需要進行殘余應力檢測分析,然后消除焊接殘余應力[2-3]。
3.2 殘余應力的檢測方法比較
根據測試原理,焊接殘余應力檢測方法可分為機械測定法和物理測定法。機械測定法主要包括切條法、小孔法(包括盲孔小孔法和通孔小孔法)、套鉆環形槽法、套取芯棒法、逐層銑削法、壓痕裂紋法。物理測定法主要包括X射線法、電磁法、開裂判定法、超聲法以及中子輻照法[4]。各種檢測方法使用范圍如表4所示。
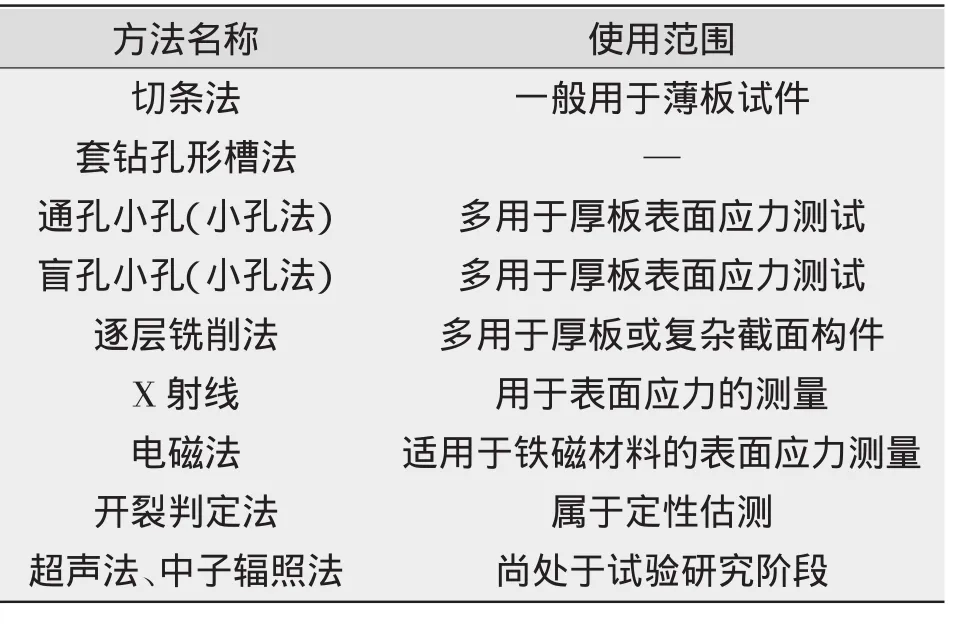
表4 殘余應力的檢測方法比較
相對于通孔小孔法,盲孔小孔法對工件損傷較小,測量更可靠,已成為現場實測的一種標準試驗方法。通過對各種檢測方法的比較分析,結合產品結構,選擇小孔盲孔法進行檢測焊接殘余應力。
3.3 應變的檢測及殘余應力的計算分析
3.3.1 盲孔法測量殘余應力基本原理
當構件內存在殘余應力場(σ1,σ2),在應力場內任意一點鉆一定直徑d和深度h的小盲孔,該處應力的平衡將受到破壞,盲孔周圍的應力將重新調整,使得盲孔周圍將產生一定量的釋放應變,其大小與被釋放的應力是相對應的。通過測量這種釋放應變,就可以用彈性力學原理推算出盲孔處的殘余應力[5]。如圖7所示,在離鉆孔中心一定距離處粘貼三個應變片,各應變片之間保持45°。然后鉆孔,測出各應變片的應變增量讀數,再利用下面的計算公式確定測點的初始殘余應力。其計算公式為
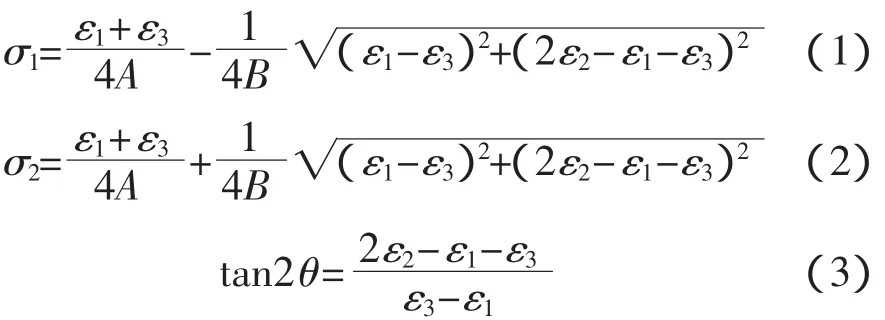
式中 ε1、ε2、ε3分別為相應各應變片鉆孔后測得的釋放應變;A、B為應變釋放系數,可通過拉伸實驗標定或Kirsch理論計算公式給出;θ為最大主應力與應變片中1號應變片參考軸之間的夾角,順時針取向;由Kirsch理論可得到應變釋放系數A、B
3.3.2 應變的檢測及殘余應力的計算
根據實際需要,在焊接產品上進行8個點測試,小孔直徑為d=1.5 mm、r1=2.65 mm、r2=5.95 mm,通過應力測量專用軟件,設定常溫下產品材質Q235A的彈性模量E=210 GPa,泊松比μ=0.3。將相應數據代入式(1)~式(5),通過應力檢測儀專用計算軟件自動計算焊接殘余應力,即可輸出相應點的應力值。
4 消除焊接殘余應力
消除殘余應力的方法大致分為熱時效、自然時效、振動時效、靜態過載時效等,熱時效能消除50%~80%的殘余應力、自然時效能消除20%~50%的殘余應力、振動時效能消除50%~90%的殘余應力、靜態過載時效能消除40%~70%的殘余應力、每種處理方法具有各自的特征和使用范圍[6]。
4.1 消除殘余應力的方法比較
熱作用消除殘余應力適用于大部分鋼結構件,對于機加工、鑄件、焊接件都適合,但整體熱處理費工費時;靜態過載更適合于低合金高強鋼和不銹鋼;振動時效更適合構件比較大且不適合熱處理的場合,尤其對焊接件能將焊縫處的拉應力變為壓應力,與熱處理比較,它節約能源,生產周期縮短。因此本實驗采用高頻振動處理方法對焊接殘余應力進行處理[7]。
4.2 消除殘余應力的試驗及結果分析
4.2.1 實驗設備
實驗采用的應力消除設備是豪克能應力消除設備,殘余應力測量設備是應力測量儀。豪克能應力消除設備是振動時效的一種,振動頻率達到20000 Hz的高頻沖擊,是目前消除焊接應力應用最廣的一種,能將應力消除達到80%~100%。
4.2.2 實驗過程
對動車電機下懸掛安裝座板先進行補焊→測量焊后殘余應力值→殘余應力消除→對消除應力后的焊件進行應力測量。
4.2.3 實驗結果
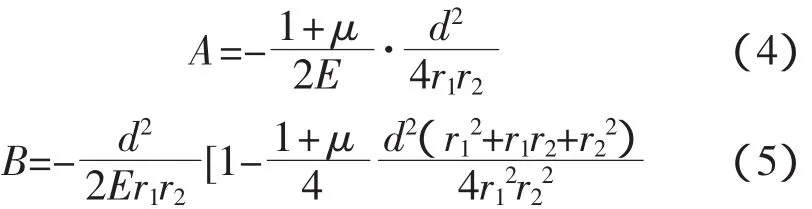
對下懸掛安裝座板焊后殘余應力處理前后用應力測量儀進行測量,測量位置如圖8和圖9所示,結果如表6所示。
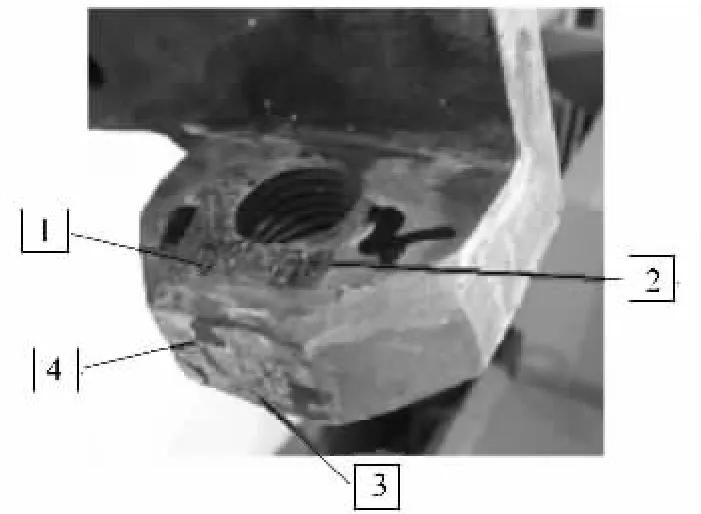
圖8 焊態下應力測量位置
分析上述數據可知,豪克能振動時效消除應力設備能有效消除焊接殘余應力,可將焊接拉應力變為壓應力。
5 結論
通過對動車牽引電機安裝座板結構焊接方法的比較分析,以及對焊接部位殘余應力的消除與測量,得出如下結論:
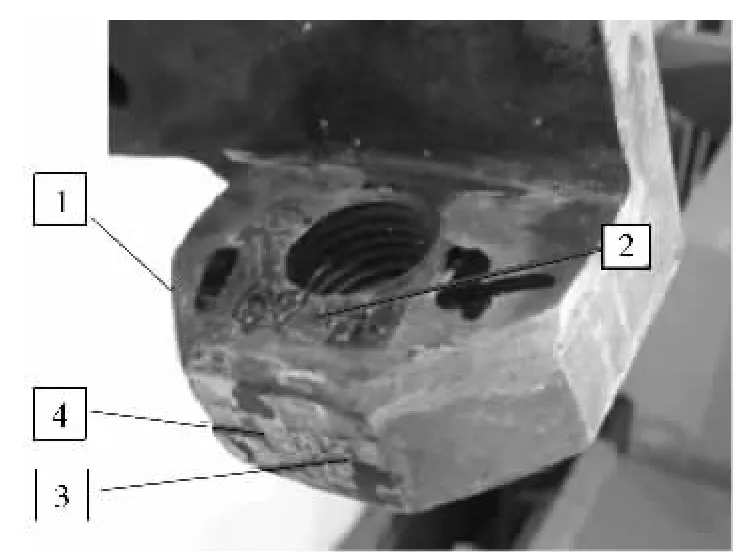
圖9 消除應力后應力測量位置
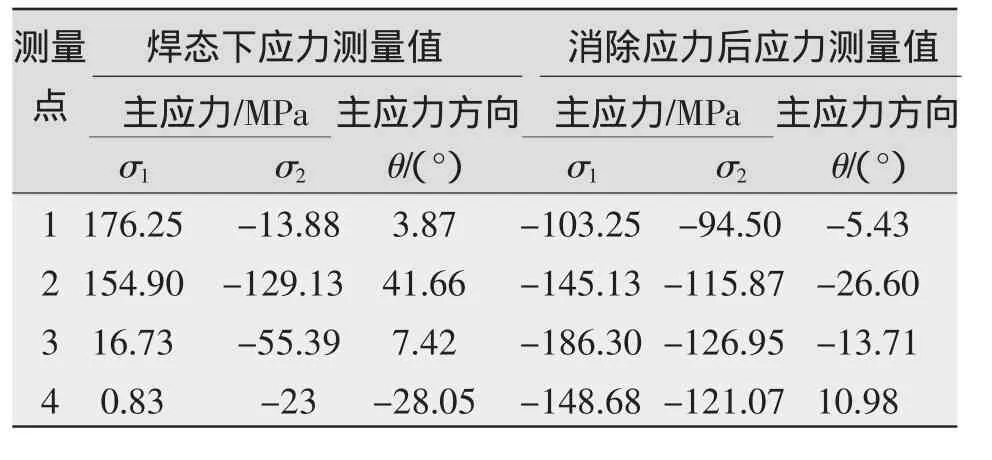
表5 殘余應力
(1)采用激光焊接方法對該部位補焊能達到較小變形效果,且電機安裝座板外接口尺寸未發生變化。
(2)采用小光斑的激光補焊,可避免相鄰螺紋熔蝕。
(3)通過毫克能應力消除設備能將焊接拉應力轉變成有益的焊接壓應力。
:
[1]Lifang Mei,Jiming Yi,Dongbing Yan,et al.Comparative study on CO2laser overlap welding and resistance spot welding for galvanized steel[J].Material& Design,2012,40(10):433-442.
[2]陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2002:1142-1144.
[3]中國機械工程學會焊接學會.焊接手冊(第1卷)——焊接方法及設備[M].北京:機械工業出版社,2001.
[4]Jiangchao Wang,Ninshu Ma,H.Murakawa,et al.Prediction and measurementofweldingdistortionofasphericalstructure assembled from multi thin plates[J].Material&Design,2012,40(10):4728-4737.
[5]王 娜.中厚板焊接殘余應力測試的盲孔法研究[D].大連:大連理工大學,2007.
[6]美國金屬學會[美].金屬手冊[M].
[7]崔令江,郝濱海.材料成形技術基礎[M].北京:機械工業出版社,2003.
猜你喜歡
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
兒童故事畫報(2019年5期)2019-05-26 14:26:14
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56