大型油罐的施工技術(shù)要點
2014-10-21 19:53:35謝小波
科學(xué)時代·下半月 2014年12期
謝小波
【摘 要】油罐的制作與安裝工藝大同小異,在實際安裝過程中,還需要結(jié)合工程實際選擇科學(xué)、經(jīng)濟、合理的施工工藝。本文以某大型油罐工程為例探討了其施工技術(shù)要點。
【關(guān)鍵詞】大型油罐;防腐;底板
一、工程概況
本工程為3臺6000m3\2臺1000 m3\2臺100 m3\1臺50 m3拱頂鋼制油罐,共計8臺位于儲油庫區(qū)內(nèi)。油罐本體材料為美標(biāo)A283 Gr.C鋼,固定頂為60×6肋板與δ=6mm鋼板組成,壁板為8- 14mm厚鋼板組成,底板中幅板與弓形邊緣板由7 - 10mm厚鋼板組成。6000m3油罐總高度為15498mm,其中壁板高為12691mm,內(nèi)直徑為25700mm,外直徑為25850mm。全部采用弓形邊緣板和條形中幅板;邊緣板采用對接,中幅板采用搭接;罐壁采用對接結(jié)構(gòu)。本工程罐的體積較大,提高焊接質(zhì)量,控制焊接變形是關(guān)鍵,另整個儲罐施工在混凝土罐內(nèi),通風(fēng)和材料轉(zhuǎn)運需采用特別措施,且罐體防腐工程質(zhì)量要求高。
二、大型油罐的施工技術(shù)要點
(一)材料驗收
工程所用材料的質(zhì)量合格與否是決定工程質(zhì)量好壞的關(guān)鍵,也是交工驗收的主要內(nèi)容之一。所以,材料驗收是施工生產(chǎn)不可缺少的一個重要步驟。材料驗收及管理主要包括以下幾項內(nèi)容:
1.資料檢查
儲罐所選用的材料(鋼板、鋼管及其它型鋼)、附件、設(shè)備等必須具有相應(yīng)的合格證明書。當(dāng)無質(zhì)量證明書或?qū)|(zhì)量證明書有疑問時,應(yīng)進(jìn)行復(fù)驗,合格后方可使用。
2.外觀檢查
對儲罐所用的鋼板,嚴(yán)格按照規(guī)范標(biāo)準(zhǔn)API- 650 2012《壓力容器用鋼板》規(guī)定的相應(yīng)要求進(jìn)行驗收,逐張進(jìn)行外觀檢查,其表面質(zhì)量、表面銹蝕減薄量,劃痕深度等應(yīng)符合API- 650 2012的有關(guān)規(guī)定。
3.焊接材料驗收及保管
焊接材料應(yīng)具有質(zhì)量合格證,焊條質(zhì)量合格證書應(yīng)包括熔敷金屬的化學(xué)成分和機械性能,低氫型焊條還應(yīng)包括熔敷金屬的擴散氫含量。
(二)底板組裝
本方案罐底焊縫為對接形式。
1.基礎(chǔ)驗收合格后,以基礎(chǔ)中心和四個方位標(biāo)記為基準(zhǔn),畫十字中心線并標(biāo)注角度0°、90°、180、°270°,按排版圖進(jìn)行罐底墊板放線;吊車在罐基礎(chǔ)表面行走時要用平臺鋼板(δ=8mm)鋪墊,防止對基礎(chǔ)表面瀝青砂的損懷。.
2.底板鋪設(shè)的工序為:施工準(zhǔn)備→罐底放線→罐底邊緣板鋪設(shè)→罐底邊緣板組對→中間走廊板鋪設(shè)→大板鋪設(shè)→兩側(cè)走廊板鋪設(shè)→小不規(guī)則板鋪設(shè)→龜甲縫組對→大腳縫組對→收縮縫及剩余罐底焊縫組對。
3.邊緣板鋪設(shè)時,按0→90°、180→90°、0→270°、180→270°的方法進(jìn)行定位鋪設(shè),以確保鋪板的位置準(zhǔn)確,也要保證組對間隙的內(nèi)大外小的特點,邊鋪設(shè)邊用組合卡具固定。
4.中幅板的鋪設(shè)按從中心向外鋪設(shè)的順序先鋪條形板。
5.小板與邊緣板的組對待大角縫、收縮縫全部焊接完畢后,根據(jù)實際尺寸進(jìn)行下料切割,然后組對點焊。
6.罐底板組對技術(shù)要求:
(1)邊緣板間隙按內(nèi)大外小的原則,即外側(cè)間隙為6~8mm,內(nèi)側(cè)間隙為8~12mm;其底部與墊板要求緊貼,其間隙小于1mm;(2)中幅板與中幅板、中幅板與邊緣板的對接間隙及墊板規(guī)格按圖紙要求;(3)罐底板焊接完畢后,其局部凹凸度不大于50mm。
(三)罐壁組裝
罐壁板厚度自下而上分別為δ=14、12、10、8、8、8、8、(A283 Gr.C),共計7圈,采用凈料組對,無水正裝法進(jìn)行施工。
1.第一圈壁板組對前,按底圈壁板安裝圓半徑,在罐底板上劃出圓周線及底圈每張壁板的安裝位置線,并在安裝圓內(nèi)側(cè)100mm畫出檢查圓線,并打樣沖眼,做出標(biāo)記,第一圈壁板圍板前,邊緣板對接焊縫外端300mm應(yīng)打磨至與邊緣板上表面平齊。
在壁板組對立縫前,安裝好吊裝方帽和立縫組對方帽。壁板的吊裝用履帶吊車進(jìn)行,并使用平衡梁,防止吊裝變形,壁板逐張組對。安裝縱縫組對卡具,及方楔,以將壁板固定。整圈壁板全部組對后調(diào)整壁板立縫組對錯邊量,上口水平度及壁板的垂直度至符合設(shè)計和規(guī)范要求,并檢查1m高處任意半徑的偏差不超過±32mm。
第一圈壁板是控制整個油罐質(zhì)量的關(guān)鍵點,直接影響儲罐整體幾何尺寸和施工質(zhì)量,因此,必須嚴(yán)格控制第一圈壁板的水平度、垂直度、周長和橢圓度。相鄰兩壁板上口水平的允許偏差,不應(yīng)大于2mm,在整個圓周上任意兩點水平的允許偏差,不應(yīng)大于6mm;第一圈壁板的垂直允許偏差,不大于3mm;縱向焊縫的錯邊量,不大于1.5mm。
整圈壁板調(diào)整合格后,應(yīng)拆除卡具,安裝弧板,進(jìn)行立縫焊接,立縫焊接完畢后,進(jìn)行上口水平度復(fù)測,調(diào)整合格后,進(jìn)行第二節(jié)壁板安裝。
由于第一圈壁板在大角縫和收縮縫焊接時,底部均要收縮,為保證第一圈壁板焊后垂直度符合要求,采用“預(yù)傾斜補償”,即在圍第一圈壁板時,預(yù)先使壁板向內(nèi)傾斜6- 7mm,以抵消收縮,保證焊后垂直度。
2.第二圈壁板的安裝
按排版圖劃出第二圈每塊壁板立縫在底圈壁板上的安裝位置線。安裝背杠用以固定壁板,其間距宜為1.5m。壁板安裝就位,并在背杠位置上墊上墊板,壁板立縫組裝按照底圈壁板組裝進(jìn)行,壁板縱向、環(huán)向安裝見下圖。三至九帶板的組裝參照第二圈壁板的組裝方法。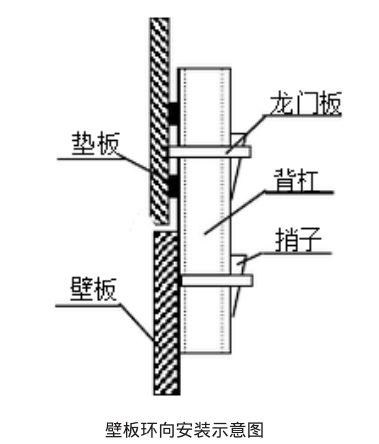
(四)拱頂安裝
該油罐罐頂為球形拱頂,拱頂為網(wǎng)殼結(jié)構(gòu),網(wǎng)殼安裝在頂圈壁板安裝完成并報驗合格后進(jìn)行,油罐拱頂安裝時,先安裝油罐頂層壁板,再安裝包邊角鋼,然后安裝拱頂胎架和拱頂,最后安裝拱頂附件。
1.包邊角鋼的組裝
拱頂安裝前先安裝頂層壁板(見壁板安裝),然后進(jìn)行包邊角鋼的安裝,安裝尺寸及焊接嚴(yán)格按圖紙要求進(jìn)行。
2.蒙皮胎架制作
蒙皮胎架由2道環(huán)向構(gòu)件、4道長徑向構(gòu)件、8道短徑向構(gòu)件和臨時支柱等組成,環(huán)型構(gòu)件、徑向構(gòu)件的節(jié)點安裝理論線與蒙皮下表面吻合。任意環(huán)向與徑向構(gòu)件的連接節(jié)點在Z向(高度)允差為2mm,在X、Y向(水平)允差為15mm。胎架制作完畢后安裝網(wǎng)桿和蒙皮。拱頂網(wǎng)架外購,蒙皮由中心向外對稱組焊。
3.網(wǎng)桿的組裝
網(wǎng)殼桿件采用不等邊角鋼∠125×80×8,組裝時按照網(wǎng)殼安裝說明書進(jìn)行組裝。
4.蒙皮的組裝
蒙皮的組裝按施工圖和網(wǎng)架生產(chǎn)廠家提供的安裝說明書進(jìn)行。采用“人”字形排版方式,在安裝前先進(jìn)行排版。頂板任意相鄰焊縫的間距,不得小于200mm;單塊頂板本身的拼接,可采用對接或搭接。頂板搭接寬度允許偏差為±5mm。
5.拱頂附件安裝
在拱頂板上劃出拱頂各附件的安裝定位線。按安裝定位線安裝拱頂欄桿。按安裝定位線安裝透光孔、量油孔、液位計安裝孔、溫度計安裝孔等。安裝拱頂板三組防滑角鋼踏步。
(五)防腐工藝
對于本次10000m3原油儲罐的防腐施工采用厚重型長效防腐涂裝體系,主要的施工要點如下:
1.噴砂前的鋼材表面處理和噴砂。噴砂處理前首先目測確定鋼材表面的銹蝕等級并做好記錄。噴砂采用機械干法噴砂。作業(yè)應(yīng)在天氣晴好的情況下進(jìn)行,空氣濕度<70%。噴砂完畢鋼材表面應(yīng)達(dá)到Sa2.5級。采用照片或樣塊對照法進(jìn)行檢驗;粗糙度達(dá)到40~80μm,用粗糙度檢測量具進(jìn)行測量。
2.無溶劑型防腐涂料一般屬于快速固化類,凝膠時間1~2 h,必須現(xiàn)配現(xiàn)用,一般建議每次配漆在10 kg以內(nèi),根據(jù)現(xiàn)場環(huán)境條件添加固化劑,攪拌均勻后在規(guī)定時間內(nèi)用完,使用完后必須及時用專用清洗劑清洗噴涂設(shè)備,以防涂料膠化堵塞槍管。
3.凝膠化特性受氣候、溫度、硬化劑含量、促進(jìn)劑含量及添加物影響,改變操作配方前,宜以小量試驗其膠化時間,以利于施工過程的控制。
4.每道涂層之間的施工間隔不低于2 h,保證上一道油漆的固化放熱峰過后(或表干后)才進(jìn)行下一道的涂裝。
5.涂層配套體系中所用產(chǎn)品均為多組份漆,配漆比例嚴(yán)格按產(chǎn)品說明書中所示比例配制。使用前將該漆充分?jǐn)嚢瑁匆?guī)定比例稱量。現(xiàn)配現(xiàn)用,并在1 h內(nèi)用完。涂裝施工時環(huán)境溫度應(yīng)在10~30℃,空氣濕度<80%。
6.水壓試驗后處理。罐體水壓試驗后,待水放凈(10~15 d),檢查內(nèi)壁表面可能出現(xiàn)的銹點,將其打磨至金屬本色,按涂裝工藝補涂至所需厚度。此工序可確保涂膜成型后的完整性,杜絕局部破壞。
參考文獻(xiàn):
[1]牛莉.20000 m3浮頂油罐罐底防變形施工技術(shù)[J].油氣田地面工程,2009年7期.
[2]孔凡華.高大砼薄殼穹頂結(jié)構(gòu)油罐施工技術(shù)[J].國防交通工程與技術(shù),2014年3期.
