激光跟蹤儀在汽車車身檢測和分析中的應用
2014-10-10 07:59:08劉霜海克斯康測量技術青島有限公司
鍛造與沖壓 2014年2期
文/劉霜·海克斯康測量技術(青島)有限公司
激光跟蹤儀在汽車車身檢測和分析中的應用
文/劉霜·海克斯康測量技術(青島)有限公司
隨著工業現場測量和質量控制需求的增多,出現了多種應用于現場的測量工具,如:激光跟蹤儀、關節臂測量機、大型掃描儀等。這類設備相對于傳統三坐標而言,雖然具有精度低,測量過程需要人手動操作等不足,但可以方便地移動到車間的測量工件附近,無需特殊的溫度、濕度、氣源等條件,在車間環境中也可保證測量精度。因為其便攜性和方便性,這類設備得到了廣泛應用,其中激光跟蹤儀以其適合與汽車車身測量的方便性、量程和精度,而在車身主機廠、配套廠得到認可,作為三坐標測量設備的補充,該設備越來越多地出現在車間的測量現場。
傳統的激光跟蹤儀測量以3D測量為主,即反射鏡(靶鏡)測量方式,測量的數值為球心坐標值X,Y,Z(也可以其他坐標系方式顯示),主要應用于航空航天,汽車中工裝、型架等部件的測量、安裝和調整。隨著工業領域應用需求的增多,除了單一的通過反射鏡進行測量和跟蹤,使用者更希望將跟蹤儀應用到加工工件的測量中,這類工件形狀復雜,測量特征分布廣泛,單純依靠跟蹤儀轉站和隱藏點輔助測量工具已經很難滿足精度和效率的測量要求。
在這種情況下,Leica的6D測量產品—T系列解決方案應運而生,如圖1所示。T系列測量工具的原理是通過在跟蹤儀上增加了T-Cam相機,從而在測量和跟蹤過程中,不僅可以監控跟蹤目標的激光跟蹤儀6D測量技術X,Y,Z(中心值)坐標值,同時還可以提取目標的I,J,K(沿三個方向的扭轉)坐標值用于代表目標的旋轉姿態。通過這種方式,可以得到更多的計算信息。
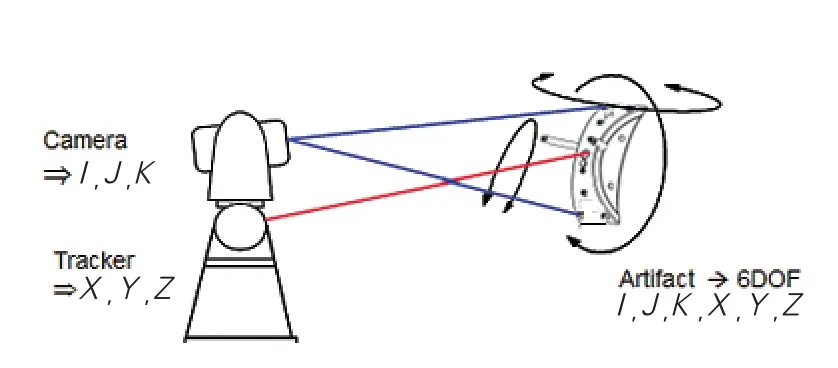
圖1 激光跟蹤儀6D測量模式
走動式三坐標—T-Probe測頭
通過在T-Probe測頭上增加紅寶石探針,即可以像三坐標測量機一樣完成工件上的接觸測量,測量范圍可以達到直徑50m。這種方法既方便地利用了激光跟蹤儀的現場適應能力、便攜性能,又能夠滿足車身工件的高精度測量需求。該測量方式可應用于車身零部件、分總成、匹配等過程中的檢測和問題診斷,如圖2所示。
使用過程中測頭無線連接任何電纜,本身自帶鋰電池,通過點擊測量工具上的按鍵便可以進行測量、刪除、連續掃描等功能,將激光跟蹤儀擴展成為走動式的三坐標測量系統,真正實現無線、無臂操作。
非接觸測量—T-Scan測頭
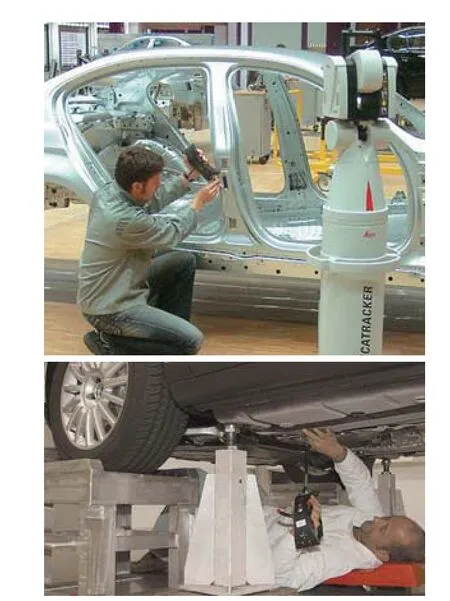
圖2 T-Probe車體測量
除T-Probe之外,T系列工具還同時包括可以滿足大尺寸空間掃描需求的T-Scan系統,使用人員可以通過手持T-Scan測頭,以點云、三角網格、曲面渲染等多種方式反映工件的表面形狀信息,用于曲面形狀比對分析、尺寸控制、逆向等,如圖3所示。
相對于硬測頭單點測量,T-scan測量效率更高,測頭每秒可以測量2萬個點,應用于車身輪廓掃描對比檢測、逆向、Flush&Gap分析、腰線測量等。

圖4 BMW工廠車身檢測
車身檢測
關鍵特征尺寸測量
在車身中有大量的特征點:固定孔、槽、圓柱等特征需要進行快速檢測,特別是對車身內部的安裝孔位,需要測量設備在保證精度的前提下能夠方便進入測量。T-Probe無線、無臂的特點正滿足了這種需求。T-Probe整個系統空間測量精度可以達到7μm/m,通過不同探針長度及安裝位置的組合,即可以實現車身特征的全尺寸檢測,并且測頭操作方式友好,單人就可以完成測量。圖4為BMW工廠車身檢測。
隨著汽車制造業的發展,對車身覆蓋件的曲面輪廓質量控制越來越重要。傳統車身輪廓檢測以接觸方式進行單點采集或連續掃描為主,將獲取的單點的坐標和理論點坐標相比,在車身表面以抽樣的方式進行曲面輪廓對比。
近年來,Leica T-Scan激光掃描測頭以其快速的點云采集得到了越來越廣泛的應用,其主要特點如下:⑴快速的點云采集速度,20000點/s;⑵工件三維輪廓的實時顯示;⑶點數據與CAD軟件的通用性;⑷快速直觀的比對色差輸出;⑸坐標系可以根據測量需求靈活調整,指導工件制造過程;⑹數據采集后,可以隨時進行調用分析,具有可追溯性;⑺自適應不同顏色,不同反光表面的工件,測量無需噴粉。

圖5 車燈、前蓋匹配分析-大眾工廠Phaeton
配合尺寸分析
在汽車制造過程中,除了要保證車身各零部件、分總成滿足尺寸控制公差外,還要確保經過焊接、鉸鏈、膠合等方式組裝后各部件之間的相互關系滿足要求,如前蓋和翼子板、車燈和側圍、車門之間、天窗和車頂蓋等。這些尺寸控制直接影響車身的外觀、使用穩定性以及功能型要求。在這類使用中,可以采用T-Probe(完成關鍵位置快速測量)和T-Scan(間隙輪廓全面分析)相結合的方式完成。圖5為大眾工廠的車燈、前蓋匹配分析。
結束語
綜上可知,Leica激光跟蹤儀的T-Probe和T-Scan6D測量附件以其良好的車間現場適應性、手動操作方便性及便攜性能,可以快速完成車間現場車身零件檢測、匹配分析、安裝調整等功能,在車身測量中具有很大的應用價值。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年18期)2018-11-14 01:48:24
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
山東工業技術(2016年15期)2016-12-01 05:31:22
海峽科技與產業(2016年3期)2016-05-17 04:32:12
