端拾器通用化工藝分析
2014-10-10 05:29:06李奇王愛華李峰李志明奇瑞汽車股份有限公司乘用車公司沖壓廠
鍛造與沖壓 2014年4期
文/李奇,王愛華,李峰,李志明·奇瑞汽車股份有限公司乘用車公司沖壓廠
端拾器通用化工藝分析
文/李奇,王愛華,李峰,李志明·奇瑞汽車股份有限公司乘用車公司沖壓廠

李奇,工程師。主要研究方向為沖壓工藝管理。
本文通過對機器人自動化線端拾器通用化工藝進行分析,并對端拾器進行安裝調試,降低了自動化線端拾器開發成本,減少了端拾器存放面積,為自動化線降本提供了新的思路和方法。
汽車車身結構件及覆蓋件的沖壓生產正在從純手工生產方式過渡到全自動化生產。全自動化沖壓生產牽涉到拆垛、上料及工序間零件過渡的問題,目前國內生產普遍選用的是利用端拾器實現產品的過渡。每組制件端拾器投資成本約3~5萬元。本文通過對端拾器通用化工藝進行分析,實現拆垛上料端拾器通用、同類型端拾器通用,降低車型開發時端拾器投資成本。
沖壓機器人自動化線工藝流程
沖壓機器人自動化線工藝流程,如圖1所示。在準備好各工序模具的情況下,將垛料輸送到拆垛工位定位后,拆垛機器人通過端拾器從垛料上吸取單張板料并把它輸送到磁性皮帶機上。磁性皮帶機將板料涂油后送到對中臺。經過對中定位后,上料機器人取料將板料送入第一臺壓力機第一道工序的模具中。沖壓后工件通過搬運機器人從壓力機內取出放入下一套模具進行沖壓。這一過程重復到最后一道工序,下料機器人在最后一臺沖壓機完成沖壓后取走工件并將其放到皮帶機上,由人工檢查和裝箱。
端拾器可行性工藝分析

圖1 沖壓機器人自動化線工藝流程
端拾器指安裝聯接在工業機器人或機械手上的裝置,利用真空吸盤或夾鉗與被抓取物接觸,將其從一個位置搬運到指定的位置。沖壓機器人自動化線端拾器為單桿快換鋁制端拾器(圖2),采用鋁制模塊化結構形式,利用真空吸附的工作原理抓取工件或板料。端拾器的組成主要包括快換主接頭、鋁桿、轉接頭、T形接頭、吸盤連接臂、連接臂接頭、吸盤接頭、吸盤、直通/三通接頭、氣管等。真空吸盤布置在用鋁合金制作的延長臂支架上,吸盤個數及其布置形式根據具體的制件而定。機器人上安裝有真空發生器,用于產生真空并檢測真空度,判定制件是否吸牢。
端拾器通過真空吸盤與制件接觸吸取制件。吸盤種類很多,波紋吸盤最常用,在使用中有多重優點:⑴適用于不同尺寸和形狀的工件,如波紋吸盤SAB吸盤直徑尺寸從22mm到110mm;⑵對曲面和不平整工件具有很強的適應性;⑶接觸工件時有良好的緩沖性能、吸力強,吸盤壓縮行程3~10mm。波紋吸盤的結構如圖3所示。

圖2 單桿快換鋁制端拾器

圖3 波紋吸盤結構
端拾器吸盤吸取點選擇時,需重點考慮兩個因素:⑴工件最小曲率半徑是否符合吸盤要求;⑵端拾器吸盤吸力與橫向力是否滿足要求等。
工件最小曲率半徑表明吸盤能夠安全吸取工件的最小半徑,如圖4所示。利用CATIA V5“曲面分析”工具分析所選取吸盤吸取曲面的曲率半徑。將工藝數模導入后進入CATIA機械設計模塊下的線架與曲面設計模塊,根據經驗選取吸盤所在的曲面,在曲面分析工具欄中單擊“曲面曲率分析”按鈕,在分析類型欄選擇“最小值”,即顯示曲率最小值。當曲率最小值大于工件最小曲率半徑(表1)時,吸盤吸取曲面的曲率半徑滿足吸盤工件最小曲率半徑要求,如圖5所示。

圖4 工件最小曲率半徑

圖5 制件曲面的曲率半徑
吸盤在運動過程中的受力分為吸力和橫向力。為了確保端拾器在運動過程中不掉件,需考慮一定的安全系數。通過吸盤吸力理論數值和對我公司生產200余組制件端拾器吸盤分布分析,自動化線端拾器真空吸盤的安全系數n最小取4,機器人運動加速度最大取12m/s2。將工藝數模導入后進入CATIA機械設計模塊下的線架與曲面設計模塊,根據經驗選取吸盤所在的曲面,然后再根據曲面大小和曲率選擇吸盤大小,完成吸盤位置選擇,并對端拾器吸盤吸力和橫向力進行校核。同時需考慮機器人取料點相對于制件的位置,方便員工取下(裝上)端拾器。
以包裹件本體制件為例,制件重量為3.54kg,其重力為35.4N,在自動化運行過程中制件最大 切 向 力 為3.54kg×12m/s2=42.48N。 在 包裹件本體制件數模上選取4點安裝吸盤——4個SAB50,對吸力和橫向力進行校核,端拾器吸力為53×4/4=53N>35.4N,橫向力為55×4/4=55N>42.48N,故制件能夠被吸起,滿足機器人自動化線生產要求。通過核算,力學條件滿足,再在現場對吸盤位置進行精確調整。
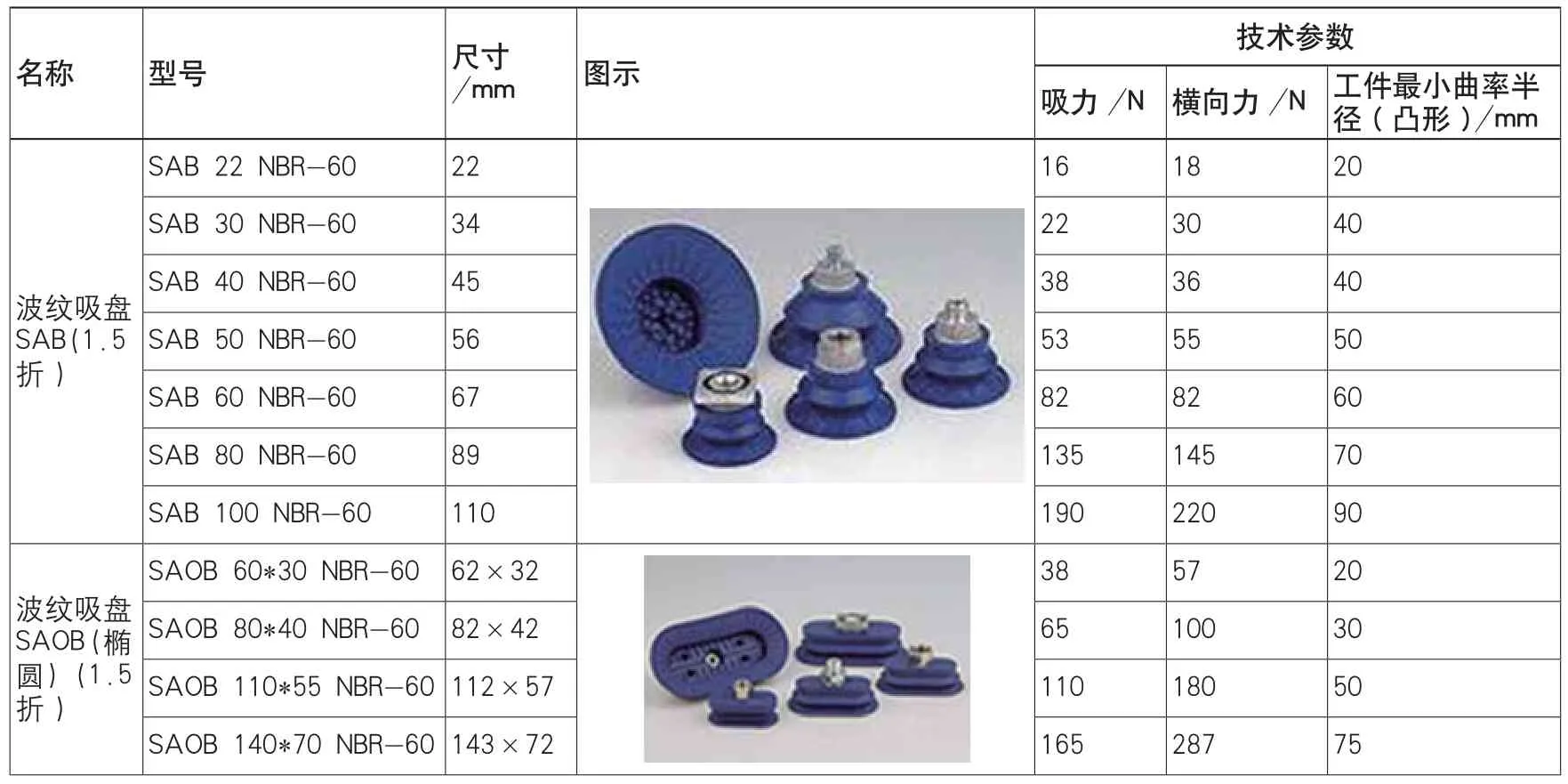
表1 吸盤型號、尺寸及技術參數
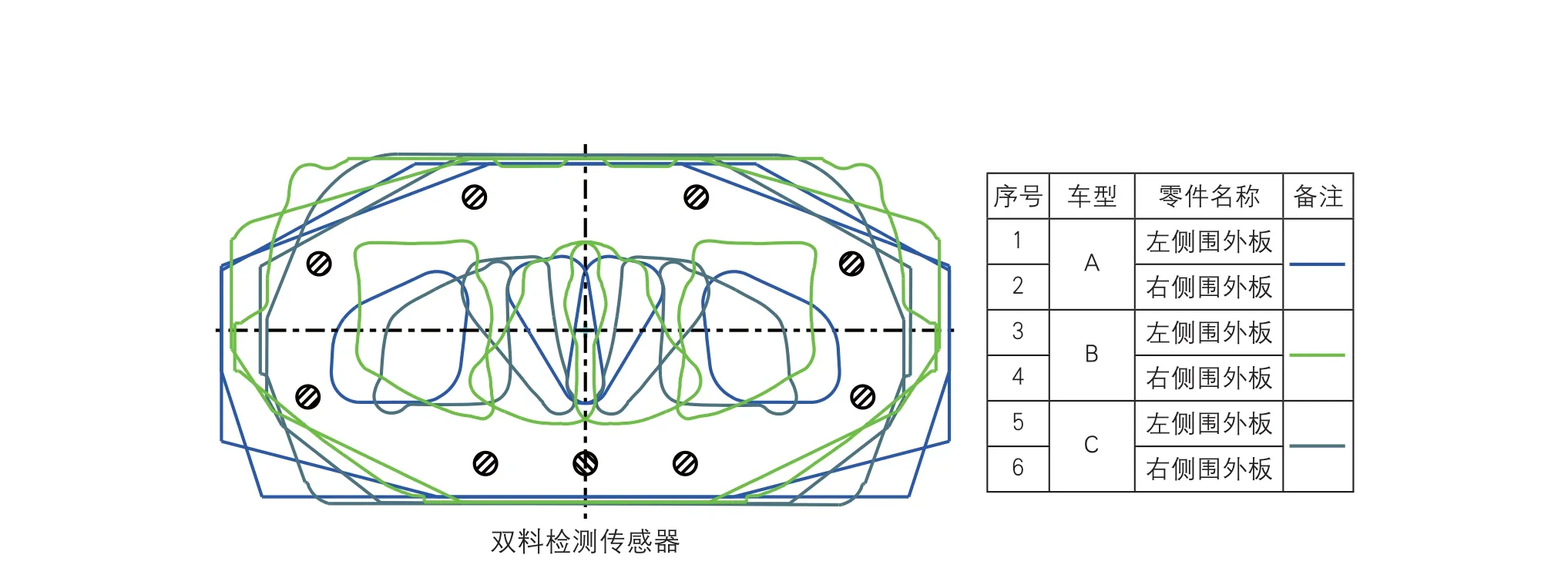
圖6 拆垛上料端拾器通用化分析
端拾器通用化工藝分析
拆垛上料端拾器通用
運用成組技術分析端拾器通用化工藝的可行性。成組技術揭示和利用事物間的相似性,按照一定的準則分類成組,同組事物能夠采用同一方法進行處理,以便提高效益。成組技術的核心是成組工藝,即把結構、材料、工藝相近似的零件組成一個零件族,按零件族制定工藝進行加工,從而擴大了批量、減少了品種,便于采用高效方法和提高勞動生產率。零件的相似性是廣義的,在幾何形狀、尺寸、功能要素、精度、材料等方面的相似性為基本相似性,以基本相似性為基礎,在制造、裝配及生產、經營、管理等方面所導出的相似性,稱為二次相似性或派生相似性。
結合端拾器的結構特點,運用AutoCAD軟件分析制件拆垛上料端拾器通用的可行性。沖壓自動化線每條線生產20~30組制件。根據自動化線制件板料尺寸,按長寬尺寸間距600mm內對板料進行分類,把尺寸相似的板料歸類成組,確定拆垛上料端拾器通用的可行性。如圖6所示,在AutoCAD軟件中,在不同圖層繪制不同制件的板料(板料的中心為同一點),確定板料的重疊部分,根據吸盤均勻分布的原則選擇吸盤位置點,另外對于拆垛端拾器需考慮雙料檢測傳感器位置。分析端拾器吸盤吸力和橫向力是否大于板料重力和橫向力,如滿足,則端拾器通用。在現場安裝調試時進一步優化端拾器。每條生產線約4套端拾器滿足該線所有制件的拆垛上料需求。
另外,拆垛上料端拾器通用化實現時,需進一步考慮拆垛小車上料垛的位置公差在每個方向上為±10mm。放置板料的托盤對中通過定位銷及托盤上相應的對中面來實現。定位銷必須插在料垛車上相應于托盤的安插位置上。每垛板料最下面板料到最上面板料的平度要在10mm之內。
搬運端拾器通用
根據成組技術原則將制件按照類型分類,再根據吸盤壓縮行程確定吸盤布置點,然后分析確定工序間搬運端拾器通用可行性,確定吸盤位置點,校核端拾器吸力、橫向力等,確定端拾器的通用可行性。
如圖7所示,以A/B兩車型發動機蓋外板為例研究搬運端拾器的通用可行性。在CATIA的裝配設計模塊中,導入A/B兩車型發動機蓋外板相同工序數據,利用指南針對零件進行移動,使A/ B發動機蓋外板處于相對平行的位置。使用Space Analysis(空間分析)工具欄中的Sectioning(剖切)工具,在設計環境中自動生產一個剖切面,通過對話框可以調整剖切名稱、剖切對象和剖面定位等多個與剖切相關的因素,測量截面線上各點之間的距離。

圖7 工序間搬運端拾器通用化分析
端拾器通用的條件如下:⑴吸盤選取點各截面線之間的距離應在5mm內,如圖7所示;⑵吸盤選取點最小曲率半徑大于所選吸盤要求的工件最小曲率半徑;⑶端拾器吸盤均勻分布在制件上,端拾器吸盤吸力與橫向力大于制件重力與橫向力。所有條件都符合后,根據吸盤選取點在現場安裝調試端拾器。
結束語
根據端拾器通用化工藝要求,對自動化生產線生產的沖壓件進行分析,確定通用的拆垛上料端拾器及搬運端拾器類型。目前我公司沖壓機器人自動化線拆垛上料端拾器已實現通用,端拾器通用有助于降低端拾器開發成本,減少端拾器存放面積,提高生產效率。
