大型風(fēng)塔法蘭高效節(jié)材鍛造模具的研發(fā)
2014-10-10 06:48:18徐鋒黃誠陸亞娟張家港海陸環(huán)形鍛件有限公司
鍛造與沖壓 2014年13期
文/徐鋒,黃誠,陸亞娟·張家港海陸環(huán)形鍛件有限公司
大型風(fēng)塔法蘭高效節(jié)材鍛造模具的研發(fā)
文/徐鋒,黃誠,陸亞娟·張家港海陸環(huán)形鍛件有限公司
大型風(fēng)塔法蘭主要應(yīng)用于兆瓦級風(fēng)力發(fā)電機組塔筒的連接,由于其常安裝于惡劣的海洋性環(huán)境中,因此要求其有較高的強度、硬度、耐磨性、韌性及良好的耐高溫、耐低溫、耐腐蝕性能。目前國內(nèi)兆瓦級風(fēng)力發(fā)電機組塔筒連接用法蘭一般采用傳統(tǒng)的矩形截面環(huán)件軋制方式生產(chǎn),該生產(chǎn)方式在材料的利用率、產(chǎn)能方面效能較低,同時為保證法蘭內(nèi)部的力學(xué)性能和晶粒組織,通常需要對矩形截面的環(huán)件毛坯粗車后再進行正火熱處理,制造成本高。我公司組織技術(shù)人員進行技術(shù)攻關(guān),設(shè)計開發(fā)出了一種新型的大型風(fēng)塔法蘭高效節(jié)材鍛造模具(采用二合一的異形截面環(huán)件軋制方式),大幅度節(jié)約了原材料,提高了生產(chǎn)效率和產(chǎn)品的內(nèi)部組織與力學(xué)性能。
新型模具及工藝流程介紹
二合一的異形截面環(huán)件軋制方式的工藝流程方案為:下料→加熱→制坯→一火軋制矩形截面至規(guī)定尺寸→回爐保溫→二火采用專用芯輥模具軋制異形截面至規(guī)定尺寸→對半切開→正火→取樣→性能檢測→精加工→超聲波檢測,如圖1所示。新型芯輥軋制模具的基本結(jié)構(gòu)如圖2所示,其中芯輥為組合模具的安裝載體,上、下鎖緊件用于固定上壓蓋、下托盤,上壓蓋防止環(huán)件在軋制過程中產(chǎn)生軸向竄動,下托盤為環(huán)件軋制過程提供穩(wěn)定可靠的旋轉(zhuǎn)支撐,主成形模具為環(huán)件內(nèi)型腔成形的軋制模具。傳統(tǒng)矩形截面單片軋制環(huán)件的截面與二合一軋制異形截面環(huán)件的截面對比如圖3所示。
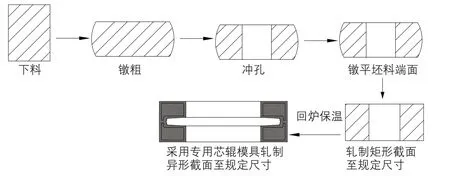
圖1 大型風(fēng)塔法蘭二合一軋制的基本工藝流程
數(shù)值模擬技術(shù)的應(yīng)用
如圖4所示為運用FORGE 2011有限元分析軟件建立的兆瓦級大型風(fēng)塔法蘭二合一軋制的有限元模擬模型,其中黃色模型代表主軋輥,綠色模型代表新型組合芯輥模具,紅色模型代表矩形截面環(huán)件毛坯,紫粉色和藍色模型分別代表上、下錐輥。
基本成形過程的有限元模擬
如圖5所示,芯輥主模刀口剛切入環(huán)件毛坯,毛坯被芯輥主模從中間切開,由于主模上壓改善凸緣切入角有利于減少拉料現(xiàn)象的產(chǎn)生。
如圖7所示,環(huán)件毛坯的內(nèi)腔基本成形完成,由于模具自身的結(jié)構(gòu)特點,在芯輥主軋模凸緣與上壓蓋、下托盤組成的直角部金屬充形不足,從而導(dǎo)致環(huán)件內(nèi)徑成形不完整,環(huán)件需在后續(xù)的精軋階段使內(nèi)徑充形完整,避免內(nèi)徑與上、下端面結(jié)合處出現(xiàn)塌邊現(xiàn)象。
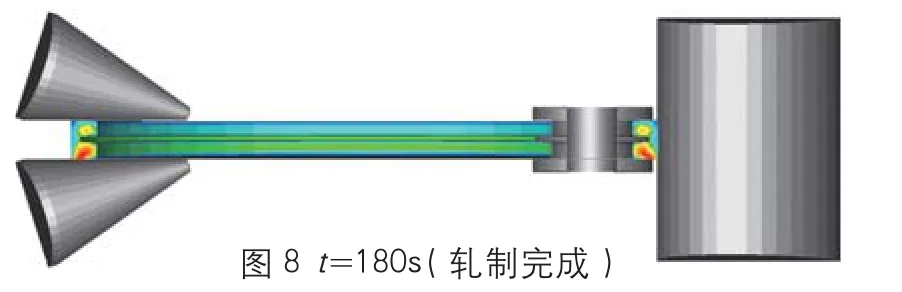
如圖8所示,在精軋階段環(huán)件毛坯的內(nèi)徑與端面結(jié)合處的金屬得到補充,環(huán)件成形完整,內(nèi)腔成形輪廓清晰。
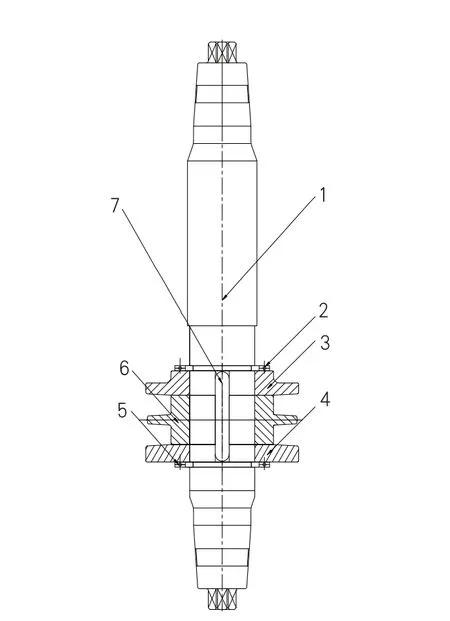
圖2 新型芯輥軋制模具結(jié)構(gòu)示意圖
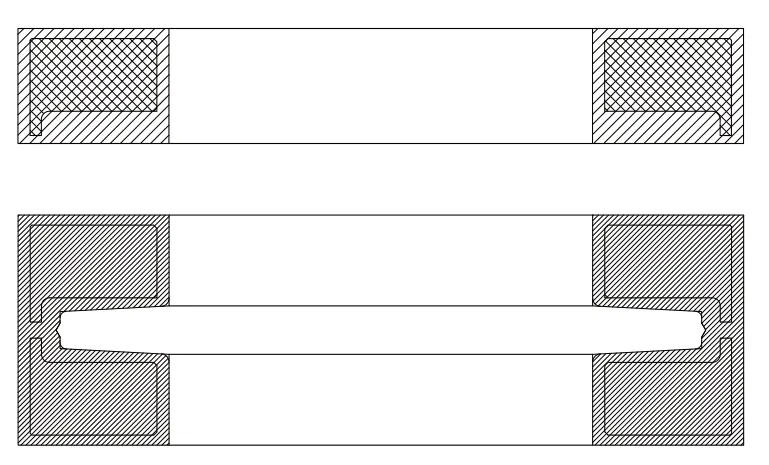
圖3 傳統(tǒng)矩形截面單片軋制環(huán)件截面(上)與二合一軋制異形截面環(huán)件截面(下)示意圖
圖4 有限元模擬模型
圖5 t=10s
圖6 t=70s
圖7 t=140s
軋制過程中問題的解決
芯輥主軋模、上壓蓋、下托盤、主軋輥在環(huán)件軋制過程中組成封閉式型腔,在整個軋制過程中環(huán)件未出現(xiàn)軸向竄動現(xiàn)象,同時環(huán)件在軋制過程中由下托盤支撐隨芯輥一起旋轉(zhuǎn),環(huán)件下端面摩擦阻力小,軋制過程平穩(wěn),軋制的環(huán)件符合預(yù)定尺寸要求。不過在軋制過程中也出現(xiàn)了一些問題,具體如下:
⑴芯輥主軋模凸緣部分未設(shè)計工藝切入角,導(dǎo)致成形的環(huán)件內(nèi)腔表面粗糙,如圖9所示。
⑵上壓蓋工藝切入角太小,環(huán)件擠入成形時阻力大,材料流動性差(圖10),環(huán)件上端面局部應(yīng)力過大(圖11),從而導(dǎo)致生產(chǎn)出來的環(huán)件表面出現(xiàn)裂紋和塌陷,如圖12所示。

圖9 環(huán)件內(nèi)腔表面粗糙
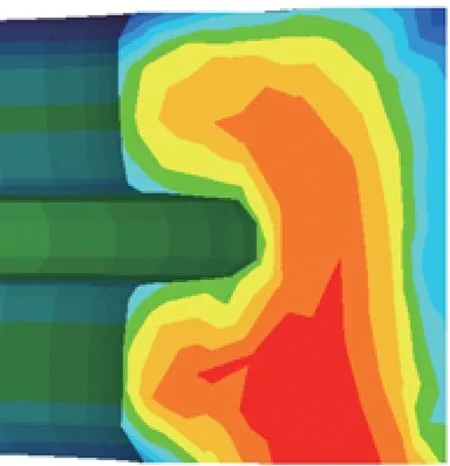
圖10 內(nèi)邊塌陷
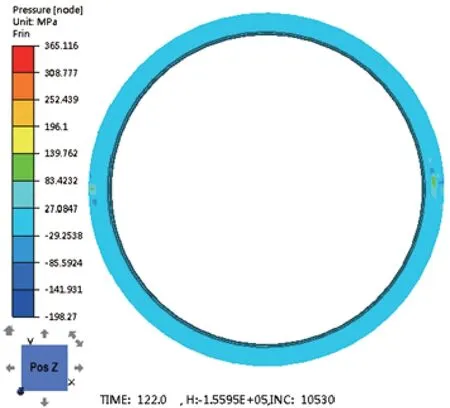
圖11 環(huán)件上端面局部應(yīng)力過大(圖中顏色深處)
針對上述模擬結(jié)果和實際軋制結(jié)果,我們對芯輥主軋模凸緣部分和上壓蓋的切入角進行了工藝調(diào)整(圖13、14),調(diào)整后環(huán)件擠入阻力減小,實際軋制出的環(huán)件內(nèi)腔表面光滑(圖15),端面也未出現(xiàn)裂紋、塌陷(圖16)。
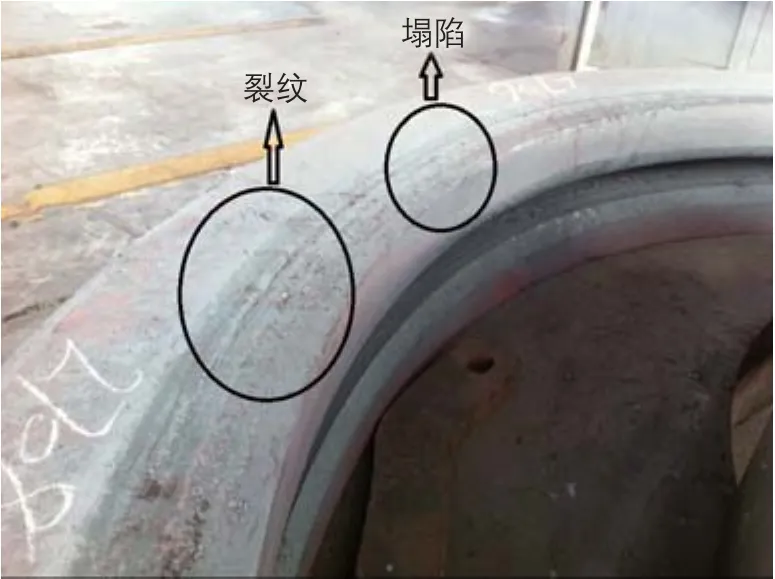
圖12 實際軋制的環(huán)件表面出現(xiàn)裂紋和塌陷
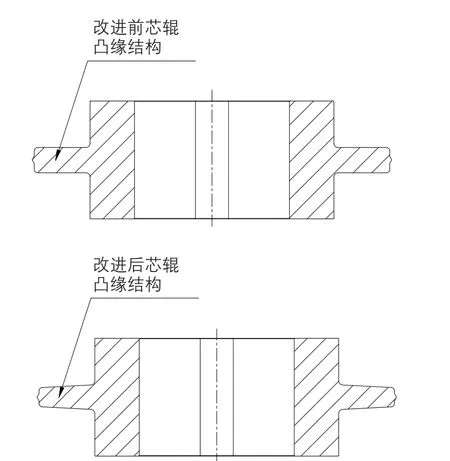
圖13 改進前后芯輥凸緣的結(jié)構(gòu)對比
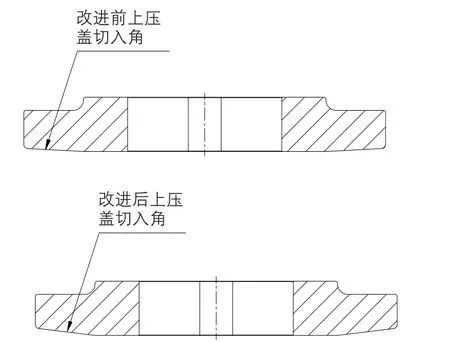
圖14 改進前后上壓蓋的結(jié)構(gòu)對比
芯輥受力分析
軋制過程中芯輥所受的軋制力與軋制力矩分別如圖17、18所示。由圖17可知,軋制所需的最大軋制力為549.39t,所需的平均軋制力為176.379t;由圖18可知,軋制所需的最大軋制力矩為260270N·m,所需的平均軋制力矩為79041.3N·m。
從圖17、18中還可以看出,軋制力、軋制力矩在整個軋制過程中一直處于波動狀態(tài),這也說明了環(huán)件的軋制是一個不穩(wěn)定的變形過程。

圖15 調(diào)整芯輥主軋模凸緣部位切入角后內(nèi)腔表面光滑

圖16 調(diào)整上壓蓋切入角后環(huán)件端面平整
結(jié)束語
研發(fā)兆瓦級大型風(fēng)塔法蘭二合一軋制專用芯輥模具的技術(shù)與經(jīng)濟優(yōu)勢主要體現(xiàn)在以下幾個方面:
⑴節(jié)約原材料,生產(chǎn)效率高。采用二合一異形截面軋制工藝和新型芯輥模具生產(chǎn)的風(fēng)塔法蘭環(huán)鍛件與傳統(tǒng)的矩形截面單片軋制生產(chǎn)的風(fēng)塔法蘭環(huán)鍛件相比,原材料節(jié)約了17%,加工工時節(jié)省了30%,生產(chǎn)效率提高了1倍。
⑵模具成本低,研發(fā)效率高。金屬塑性成形CAE模擬仿真技術(shù)在該模具研發(fā)過程中的應(yīng)用,提高了模具的開發(fā)效率,避免了傳統(tǒng)的以經(jīng)驗方式設(shè)計、修改再設(shè)計的開發(fā)模式,大大縮短了模具的開發(fā)周期,降低了模具修改、加工造成的費用,加快了該項目的計劃進程。
⑶熱處理效率得到提高。二合一異形截面軋制工藝和新型芯輥模具的研制成功,去除了傳統(tǒng)矩形截面軋制完成后的粗車工序,同時異形截面更有利于提高鍛件的淬透性、內(nèi)部組織晶粒度和力學(xué)性能。
⑷模具設(shè)計細節(jié)的優(yōu)化大大提高了鍛件的質(zhì)量。模具的工藝設(shè)計角對鍛件的內(nèi)、外質(zhì)量都有重要的影響,設(shè)計合理的模具切入角,能降低鍛件型腔表面的粗糙度,避免成形過程中阻力過大而產(chǎn)生裂紋等缺陷。
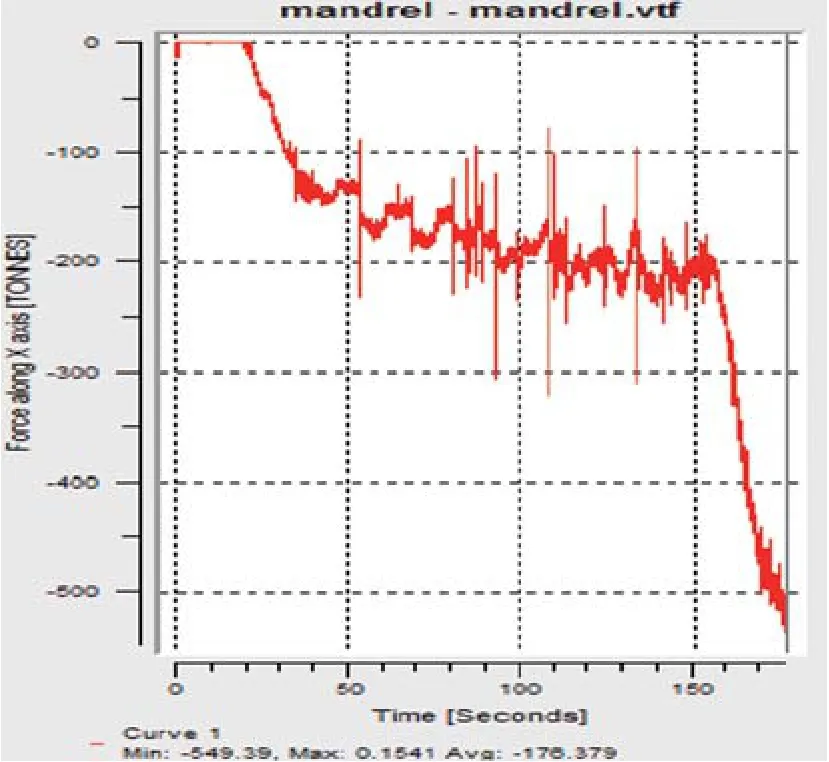
圖17 軋制力動態(tài)變化圖
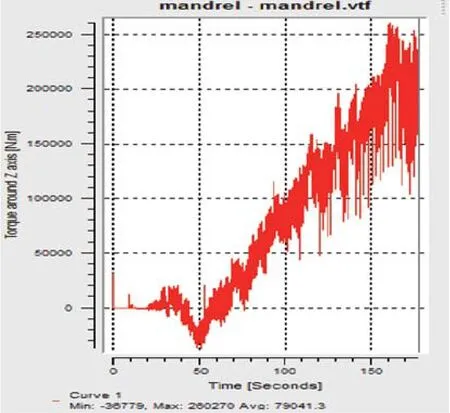
圖18 軋制力矩動態(tài)變化圖