地板縱梁上蓋板扭曲回彈問題整改
2014-10-10 05:16:34時磊施雄飛王玉峰長城汽車股份有限公司河北省汽車工程技術(shù)研究中心
鍛造與沖壓 2014年8期
關(guān)鍵詞:工藝
文/時磊,施雄飛,王玉峰·長城汽車股份有限公司 河北省汽車工程技術(shù)研究中心
地板縱梁上蓋板扭曲回彈問題整改
文/時磊,施雄飛,王玉峰·長城汽車股份有限公司 河北省汽車工程技術(shù)研究中心
本文針對某車型地板縱梁上蓋板的裝車時出現(xiàn)的扭曲、回彈問題,從成形工藝及模具結(jié)構(gòu)方面進(jìn)行了深入分析,明確了問題是由翻邊角度無法補償及壓料力不足所引起,并給予了可行的解決方案,保證了白車身的順利裝車及整車精度,為后期車型類似制件的開發(fā)提供了標(biāo)桿及理論依據(jù)。
地板縱梁上蓋板是安裝在中后地板左右縱梁上,起連接中后地板與后輪罩并支撐前、后座椅橫梁作用的重要零件,其產(chǎn)品尺寸較長(約1900mm),搭接關(guān)系較復(fù)雜,型面精度要求高。長城汽車某車型的地板縱梁上蓋板主型面存在嚴(yán)重的扭曲、回彈問題,最大處達(dá)8mm,翻邊面最大回彈量-2mm,嚴(yán)重影響制件品質(zhì)及搭接質(zhì)量,造成不能順利裝車,極大地制約了生產(chǎn)效率,導(dǎo)致客戶的不滿。
問題描述
該車型為一款大型四門五座SUV,其后地板縱梁上蓋板形狀如圖1所示,制件尺寸大,主型面起伏劇烈,落差最大處為216mm,整體都為搭接面,尤其是側(cè)面翻邊處為后輪罩搭接。該制件左右對稱,由料厚1.2mm的HC250/450DP雙相鋼板沖壓而成。

圖1 后地板縱梁上蓋板形狀圖
當(dāng)試壓完成后,模具件存在嚴(yán)重的扭曲、回彈問題,回彈量在5~8mm左右,裝車驗證時發(fā)現(xiàn)該制件主型面與地板縱梁無法搭接符形,側(cè)翻邊與輪罩不匹配,存在干涉點及較大間隙,無法進(jìn)行焊接。使用夾具進(jìn)行強制校形后車體出現(xiàn)較大孔洞,影響整車密封性。
該制件存在的扭曲、回彈問題,直接導(dǎo)致安裝面及安裝孔的精度降低,整車寬度發(fā)生變化,后序工藝無法進(jìn)行,此問題亟待解決。
工藝及結(jié)構(gòu)分析
因此制件型面狹長,機器人端拾器無法抓取,故安排在人工線生產(chǎn),原沖壓工藝流程為:拉延→修邊/沖孔→修邊/沖孔→翻邊/整形/分切,共4序。在設(shè)計時考慮到節(jié)省工時,故將OP40翻邊設(shè)計為下翻邊,使用上壓料芯,由彈簧提供壓料力,生產(chǎn)時需在第4工位翻轉(zhuǎn)半序制件,一定程度上提高了工人的勞動強度。拉延序的工藝如圖2所示。
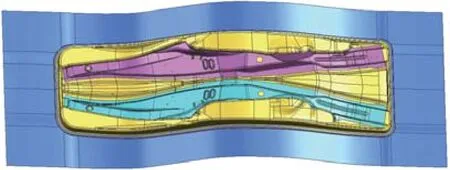
圖2 拉延序工藝圖
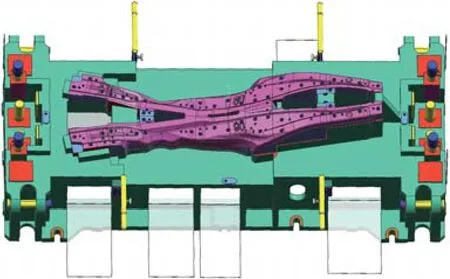
圖3 OP40模具下模結(jié)構(gòu)圖
第一序拉延將主型面做出,未添加回彈補償,并在翻邊部位拉出R10的圓角,然后在兩次修邊沖孔后,進(jìn)行翻邊整形并分切。因該產(chǎn)品主型面較為狹長,且首序未添加回彈補償,故在整形序給予外力進(jìn)行校形。
然而前期無此類大尺寸高強度鋼板制件的開發(fā)經(jīng)驗,在設(shè)計時左右合模對稱拉延,為照顧主型面的左右平順,翻邊回彈的補償量只能做5°,未考慮到高強度鋼板的回彈較大,直接導(dǎo)致了翻邊時回彈補償設(shè)置量不足。在模具設(shè)計時對OP40壓料力理論設(shè)計為280kN,而實際制造完成后上模壓料力為彈簧提供,僅為250kN,造成壓料力不足,無法充分校形。而且在設(shè)計模具結(jié)構(gòu)時考慮序間拿取制件方便,最后一序進(jìn)行分切,即翻邊、整形、分切在一序完成,因壓料力不足,在分切完成后翻邊整形時制件會發(fā)生竄動,導(dǎo)致制件變形。OP40模具下模如圖3所示。
由以上分析過程可以看出,縱梁蓋板扭曲回彈、翻邊不良的原因有兩個:一為成形工藝制定過于理想化,未能充分考慮大尺寸、高強度鋼板制件的成形特點,翻邊回彈補償量設(shè)計不足,最為失敗的是OP40翻邊、整形、分切同時進(jìn)行;二為OP40模具結(jié)構(gòu)設(shè)計為下翻邊,且前期未能準(zhǔn)確計算壓料力,造成壓料力不足,材料內(nèi)部流動紊亂。
整改方案制定
因模具已經(jīng)全序開發(fā)完畢,針對上述制件問題已在原模具上進(jìn)行了10余輪整改,無明顯效果,且部分鑲塊經(jīng)多次加熱、補焊、打磨,已瀕臨報廢。后經(jīng)多方專家論證,針對該問題提出兩個整改方案:⑴加開一套整形模,對制件進(jìn)行全面校形;⑵重新制定工藝及模具結(jié)構(gòu)。
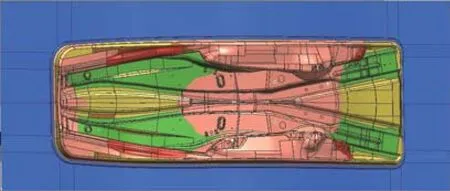
圖4 整改后拉延序工藝圖
選擇方案一,增加一套模具,并更換部分鑲塊,一次性投入成本較低,但原制件扭曲回彈嚴(yán)重,不能保證在新開整形模上精確定位,且沖壓線體只有4臺沖床,新增整形序需轉(zhuǎn)移到其他機床完成,增加物流及人工成本。選擇方案二,重新制定工藝及模具結(jié)構(gòu),將原有的工藝及結(jié)構(gòu)缺陷全部消除,開發(fā)4套模具,一次性投入成本相對較高,但可以通過二次開發(fā)積累該類制件的開發(fā)經(jīng)驗,且仍使用原線體,物流及人力成本不需增加。
因該車型生產(chǎn)周期較為寬裕,為保證產(chǎn)品質(zhì)量,并綜合考慮一次性投入與后期物流及人力成本,經(jīng)相關(guān)人員評審后決定使用方案二。重新制定工藝為拉延→修沖→修沖/分切→翻邊整形,在拉延工序中在產(chǎn)品主型面上增加回彈補償,并將左右件角度相對原工藝加大5°,使翻邊回彈補償量達(dá)到10°,如圖4所示(綠色代表產(chǎn)品數(shù)模,棕色代表工藝數(shù)模)。將分切變更到OP30序,OP40只進(jìn)行翻邊整形,避免分切與翻邊整形同步時制件竄動。針對原OP40模具壓料力不足的問題,將該序工藝定為上翻邊,使用機床氣墊通過頂桿提供頂料力。
效果確認(rèn)
為保證整車開發(fā)進(jìn)度,僅3個月就完成首序樣件的提交,全序樣件也在5個月內(nèi)進(jìn)行了裝車驗證,首次出件合格率就達(dá)到了80%以上。后又經(jīng)3輪的調(diào)試、整改,主型面基本符形,翻邊完全符合檢具,合格率達(dá)到93%以上,經(jīng)裝車驗證,滿足裝配要求,整車精度得到保證。
結(jié)束語
與歐美發(fā)達(dá)國家相比,我國的汽車模具產(chǎn)業(yè)起步晚,技術(shù)實力薄弱,仍存在很大的差距,尤其是尺寸較大、型面復(fù)雜、高強度鋼板的模具開發(fā)經(jīng)驗不足,故在此類制件的開發(fā)上就難免走一些錯路、彎路,但在錯路、彎路上我們沖壓模具工程師們在不斷地總結(jié)、提煉、創(chuàng)新,力爭生產(chǎn)國際一流的沖壓模具,為民族汽車的發(fā)展作出應(yīng)有的貢獻(xiàn)。
時磊,工程師。主要研究領(lǐng)域為高強板制件回彈原理及控制措施和冷沖壓模具發(fā)展方向。曾負(fù)責(zé)CH041機艙沖壓件工裝開發(fā)、負(fù)責(zé)CHK041整體車身沖壓件工裝開發(fā)。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
