加工中心的過切現象分析和解決方法
2014-10-21 19:44:37莫小鳳
華人時刊·下旬刊 2014年5期
關鍵詞:解決方案
莫小鳳
【摘要】本文主要針對數控加工中心的過切現象進行分析和解決,其中主要對數控加工中的刀具的補償功能,并且對數控銑加工過程中經常會出現的幾種過切問題進行分析,最終找出解決此類問題的辦法,從而根源上解決問題,達到預計的效果。
【關鍵詞】加工中心;過切現象;分析方法;解決方案
中圖分類號:TN30 文獻標識碼A: 文章編號:1006-0278(2014)05-175-01
一、數控加工中刀具的半徑補償功能
在數控加工的過程中,數控的加工都是按照變成軌跡程序加工的,它并不考慮刀具運動軌跡的刀具實際軌跡。因為刀具的實際半徑是真實存在的,并且在切割的過程中,刀具的切割軌跡有很大,并不與編程軌跡相吻合,所以要想得到的工件表面與要求的標準相符,就應該使用刀具的半徑補償功能。
刀具半徑補償就是在數控加工的過程中要將刀具的實際軌跡的計算都由數控系統刀補指令來執行計算,這里需要編程人員將刀的半徑設為零,這樣就可以只考慮工具的輪廓形狀,然后在進行編程過程,其次我們在考慮刀具的半徑問題,這是我們可以把刀具的實際半徑存放在刀具半徑偏置器當中,在數控加工的過程中,數據系統會自動的算出正確的刀具軌跡,最終將工具正確的加工出來,從而保證了零件的完整性。
從數控加工中刀具的半徑補償功能的程序以后只能預讀出其后的兩個程序段,這也是此功能的一大弊端。
二、數控加工中刀具的半徑補償中過切現象及其預防方法
在數控加工的過程中,如果使用了刀具半徑補償功能就一定要注意一下幾項,從而使加工的工具更加符合標準,達到預計的編程效果:
(一)數控加工小于刀具半徑的內圓弧面
在數控加工小于刀具半徑的內圓弧面,如果我們在內圓弧面切割很有可能會造成過切現象的產生。在N10程序段加工的過程中,數控系統會自行停止在該點開始工作并且還會及時發出警報,數控系統如果在單一的程序段工作會使系統不能夠提前預讀后面的程序N15,因此在數控系統將N10段程序完成后就已經對工具造成了過切現象,完成的工具將不會符合預計的標準,如圖1所示: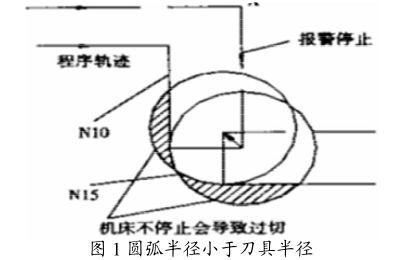
數控加工小于刀具半徑的內圓弧面,當要切割的圓角半徑大于使用的刀具的半徑才能切割出標準的工具,從而達到預計的標準,避免過切現象的產生。
(二)數控加工小于刀具直徑的溝槽尺寸
在切割的過程中,隨著刀具的不斷進入,刀具首先要與槽左側的表面相切割,在刀具越來越深入的過程中,刀具首先要經過o1點,此時切割已經進行到B點,這時已經產生了過切的現象,過切顯現產生在槽的左側槽面。當加工到AB段輪廓的時候,刀具中心的軌跡可以看做是o1~o2,這個過程與我們設計的編程范圍要相反,在這個過程中會產生過切的現象,所以數控系統也是會自行報警并且停止加工過程。
(三)數控加工小于刀具半徑的臺階
數控加工小于刀具半徑的臺階的過程中,我們可以參照2圖中所示的情況,我們用圓弧指令臺階,這是刀具半徑補償后的圓心軌跡和我們編程出來的軌跡是完全相反方向的,那么就有從B點運動到A點的運動軌跡,初始的矢量會被忽略掉,在圓弧上移動的那一部分也會不見,此時,刀具會作直線運動,直到運動到第二個矢量,在單程序模式,則數控系統會進行非正常工作,產生報警、自行停止工作的現象,如果不是單程序模式則會產生相反的效果,則數控系統會正常工作,會產生報警、自行停止工作的現象。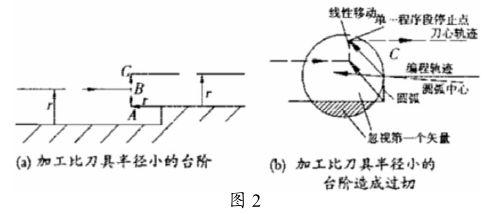
如果在數控加工的過程中采用直線程序加工臺階,那么整個加工的過程中就會正常運行,不會出現報警和自行停止工作的現象,能夠正確的完成工件的加工,但是會造成浪費的現象。
(四)數控加工刀具半徑補償的開始與Z軸的切入過程
在開始工具的加工前,首先將刀具的半徑補償加上,然后在進行Z軸的切入,如果想在最終的到的工具符合預計的標準,則需要在編程的過程中對加工程序的結構十分仔細。
下圖我們舉例說明,在空間直角坐標系的XOY平面內,在這里我們使用刀具半徑補償功能進行切割,將(0,0,100)看作是起點,由此點出發,在Z軸方向進行運動,如果我們進行了下面的切割過程,那么最終就會產生過切的現象,以往系統都會報警及自行停止,但是在這個過程是不會這種現象的。要想改變這種現象的方法,我們可以編程正確的程序,從而改變最終的結果。
本文對數控加工中心的過切現象分析和解決方法進行分析,從數控加工中刀具的半徑補償功能及數控加工中刀具的半徑補償中過切現象及其預防方法兩個大的方面進行了深入的研究分析,最終找出過切的原因及其最佳的解決辦法,從根本上解決問題。造成工件過切的原因還可以有零件的結構不合理而造成,如果在工件加工的過程中使用的刀具不合理也是會造成過切的現象,最重要的一點就是,在數控系統的程序編寫的過程中,一定要將程序編寫完整,否則也是會造成過切。因此,根據以上總結的過切的原因,在工件加工的過程中要十分注意,避免此類現象的發生,造成不必要的損失,已達到最大的效益。
參考文獻:
[1]趙曉強.加工空間曲面時過切的分析及處理[J].機械制造,1999, 07(13):11-13.
[2]許志洋,丁丹.數控車削加工中過切問題的研究[J].煤礦機械, 2011,03(09):24-26.
猜你喜歡
北京測繪(2022年5期)2022-11-22 06:57:43
儀器儀表用戶(2022年4期)2022-04-01 03:17:14
閱讀與作文(英語初中版)(2021年8期)2021-09-13 02:16:29
鐵道通信信號(2020年1期)2020-09-21 08:55:00
家庭影院技術(2020年2期)2020-03-25 13:27:36
模具制造(2019年3期)2019-06-06 02:10:58
鐵道通信信號(2019年12期)2019-05-21 03:06:54
通信電源技術(2018年5期)2018-08-23 01:16:34
中國設備工程(2017年8期)2017-05-10 07:49:26
數字通信世界(2015年10期)2015-12-21 12:22:54