基于S7-300糖廠蔗渣爐喂料器自動控制系統的設計
2014-10-15 09:58:26李曉東
制造業自動化 2014年18期
關鍵詞:變頻器
郭 平,李曉東,郭 勇
(1.廣西水利電力職業技術學院,南寧 530023;2.廣西來賓東糖遷江有限公司,來賓 546131)
0 引言
在我國的制糖行業中自動化水平是相對較低的,在科技快速發展的今天,技術水平落后已經尤為突出。隨著國家節能減排的政策趨于嚴厲,制糖行業標準的不斷提高,人工操作已經難以達到穩定生產、保證產品質量、提高糖分收回、節能降耗、提高效益的要求。為了提高產品的市場競爭力以及與世界接軌,實現糖業生產自動化是制糖行業的必然發展方向。
本文針對廣西某糖廠采用S7-300 PLC實現的蔗渣鍋爐喂料器自動控制系統做了介紹。工人只需在操作過程中設定鍋爐汽包壓力,系統便會自動連續的監視和控制鍋爐喂料器,從而有效控制鍋爐的給渣量,所有的工作狀態均可以在工控機上進行監控。
1 系統構成
基于S7-300 PLC糖廠蔗渣鍋爐喂料器控制系統結構如圖1所示。該系統由1臺裝有WinCC組態軟件的工控機作為上位機,監控整個控制系統的運行情況。主站為西門子S7-300 PLC,負責整個系統控制,CPU型號為CPU315-2PN/DP,集成有2個PROFINET 接口,一個MPI/PROFIBUS接口。PROFINET 接口用于上位機連接,鍋爐的7臺送料電機(共有七個送料槽)分別由7臺MM440變頻器驅動,變頻器MM440通過CBP板連接在Profibus-DP總線上。該糖廠共有2個鍋爐,1#鍋爐有3個送料槽,2#鍋爐有4個送料槽,每個送料槽有4個料位檢測點,采用歐姆瓏的料位傳感器。送料槽如果全空,送料槽擋板的開度100%;如果送料槽料位為1/4,送料槽擋板開度75%,依次類推。S7-300 PLC的CPU根據采集到的料位信號,輸出4mA~20mA電流控制信號(開度信號)給電動執行機構,電動執行機構將控制信號與現場的開度信號(位置變送器的反饋信號)相比較,最終決定使現場的執行器電機是正轉還是反轉,以此來控制送料槽擋板開度。S7-300 PLC屬于模塊式PLC,各種模塊安裝在機架上,可以方便擴展各種I/O模塊,滿足系統料位檢測、擋料板控制要求。

圖1 糖廠蔗渣爐喂料器控制系統結構圖
2 硬件系統設計
本設計采用西門子S7-300 PLC,其構成的PLC硬件系統如圖2所示。32路數字輸入模塊用于鍋爐送料槽料位檢測及系統控制信號輸入,選用數字輸入模塊SM 321,DI32×DC24V(訂貨號6ES7321-1BL00-0AA0);8路數字輸出模塊用于系統報警信號輸出,選用數字輸出模塊SM322,DO8×DC24 V/0.5A(訂貨號6ES7322-8BF00-0AB0);2塊8路模擬輸入模塊用于采集擋料板實際開度反饋及鍋爐汽包壓力,選用模擬輸入模塊SM331,AI8×12 位(訂貨號6ES7331-7KF02-0AB0);1塊8路模擬輸出模塊用于擋料板開度控制,選用模擬輸出模塊SM 332,AO 8×12 位(訂貨號6ES7332-5HF00-0AB0)。

圖2 PLC硬件系統結構圖
利用S7-300 PLC的編程軟件SIMATIC STEP 7可以對整個控制系統進行組態、編程和監控。首先對主站S7-300 PLC進行組態,包括電源模塊、CPU模塊、各I/O模塊;然后對現場總線Profibus-DP網絡及變頻器MM440進行組態。硬件組態和參數設置完畢后編譯下載到PLC中,整個控制系統的組態圖如圖3所示。
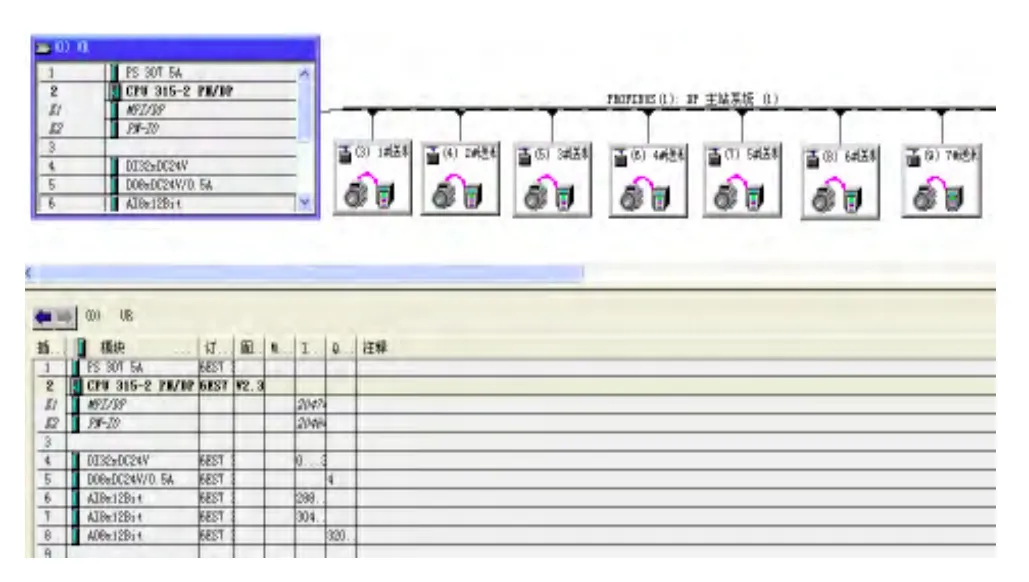
圖3 控制系統的組態圖
3 軟件設計
3.1 下位機軟件設計
3.1.1 S7-300與MM440間DP通信程序
主站S7-300 PLC CPU集成的DP接口通過Profibus電纜與變頻器的CBP通信板上的DP接口連接,采用Profibus-DP通信協議進行通信。CBP接口板是西門子變頻器的DP通信擴展板,具有電位隔離的RS-485接口,可以使用Profibus協議或者USS協議進行通信。
下面以1#送料電機為例,說明主站S7-300 PLC與MM440變頻器的通信。
1)變頻器的參數設置。S7-300 PLC與變頻器通信,必須完成變頻器相關通信參數的設置,如表1所示。

表1 變頻器DP通信參數設置
2)S7-300與MM440的通訊主要是對4個字PKW和2個字PZD進行讀寫,為使程序編寫更為方便,在程序中開辟一數據塊DB1,用來存放要讀寫的數據,數據塊格式與PKW和PZD的結構相似,如圖4所示。

圖4 DB1數據結構
3)電機控制程序
STEP7中的I/O存取命令不允許用單字節、單字或雙字命令去存取具有3個或大于3字節的相連續的DP數據區域(模塊)。因此,為了存取這種封閉結構的相連續的數據區域,要調用SFC15給數據打包,調用SFC14給數據解包,這樣數據以數據包的形式一次性完成發送、接收,保證了數據一致性,部分程序如圖5~圖8所示。
程序段1:設置DB1中要發送的PZD區控制字和主設定值,主設定值來自于對應PID回路計算的調節值。

圖5 程序段1
程序段2:調用SFC15和SFC14進行通訊操作。

圖6 程序段2
程序段3:設置DB1中要發送的PKW區控制參數。

圖7 程序段3
程序段4:讀取當前電壓值,并存儲在DB1.DB4開始的4個字節中。

圖8 程序段4
3.1.2 PID控制程序
在過程控制中,PID控制器一直是應用最為廣泛的一種自動控制器,PID控制算法也一直是眾多控制方法中應用最為普遍的控制算法。在送料電機控制系統中,采用PID控制算法。用壓力測量變送器檢測鍋爐汽包壓力,并轉換為標準量程的電流信號,然后送入S7-300 PLC,CPU將它與鍋爐汽包壓力設定值做比較,并按PID控制算法對誤差值進行運算,最后將運算結果轉換為電流信號,驅動變頻器對送料電機電機進行調速。本例中采用輸出為連續模擬量的FB41“CONT_C”來實現PID功能,下面是主要控制程序。
1#、2#鍋爐共有7臺送料電機,每臺均采用PID控制,需要為每一臺電機開辟一個數據塊,用來存儲各自的PID控制參數,如圖9所示。

圖9 存儲PID參數數據塊的數據結構
在循環中斷組織塊OB35中調用連續PID控制功能塊FB41,同時指定相應的背景數據數據塊DB3,如圖10所示。

圖10 PID控制功能塊調用
3.2 上位機軟件設計
WinCC是西門子公司與微軟公司合作開發的、開放的過程可視化系統。WinCC采用標準Microsoft SQL Server數據庫進行生產數據的歸檔;WinCC提供OLE、DDE、ActiveX、OPC服務器和客戶機等接口或控件,可以方便的與其他應用程序交換數據;WinCC具有開放的API編程接口,可以在用戶程序中集成WinCC部分功能。
本設計采用WinCC進行上位機軟件開發,根據工藝要求設計的鍋爐喂料器監控畫面如圖11所示。

圖11 鍋爐喂料器監控畫面
4 結束語
隨著制糖企業自動控制技術的不斷發展和應用,自動化程度逐步提高,有效減輕了員工的勞動負擔,提高了生產效率,增加了效益。采用基于S7-300 PLC、變頻器以及WinCC組態軟件的糖廠蔗渣鍋爐喂料器控制系統,經過在廣西某糖廠2個榨季的使用情況表明,該控制系統具有自動化程度高、操作簡單、運行穩定可靠、維修方便等特點,為節能降耗的目標作出了較大的貢獻,同時司爐工的勞動強度也大大地降低。
[1]徐紅升.傳感器與可編程控制技術應用[M].北京.化學工業出版社.2009.
[2]廖常初.S7-300/400.PLC應用技術[M].北京.機械工業出版社.2005,1.
[3]王寧.吳利濤.深入淺出西門子人機界面[M].北京.北京航空航天大學出版社.2009,4.
[4]崔堅.西門子工業網絡通信指南[M].北京.機械工業出版社.2009,8.
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52
