多工位自動(dòng)化沖壓生產(chǎn)中夾取方式的選擇
2014-10-10 06:42:48胡沐嘉興柏慕機(jī)電有限公司
鍛造與沖壓 2014年16期
關(guān)鍵詞:生產(chǎn)
文/胡沐·嘉興柏慕機(jī)電有限公司
多工位自動(dòng)化沖壓生產(chǎn)中夾取方式的選擇
文/胡沐·嘉興柏慕機(jī)電有限公司
目前歐美汽車沖壓企業(yè)70%以上的零件采用自動(dòng)夾持與傳送的沖壓方式。自動(dòng)夾持與傳送,即使用機(jī)械手來實(shí)現(xiàn)工件在相鄰工位的傳送,實(shí)現(xiàn)全自動(dòng)化生產(chǎn),這是目前汽車沖壓件效能最高的生產(chǎn)方式。多工位沖壓在歐美運(yùn)用較早也比較成熟。而目前國內(nèi)汽車沖壓企業(yè)多使用人工來完成工件在工位間的傳遞,操作工人站在壓機(jī)兩側(cè),如果有4個(gè)工位,則總計(jì)需要5~6個(gè)操作工人,如圖1所示。隨著國內(nèi)汽車行業(yè)的快速發(fā)展,在沖壓件行業(yè)競爭日趨激烈的形勢之下,越來越多的沖壓企業(yè)開始著手全自動(dòng)化生產(chǎn)線的投資與改造。在自動(dòng)化改造規(guī)劃過程中,采用什么樣的夾取方式來實(shí)現(xiàn)工件的安全高效傳遞無疑是規(guī)劃初期的重中之重,它會(huì)影響到整個(gè)生產(chǎn)線改造的最終效果,是投資成敗的關(guān)鍵因素之一。
多工位自動(dòng)化沖壓生產(chǎn)簡述
多工位自動(dòng)化沖壓生產(chǎn)是把多道工序的模具(圖2)放置在一臺(tái)壓機(jī)上,在壓機(jī)滑塊的一次往復(fù)運(yùn)動(dòng)中,利用自動(dòng)機(jī)械臂把工件按工位順序順次傳遞,完成落料、沖孔、彎曲、拉伸、切邊、切斷分離等全部工序。可以開卷后在模具內(nèi)落料,也可把已落好料的成垛板料卸垛后再送入模具,這樣壓機(jī)一次沖程即可完成一件或多件成品。還可在工序中增加空工位來實(shí)現(xiàn)工件沿X、Y、Z坐標(biāo)軸方向的旋轉(zhuǎn)與移動(dòng)等姿態(tài)變化,在簡化模具構(gòu)造的同時(shí),亦能成形復(fù)雜形狀的零件。多工位沖壓自動(dòng)傳送系統(tǒng)分為2個(gè)部分,第一部分是雙臂伺服驅(qū)動(dòng)系統(tǒng),第二部分是夾持部分。本文主要說明夾持部分中工件夾取方式的選擇和考慮,因?yàn)閵A取方式?jīng)Q定著雙臂伺服驅(qū)動(dòng)系統(tǒng)的運(yùn)行軌跡、影響壓機(jī)最大生產(chǎn)功效的發(fā)揮以及模具的優(yōu)化設(shè)計(jì)。

圖1 單機(jī)多工位人工傳送生產(chǎn)線
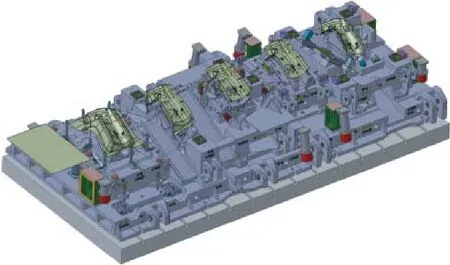
圖2 多工位沖壓模具

圖3 鏟具
夾取方式
沖壓自動(dòng)化系統(tǒng)夾持部分夾取方式主要有一般夾具、鏟具、吸盤和夾鉗4大類。
⑴一般夾具。此類夾具一般采用簡單的機(jī)械結(jié)構(gòu),或彈性機(jī)構(gòu),或電磁鐵,或利用SMC氣動(dòng)或液壓元件等實(shí)現(xiàn)夾持的動(dòng)作等。此類夾具的優(yōu)點(diǎn)是成本低,缺點(diǎn)是拆換調(diào)整不便,不適宜形狀復(fù)雜的零件。
⑵鏟具(圖3)。鏟具是一般夾具中鏟狀?yuàn)A具的改進(jìn),配有光柵傳感器感知工件是否移位或滑落,但是需要工件有一定棱角,便于鏟手的抬起。
⑶吸盤(圖4)。吸盤多用于汽車覆蓋件等外觀要求高的零件加工中,多數(shù)安裝在工業(yè)機(jī)器人端拾器上。吸盤式端拾器多應(yīng)用于多機(jī)串聯(lián)式傳遞沖壓,其生產(chǎn)節(jié)拍比單機(jī)多工位傳送要低,能耗比單機(jī)多工位高。
⑷夾鉗(圖5)。夾鉗是運(yùn)用氣壓和機(jī)械的結(jié)合來實(shí)現(xiàn)工件的夾緊與松開。
當(dāng)前企業(yè)自動(dòng)化沖壓生產(chǎn)中多采用吸盤和夾鉗,以下主要討論這兩種夾取方式的性能和適用場合。
吸盤和夾鉗的性能比較
運(yùn)行軌跡比較
吸盤有8個(gè)運(yùn)行動(dòng)作(圖6),夾鉗有6個(gè)運(yùn)行動(dòng)作(圖7),因此夾鉗的運(yùn)行時(shí)間短。另外,吸盤一般要伸入到模具中心部吸取工件,且在Z軸有上下運(yùn)動(dòng),需要伸入模具內(nèi)距離更長和更大的模具開模空間,因此運(yùn)行時(shí)間比夾鉗長。
模具開模行程比較
以下是吸盤和夾鉗的模具開模行程比較:
⑴Y向伸入距離比較,如圖8所示。
⑵Z向開合模行程比較,如圖9所示。

圖4 吸盤

圖5 夾鉗
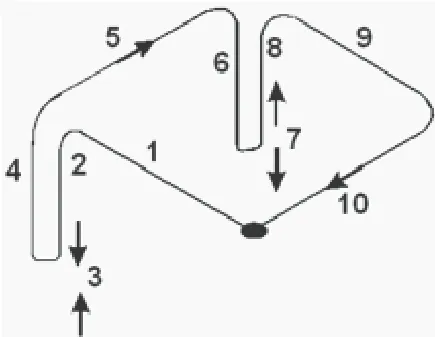
圖6 吸盤的運(yùn)行軌跡
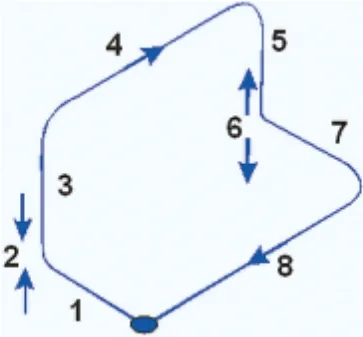
圖7夾鉗的運(yùn)行軌跡
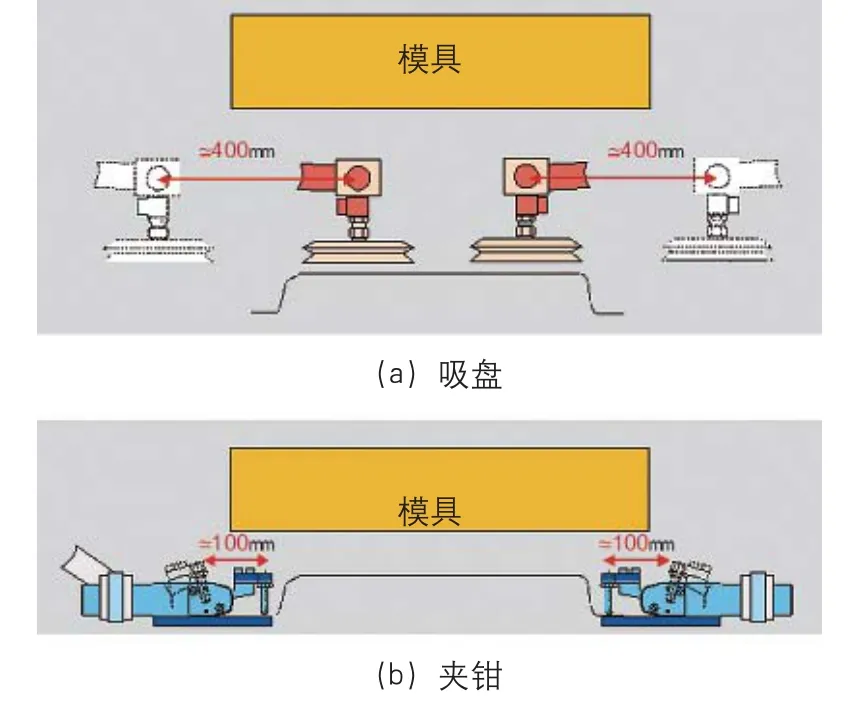
圖8 吸盤和夾鉗Y向伸入距離比較
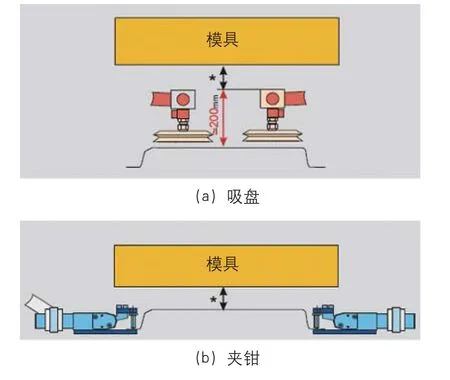
圖9 吸盤和夾鉗Z向開合模行程比較

圖10 吸盤和夾鉗夾緊力的比較
夾緊力的比較
毋庸置疑,夾鉗的夾緊是機(jī)械壓力,而吸盤是摩擦力。如圖10所示,在加速度高的情況下,夾鉗更安全可靠。
除緊固摩擦力不同以外,吸盤所吸取的面積較大,工件需要較為平整的表面。而夾鉗所受限制較小。
相同條件下所需夾具數(shù)量的比較
此處以落料平板為例,不同方式所需要夾具的數(shù)量為:夾取同一塊板材,夾鉗單邊需要1組,吸盤單邊需要1組,鏟具單邊需要2組。
綜上所述,吸盤使用方便,不用在模具上抬升板材就可操作,缺點(diǎn)是高能耗,抓取時(shí)加速度較低,只能抓取板材的上部和平直面;夾鉗的可靠性較高,能夠最大限度地實(shí)現(xiàn)全夾持,使用耗能低,缺點(diǎn)是初始費(fèi)用較吸盤要高(約86%),但是得益于它的低能耗和高生產(chǎn)效率,能很快地回收成本。
各種夾取方式適用的生產(chǎn)條件
幾種夾取方式各有優(yōu)劣,企業(yè)生產(chǎn)時(shí)要依據(jù)具體的工件形狀、月產(chǎn)量、模具更換頻率、投資回收周期等條件來選擇使用哪種夾取方式。
⑴產(chǎn)品特征。夾鉗方式可以旋轉(zhuǎn),可以得到X、Y、Z方向的位置補(bǔ)償和姿態(tài)變化,是最為柔性的夾取方式。產(chǎn)品工位多,形狀復(fù)雜時(shí),采用夾鉗方式較為合適。產(chǎn)品平整,工序簡單,可以考慮使用鏟具或吸盤。夾鉗夾指部可以使用特殊材質(zhì),如鋁合金沖壓件,在保證沒有壓痕的要求下,夾鉗的夾指部可以使用聚氨酯樹脂,避免因過大的夾緊力而損傷產(chǎn)品表面。
⑵月產(chǎn)量。月產(chǎn)量高,停機(jī)時(shí)間就必須少,更適合采用夾鉗方式。因?yàn)閵A鉗夾取緊固可靠,可以最大程度地保證生產(chǎn)過程的安全穩(wěn)定。月產(chǎn)量低則可以考慮成本方面的因素,選擇鏟具或吸盤方式。鏟具的成本較低,吸盤的定期更換也不會(huì)對(duì)生產(chǎn)效率有太大的影響。
⑶模具更換頻率。模具更換頻率高的情況下應(yīng)采用夾鉗方式,因?yàn)閵A鉗是固定于鋁型材上的,更換時(shí)整體拆卸,避免再次調(diào)整夾具位置,縮短調(diào)整時(shí)間。如果更換頻率低,三個(gè)月以上才更換一次,可以考慮使用簡易夾具,這種情況下調(diào)整時(shí)間對(duì)生產(chǎn)的影響非常小。
⑷投資回收周期。在產(chǎn)品生命周期長的情況下,重視長期的投資收益,夾鉗是較好的選擇,雖然短期內(nèi)投資回收周期有所加長,長期來看還是使用夾鉗劃算。因?yàn)閵A鉗夾緊力高,可以最大限度提高生產(chǎn)節(jié)拍,在一定時(shí)間內(nèi)所生產(chǎn)的產(chǎn)品數(shù)量多,從而投資回收更快。另外,夾鉗能耗較低,維護(hù)少,進(jìn)一步降低了生產(chǎn)成本。如果產(chǎn)品生命周期短則要充分考慮成本,盡量的縮短投資回收時(shí)間。
綜上所述,在已經(jīng)確定要采用多工位自動(dòng)傳送生產(chǎn)方式時(shí),首先綜合考慮以上要素來選擇夾取方式,從而整體規(guī)劃壓機(jī)、雙臂伺服驅(qū)動(dòng)系統(tǒng)以及工位和模具的設(shè)計(jì)等。
結(jié)束語
在國內(nèi)產(chǎn)業(yè)升級(jí)的背景之下,適合多工位自動(dòng)化沖壓生產(chǎn)的夾具及自動(dòng)化解決方案,將越來越受到國內(nèi)沖壓企業(yè)的重視,促進(jìn)企業(yè)進(jìn)行自動(dòng)化改造和升級(jí)。
胡沐,工程師,主要從事多工位沖壓自動(dòng)傳送項(xiàng)目設(shè)計(jì)與技術(shù)支持工作。
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費(fèi)導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16