基于齒輪減速器的振動實驗裝置研制
2014-09-19 10:09:56張曉光趙志科陳瑩瑩
實驗技術與管理 2014年1期
張曉光,趙志科,陳瑩瑩
(中國礦業大學機電工程學院,江蘇徐州 221116)
基于齒輪減速器的振動實驗裝置研制
張曉光,趙志科,陳瑩瑩
(中國礦業大學機電工程學院,江蘇徐州 221116)
為了研究變負載情況下的齒輪減速器運行狀態,搭建了齒輪減速器的振動試驗裝置。利用機械加工的方法構造了斷齒、軸承內圈缺陷、軸承外圈缺陷的故障元件,為采集齒輪減速器單故障、多故障耦合情況下的振動信號提供可靠的實體模型。通過基于LabVIEW軟件開發的振動信號數據采集系統,實現了對正常、故障狀態下齒輪減速器振動信號的采集與處理。試驗結果表明,該裝置能夠實現對齒輪減速器變負載狀態下振動信號的準確采集。
齒輪減速器;振動試驗裝置;LabVIEW
由于旋轉機械設備的振動信號往往受到噪聲的干擾,信號的非線性、非平穩性特征明顯,所以研究如何有效地提取機械設備振動信號中的故障特征及對特征進行模式識別,對機械設備的安全運行具有重要的意義[1-4]。對振動信號的準確采集是進行振動信號處理和故障診斷的前提。
本文針對齒輪減速器的運行狀態進行研究,搭建了齒輪減速器的振動實驗裝置,并利用LabVIEW軟件開發振動信號數據采集系統,實現了對正常、故障狀態下的振動信號的有效采集。
1 齒輪減速器振動實驗裝置設計
齒輪減速器振動實驗裝置的機械系統如圖1所示,主要包括電動機、齒輪減速器、磁粉制動器、振動傳感器、數據采集系統等。
齒輪箱振動實驗裝置的機械系統是通過電源為電動機提供能力來源,驅動齒輪減速器和負載。電機、減速器與磁粉制動器均通過剛性連接固定在剛性底座上,利用磁粉制動器模擬機械負載。其中,磁粉制動器是通過調節電壓的大小來對負載情況進行調節,其負載與電壓成線性關系[5-7]。實驗裝置的機械系統部件的基本參數如下:
電動機:型號YL8024;額定功率0.75kW;額定電流5.22A;功率因數0.95;額定轉速1 400r/min;效率0.75;
減速器:型號JZQ202;減速比0.49;高速軸轉速<1 500r/min;傳動圓周速度<4m/s;額定功率2.2kW。

圖1 實驗裝置的機械系統
利用機械加工的方法構造了齒輪斷齒故障、軸承內圈缺陷、軸承外圈缺陷。斷齒是利用線切割將齒輪的一個齒去掉而制造出的斷齒故障,具體如圖2所示。軸承內圈缺陷是利用線切割將軸承的內圈切去一部分,制造軸承內圈碾壓凹坑缺陷,如圖3所示。軸承外圈缺陷是利用線切割將軸承的外圈切去一部分,制造軸承內圈碾壓凹坑缺陷,如圖4所示。

圖2 齒輪斷齒故障

圖3 軸承內圈故障
該系統選用的傳感器為三軸壓電加速度傳感器,輸出方式為二進制的4~20mA標準電流,傳感器輸出阻抗小,靈敏度為100μA/(m·s-2),量程為80m/s2,頻率量程為0.2~10kHz。監測機械設備時傳感器安裝的位置分布如圖5所示。
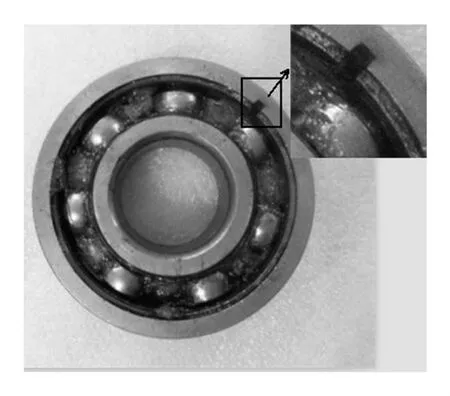
圖4 軸承外圈故障
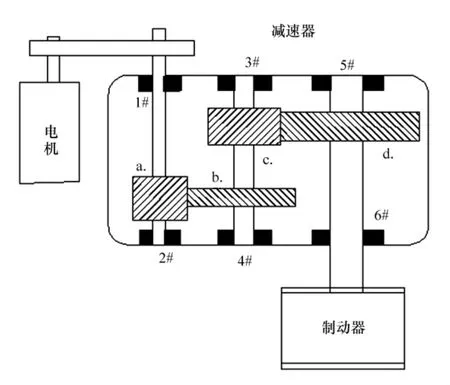
圖5 裝置布局及軸承編號
2 齒輪減速器振動采集系統設計
數據采集系統利用LabVIEW平臺搭建,采用由上至下的設計方法,根據系統的總體需求劃分為若干功能模塊。該系統的主要功能包括振動信號采集、信號消噪預處理、結果顯示、信號的保存與讀取等[8-10]。齒輪箱振動實驗裝置的信號采集系統如圖6所示。

圖6 齒輪減速器振動試驗裝置信號采集框圖
利用LabVIEW開發的上位機振動信號采集界面如圖7所示。界面包括開始采集、信號顯示、頻譜顯示、停止采集、文件保存、數據分析和退出系統等功能[11-12]。
3 齒輪減速器振動數據采集
實驗以正常、斷齒、軸承內圈缺陷、軸承外圈缺陷的減速器狀態作為重點研究對象。由于減速器振動傳感器安裝位置較多,限于篇幅,本文以圖5中的4#處的振動傳感器采集的振動信號作為實驗的數據來源。減速器輸入軸轉速為1 452r/min時,中間軸的轉速為368r/min。下面分別對正常斷齒、軸承內圈缺陷、軸承外圈缺陷的振動信號加以分析。
3.1 正常狀態
正常狀態是該齒輪減速器的無故障狀態,采集的振動傳感器的時域波形和它的幅頻譜如圖8所示。在頻譜圖中信號在中間軸的轉動頻率(6.13Hz)的一倍頻和三倍頻附近有比較明顯的幅值,也存在滾動體旋轉頻率,但是能量不是很明顯,即正常運行時振動信號主要是與轉速有關的背景信號及噪聲。

圖8 齒輪箱正常狀態振動信號
3.2 斷齒
采集到的斷齒狀態時的時域波形和頻域波形見圖9。中間軸的轉動頻率為6.13Hz,齒輪齒數為79,則嚙合頻率為484.27Hz。頻譜圖中信號除了在轉頻的一倍頻和三倍頻附近有比較明顯的幅值外,在其轉頻二倍頻處同時出現了明顯的峰值。實驗得出的時域波形、頻域波形與理論值相符。
3.3 軸承內圈缺陷
當軸承內圈在某個部位出現壓痕、損傷、裂紋、剝落等故障時,引起的振動是以故障特征頻率fip為基頻的高次諧波振動。根據軸承的參數計算可知,內圈故障特征頻率fip=27.1Hz,滾動體的旋轉頻率fbv=10.8Hz。該系統采集到的有內圈缺陷的振動信號的時域波形和它的幅頻譜如圖10所示。在圖10(b)中,頻率fip和fbc處的幅值較大,且fip處的頻率對應的幅值更高。

圖9 齒輪箱斷齒故障振動信號

圖10 4#軸承內圈故障振動信號
3.4 軸承外圈缺陷
由于外圈是靜止的,不隨軸旋轉,所以外圈有缺陷時缺陷的位置和承受載荷的方向相對滾動體也是不變的,其故障對應的振動信號不會受到調制的影響。此時理論上的振動頻率為fop(外圈故障特征頻)及其高次諧波。此時根據軸承的參數計算可知,fop=15.8 Hz,滾動體的旋轉頻率fbc=10.8Hz。該系統采集到的含內圈缺陷振動信號的時域波形和它的幅頻譜如圖11所示。在頻譜中fop和fbc比較明顯,且在fop的二倍頻處也有明顯的幅值。

圖11 軸承外圈故障振動信號
通過對上述4種狀態下振動信號的分析,所得到的時域波形、頻域波形符合理論預計,證明了所搭建的齒輪箱振動實體模型的可靠性。
4 結論
本文搭建了齒輪減速器的振動實驗裝置,并利用機械加工的方法構造了斷齒、軸承內圈缺陷、軸承外圈缺陷的故障元件,為采集齒輪減速器單故障、多故障耦合情況下的振動信號提供可靠的實體模型。通過基于LabVIEW軟件開發的振動信號數據采集系統,實現了對正常、故障狀態下的齒輪減速器振動信號的采集與處理。經過實驗分析,該裝置采集得到振動各狀態信號準確,為后續研究奠定了較好的基礎。
(References)
[1]Cheng Junsheng,Yang Yi,Yang Yu.A rotating machinery fault diagnosis method based on local mean decomposition[J].Digital Signal Processing,2012,22(20):356-366.
[2]李春華,肖洋,劉紹東.基于SOM神經網絡的礦井提升機減速器齒輪故障診斷[J].礦山機械,2007(35):92-94.
[3]褚福磊,彭志科,馮志鵬,等.機械故障診斷中的現代信號處理方法[M].北京:科學出版社,2009.
[4]王建軍,李潤芳.齒輪系統動力學的理論體系[J].中國機械工程,1998,9(12):55-58.
[5]張青鋒,唐力偉,鄭海起,等.帶有齒根裂紋故障的齒輪傳動系統非線性動力學模型研究[J].振動工程學報,2011,24(3):294-298.
[6]于德介,程軍圣,楊宇.機械故障診斷的Hilbert-Huang變換方法[M].北京:科學出版社,2006.
[7]Sawalhi N,Randall R B.Simulating gear and bearing interactions in the presence of faults Part I:The combined gear bearing dynamic model and the simulation of localised bearing faults[J].Mechanical Systems and Signal Processing,2008,22:1924-1951.
[8]Shen Yongjun,Yang Shaopu,Liu Xiandong.Nonlinear dynamics of a spur gear pair with time-varying stiffness and backlash based on incremental harmonic balance method[J].International Journal of Mechanical Sciences,2006(48):1256 1263.
[9]陳瑩瑩.提升機機械設備故障診斷分析研究 [D].徐州:中國礦業大學,2013.
[10]尹安東,趙韓,羊拯民.基于小波變換-模糊聚類的變速箱齒輪故障診斷[J].中國機械工程,2006,17(20):2121-2125.
[11]王燕華,程文瀼,陳忠范,等.組裝式地震模擬振動臺系統的創新技術探究[J].實驗技術與管理,2012,29(5):80-83.
[12]常鐵原,王欣,陳文軍.多路數據采集系統的設計[J].電子技術應用,2008(11):76-78.
Development of vibration experimental device based on gear reducer
Zhang Xiaoguang,Zhao Zhike,Chen Yingying
(School of Mechanical and Electrical Engineering,China University of Mining &Technology,Xuzhou 221116,China)
A vibration test device is built to research the running states of the variable-load gear reducer.In order to get fault signals of single fault and multiple faults by using mechanical processing to produce breaking of gear,inner raceway faults and outer raceway faults.By the data collection system of vibration signal based on LabVIEW software,the data acquisition and analysis are realized to get normal signals and fault signals of gear reducer.The experimental results show that the equipment can obtain accurate vibration signals of gear reducer under variable-load conditions.
gear reducer;vibration experimental device;LabVIEW
TG457.23-33
A
1002-4956(2014)1-0055-05
2013-07-08
張曉光(1963—),男,江蘇徐州,博士后,教授,博士生導師,從事圖像信息處理及智能控制等的研究.
E-mail:doctorzxg@163.com
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
天天愛科學(2020年6期)2020-09-10 07:22:44
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:25:42
數學物理學報(2017年6期)2018-01-22 02:26:40
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
汽車維修與保養(2015年6期)2015-04-17 03:31:50
