奧氏體不銹鋼帶極電渣堆焊層金屬顯微組織分析
2014-09-17 02:41:14包曄峰
電焊機 2014年1期
關鍵詞:不銹鋼
楊 勤,楊 可,包曄峰
(河海大學機電工程學院,江蘇常州 213022)
0 前言
奧氏體不銹鋼焊縫的組織特征是在奧氏體(γ相)基體上分布著5%~30%的δ鐵素體[1],其數量、形態由Creq/Nieq和冷卻速度等因素決定[2]。本研究采用帶極電渣堆焊在Q235母材上熔敷奧氏體不銹鋼層,當奧氏體不銹鋼中δ鐵素體含量為3%~12%時可防止熱裂紋的產生,這是因為δ鐵素體對S、P、Si等元素有較高的溶解度,能有效降低凝固時殘液的雜質含量,最終提高抗裂紋性能[3];另一方面δ鐵素體在一定條件下可轉化成σ相導致脆化,因此研究堆焊層金屬的顯微組織具有重要意義。本研究采用金相、掃描電鏡等試驗手段研究了奧氏體鋼焊接區域中δ鐵素體的形態分布、含量等,對防止奧氏體鋼焊接接頭區的晶間腐蝕、熱裂紋等問題具有重要意義。
1 試驗設備、材料及方法
試驗設備采用MZ-1000電源和FD11-200T平焊小車配帶極堆焊機頭。母材為低碳鋼Q235,尺寸400 mm×200 mm×10 mm,帶極電渣堆焊用焊接材料選用焊帶尺寸為25 mm×0.4 mm的奧氏體不銹鋼,其化學成分見表1。焊劑選用自行研制的燒結焊劑氟堿型渣系CaF2-MgO-SiO2-Al2O3[4],其擬定成分范圍為w(CaF2)=50%~65%,w(MgO)=10%~18%,w(SiO2)=10%~15%,w(Al2O3)=8%~12%,w(ZrO2)=3%~8%,w(其他)=2%~8%,其堿度范圍為 3~4,采用直流反接模式,焊接工藝參數為:電流338~380 A,電壓25~28 V,焊帶干伸長25 mm,焊劑覆蓋厚度30 mm,焊速為 8 m/h[5]。
經取樣、鑲嵌、不同型號的砂紙磨平、機械拋光后,采用硫酸銅-鹽酸溶液腐蝕堆焊層和母材,母材腐蝕6 s,堆焊層腐蝕12 s。腐蝕后用清水沖洗和酒精擦拭試樣表面,吹干后進行觀察。利用Bruker Elmental直讀光譜儀對堆焊層金屬進行成分分析;選取堆焊層金屬作為試驗材料,制備金相樣品,腐蝕劑為硫酸銅-鹽酸水溶液,采用XJG-05型臥式金相顯微鏡、FEI Quanta 600掃描電鏡(Scanning Electron Microscope,SEM)觀察和測定堆焊層金屬的顯微組織和微區成分。晶間腐蝕試樣的制備用銅導線(包裹有絕緣層)與堆焊層試樣利用錫焊連接,然后用環氧樹脂鑲嵌,待硬化后對試樣進行打磨拋光,并對試樣表面用無水乙醇清洗、吹干待用,試驗按國家標準GB/T4334.1-2000不銹鋼10%草酸浸蝕法進行,采用XJG-05大型金相顯微鏡觀察晶間腐蝕狀況和試樣的浸蝕形貌,并判斷晶間腐蝕傾向。

表1 母材Q235和奧氏體不銹鋼焊帶的化學成分 %
2 帶極電渣堆焊層組織和性能
2.1 帶極電渣堆焊層金屬的宏觀金相
采用硫酸銅-鹽酸溶液對帶極電渣堆焊試樣進行腐蝕,腐蝕時間5 min,然后進行宏觀金相觀察,堆焊層橫截面形貌如圖1所示,可知焊接時高溫下的液態熔池金屬對母材的潤濕性較好,形成的接觸角較小,有利于搭邊時相鄰焊道的熔合過程,堆焊層平整,堆焊層與基體結合良好。
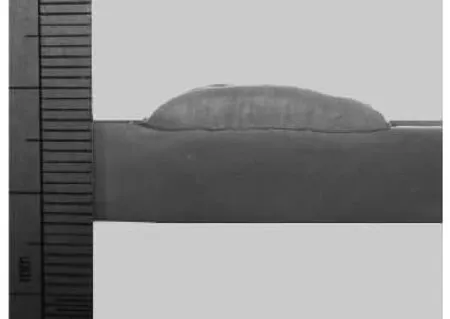
圖1 帶極電渣堆焊層橫截面宏觀金相照片
2.2 帶極電渣堆焊層金屬的化學成分分析
在堆焊試板上,先從表面刨去2.5 mm厚度,然后在距表面2.5~3.0 mm內取樣,在試樣上取多個不同位置進行測量后取平均值,其主要化學成分如表2所示。堆焊層金屬為典型的奧氏體系不銹鋼,其中w(Ni)=7.9%,w(Cr)=17.53%,合金元素的總含量較高,基本與焊帶成分相同,說明帶極電渣堆焊的稀釋率較低,合金元素的燒損較小,進而能充分保證堆焊層金屬的耐腐蝕性能。

表2 帶極電渣堆焊層的主要化學成分%
2.3 帶極電渣堆焊層組織分析
利用光學顯微鏡對帶極電渣堆焊層的橫截面進行顯微組織觀察,如圖2所示,顯微組織為奧氏體+少量δ-鐵素體。其中黑色為δ-鐵素體相,沿柱狀晶方向生長,灰白色為γ-奧氏體基體。堆焊層金屬從熔合線到頂部,鐵素體的形態和所占比例不同,主要有骨架狀、板條狀和蠕蟲狀共存于堆焊層金屬中。堆焊層中部金屬的鐵素體形態呈骨架狀和板條狀,而在堆焊層頂部金屬主要分布著蠕蟲狀鐵素體,分別如圖2所示,圖2a中δ-鐵素體呈斷續狀和骨架狀,圖2b中大部分δ-鐵素體呈板條狀,且鐵素體更密集、粗大、連續,圖2c中δ-鐵素體呈蠕蟲狀分布。在堆焊金屬的凝固過程中,以δ鐵素體為初始析出相,由于在較低溫度下鐵素體不穩定,凝固終了前在鐵素體胞晶界和枝晶界通過包晶-共晶反應形成奧氏體,該凝固模式被稱為FA模式。FA模式凝固可以保證焊縫金屬有良好的抗凝固裂紋能力,優于凝固時初始析出奧氏體模式[6]。這種優良抗裂性的主要原因是在凝固終了階段沿凝固晶界出現了奧氏體和鐵素體的混合兩相,從而阻止了液態薄膜的浸潤,并使裂紋必須沿著彎曲的晶粒邊界擴展[7]。這正是所期望得到的凝固模式和組織。
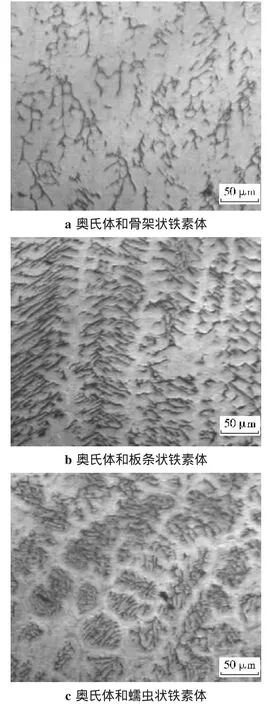
圖2 帶極電渣堆焊層金屬的顯微組織
圖3為帶極電渣堆焊層金屬顯微組織的掃描電鏡照片,黑色線狀部分為鐵素體,沿奧氏體晶界分布,灰色區域為奧氏體。在金相分析軟件中通過對鐵素體和奧氏體兩相的含量進行分析計算,得到鐵素體所占面積百分比為6.9%,其鐵素體含量在3%~12%之間就可以保證堆焊層金屬具有良好的抗熱裂紋性能。
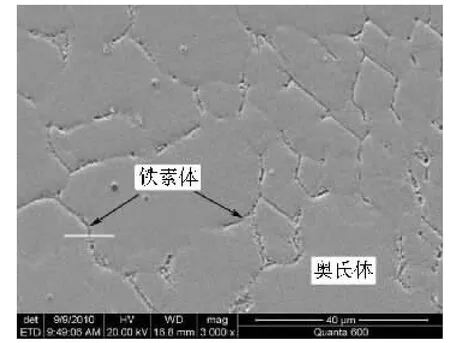
圖3 帶極電渣堆焊層金屬顯微組織的掃描電鏡照片
2.4 帶極電渣堆焊層金屬的性能分析
為了分析堆焊層組織的均勻性,在顯微硬度計HXD-1000TC上對堆焊層進行硬度測試。由圖4可知,堆焊層的硬度平均值為180.7 HV,正負偏差為-2.7%~1.8%,說明堆焊層金屬的顯微硬度相差不大,其組織均勻。
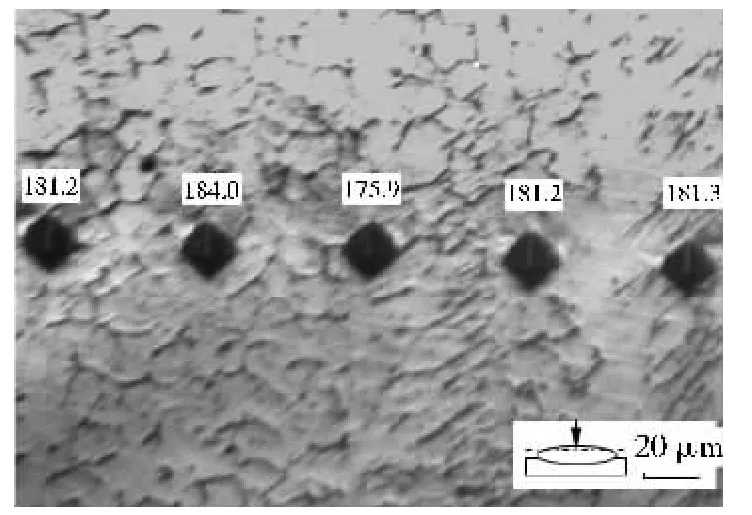
圖4 堆焊層顯微硬度測試(單位:HV)
奧氏體不銹鋼中導致腐蝕性能降低的最重要的原因是晶間腐蝕。因為在晶界處的晶格是不完整的,它特別有利于金屬原子的擴散,極易在晶界形成碳化物,使晶界附近形成貧鉻區,引起晶間腐蝕。晶間腐蝕是奧氏體不銹鋼中最為危險的一種破壞形式,對堆焊層金屬的晶間腐蝕性能進行研究分析有重要的意義。
堆焊層金屬在10%草酸溶液中浸蝕后的金相組織形貌如圖5所示,奧氏體晶粒較小,被網狀分布的腐蝕溝包圍的晶粒較少,這是由于鐵素體是以分散并均布成小坑狀存在于奧氏體晶粒之間,削弱奧氏體柱狀晶和樹枝晶的方向性,隔斷奧氏體晶界連續網狀碳化鉻析出,從而防止晶間腐蝕,因此鐵素體對提高耐晶間腐蝕的作用有利。同時在帶極電渣堆焊工藝中,熔化焊材和母材所需要的熱量由溫度約為2 300℃的熔融態渣池供給[8],形成的晶粒較細小,因此單位面積的晶界面積小,導致晶界形成貧鉻區的傾向變小[9],另外帶極電渣堆焊層金屬的碳含量低,鉻含量高,這種低碳高鉻減少了鉻的碳化物在晶界的析出,從而使得帶極電渣堆焊層金屬具有良好的抗晶間腐蝕性能。
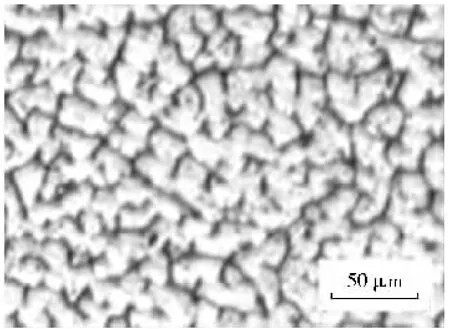
圖5 堆焊層金屬在10%草酸溶液中的金相組織
3 結論
(1)奧氏體不銹鋼帶極電渣堆焊層金屬成型性好,與基體結合良好,稀釋率低、合金元素燒損小。
(2)堆焊層金屬中部和頂部的凝固模式為FA模式,其室溫下顯微組織為奧氏體和少量δ鐵素體,頂部為含量較多的蠕蟲狀鐵素體,中部多為板條狀鐵素體和骨架狀鐵素體,這種凝固模式可以降低凝固裂紋的敏感性。
(3)帶極電渣堆焊層金屬碳含量低、鉻含量高,減少了鉻的碳化物在晶界的析出,使得帶極電渣堆焊層金屬具有良好的抗晶間腐蝕性能。
:
[1]張文鉞.焊接冶金學(基本原理)[M].北京:冶金工業出版社,2004:29-103.
[2]魏 星,劉德鎮.奧氏體鋼焊接區域的金相組織及掃描電鏡分析[J].山東工業大學學報,1999,29(2):184-186.
[3]Brooks J A,Thompson A W,Williams J C.A fundamental study of the beneficial effects of delta ferrite in reducing weld cracking[J].Welding Journal,1984,63(3):71-83.
[4]謝 翔,包曄峰,楊 可,等.奧氏體不銹鋼帶極電渣堆焊用燒結焊劑的研制[J].電焊機,2011,41(2):91-93.
[5]張志璽,包曄峰,楊 可,等.焊接速度對18-8型不銹鋼堆焊層組織性能的影響[J].電焊機,2012,42(5):43-46.
[6]謝 翔,姚河清,包曄峰,等.不銹鋼帶極電渣堆焊用焊劑及堆焊層金屬性能研究[D].南京:河海大學,2011:44-59.
[7]John C.Lippold,Damian J.不銹鋼焊接冶金學及焊接性[M].陳劍虹譯,北京:機械工業出版社,2008:140-174.
[8]Dipling R Paschold.Electroslag strip cladding for corrosion resistance[J].Svetsaren,2001:62-66.
[9]Sinyavskii V S,Ulanova V V,Kalinin V D.On the mechanism of intergranular corrosion of aluminum alloys[J].Prot.Met.,2004(40):537-539.
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16