龍鋼品種鋼生產(chǎn)工藝研究
2014-10-23 09:12:44習(xí)曉峰楊召鵬
天津冶金 2014年1期
關(guān)鍵詞:質(zhì)量
習(xí)曉峰,楊召鵬,羅 巖
(陜西龍門鋼鐵有限責(zé)任公司煉鋼廠,陜西韓城715405)
1 引言
隨著科學(xué)技術(shù)的不斷發(fā)展,各行各業(yè)對(duì)鋼材質(zhì)量的要求越來(lái)越高,45#鋼具有較高的屈服強(qiáng)度、抗拉強(qiáng)度和韌性[1],常用來(lái)制作機(jī)械零件、機(jī)械構(gòu)件、模具等[2-3]。該鋼種用量大、應(yīng)用范圍廣、具有較大市場(chǎng)需求[4]。
陜西龍門鋼鐵有限責(zé)任公司煉鋼新區(qū)現(xiàn)有120 t頂?shù)讖?fù)吹轉(zhuǎn)爐2座,八機(jī)八流弧形連鑄機(jī)2臺(tái),1300 t混鐵爐1座,KR、LF、VD等精煉設(shè)備各1套,具備年產(chǎn)鋼坯320萬(wàn)t的能力,主要以普碳鋼和低合金鋼為主。2011年計(jì)劃以45#鋼的開發(fā)為起點(diǎn),開發(fā)了3~5個(gè)品種鋼,實(shí)現(xiàn)產(chǎn)品結(jié)構(gòu)的優(yōu)化,進(jìn)一步提高企業(yè)的競(jìng)爭(zhēng)實(shí)力。
2 試制工藝
2.1 工藝流程
1300 t混鐵爐→鐵水包→120 t轉(zhuǎn)爐→LF精煉爐→8機(jī)8流方坯連鑄機(jī)→精整→轉(zhuǎn)運(yùn)軋制。
2.2 冶煉要點(diǎn)
轉(zhuǎn)爐頂?shù)讖?fù)吹,底吹全程吹氮,實(shí)行單渣不留渣操作。入爐鐵水必須測(cè)鐵水溫度、用爐前光譜分析鐵水成分兌鐵前報(bào)到轉(zhuǎn)爐爐前,要求溫度≥1300℃,[S]≤0.050%,大于0.050%時(shí)用KR預(yù)先進(jìn)行處理;[P]≤0.120%,帶渣量小于50 mm;廢鋼使用純凈廢鋼;要求污泥球+礦石單耗30~35 kg/t,保證早化渣和爐渣化透。用碳化硅、碳粉進(jìn)行增碳,凈化劑、硅鈣鋇終脫氧。
出鋼過(guò)程全程吹氣,出鋼后鋼包開至吹氬站軟吹2 min后取樣、爐前光譜分析數(shù)據(jù)。爐前依據(jù)光譜樣進(jìn)行喂碳線增碳至0.41%,喂完線起吊至精煉爐。吹氬工將當(dāng)爐爐前吹氬用氣流量傳遞至精煉爐;爐前工將成分傳遞單送至精煉爐。
各冶煉參數(shù)按如表1所示。
2.3 LF精煉爐
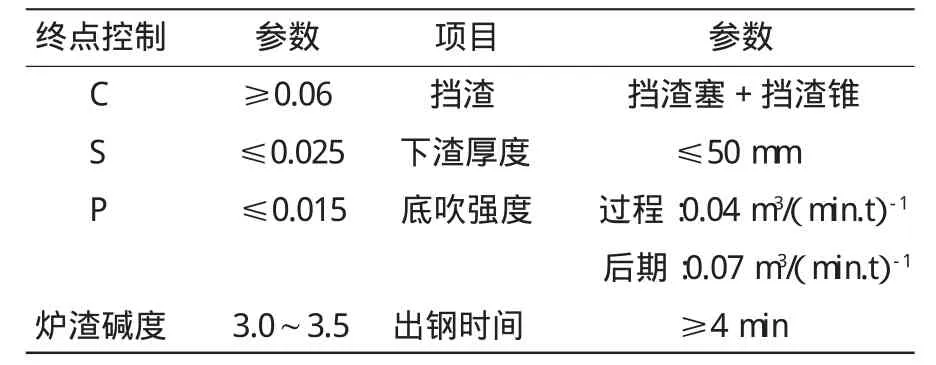
表1 冶煉控制技術(shù)參數(shù)
LF精煉過(guò)程中要求:精煉爐到站溫度1570~1580℃;精煉結(jié)束后定氧,(O)≤30×10-6;采用石灰+精煉渣造白渣埋弧操作,白渣時(shí)間≥15 min;精煉周期按40 min控制。
精煉、合金微調(diào)完成后每爐喂100 m鈣鐵線,軟攪拌時(shí)間≥8 min。
2.4 連鑄控制
大、中包采用全保護(hù)澆鑄,大包采用長(zhǎng)水口加墊圈。結(jié)晶器保護(hù)渣使用45#專用保護(hù)渣。拉坯速度控制在2.0~2.1 m/min;澆鑄周期為45 min。
配水表選用45#鋼專用配水表,二冷采用全水冷卻,冷卻強(qiáng)度:1.0 L/kg。中包溫度第一爐為1535~1555℃,正常爐次為1525~1545℃。結(jié)晶器采用電磁攪拌。
2.5 軋制要點(diǎn)
均熱溫度:(1100±30)℃;精軋溫度:880~900℃;吐絲溫度:850~870 ℃;風(fēng)機(jī):4臺(tái)。
3 試驗(yàn)結(jié)果
試生產(chǎn)3爐,共計(jì)379 t,鑄坯成分檢測(cè)及低倍組織全部合格。
3.1 試驗(yàn)成分(見表2、表3)
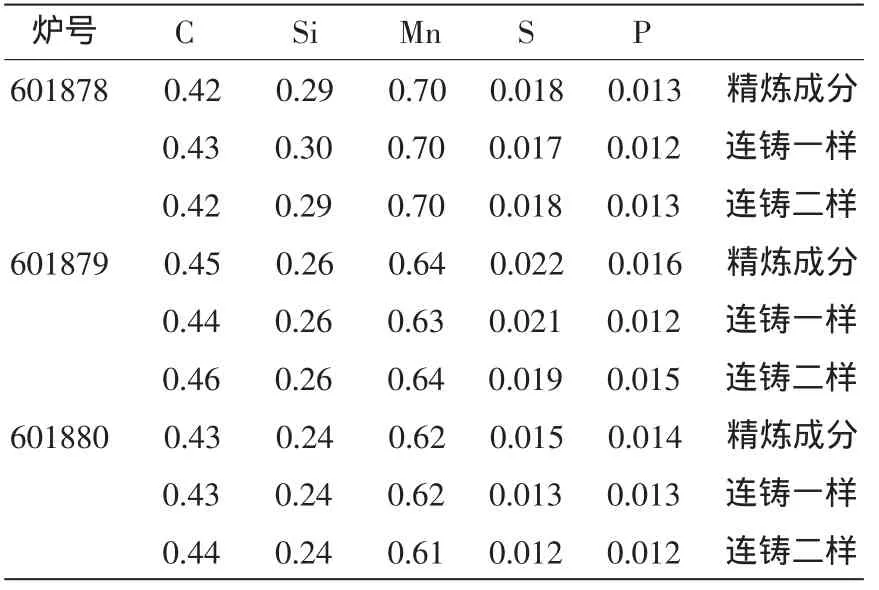
表2 鋼坯成分/%

表3 轉(zhuǎn)爐回P情況/%
3.2 精煉爐
精煉爐脫硫效率及精煉完鋼水氧含量見表4。

表4 精煉爐脫硫效率
3.3 連鑄
連鑄大、中包電磁攪拌使用正常,平均拉速1.9 m/min,第一爐中包溫度1543~1556℃,正常爐次中包溫度1533~1551℃,比水量1.0 L/kg。
3.4 鑄坯質(zhì)量
鑄坯檢測(cè)情況如表5所示,鑄坯的低倍樣如圖1、圖2所示。
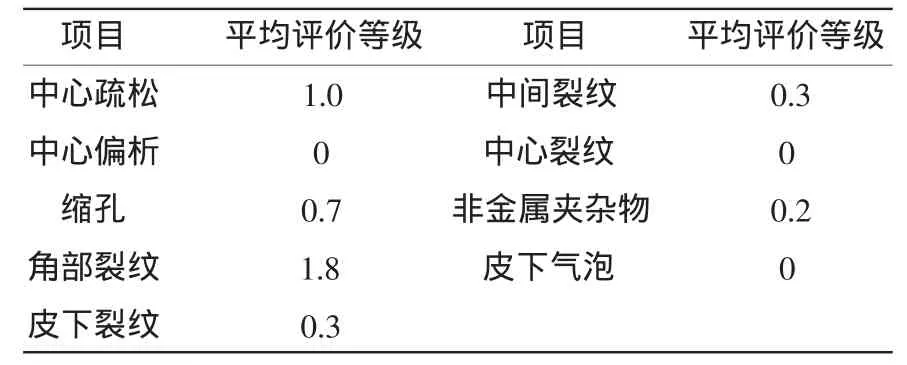
表5 鑄坯檢測(cè)情況
圖1 連鑄第一爐

圖2 正常爐次
本次生產(chǎn)共取低倍樣10組,各檢測(cè)項(xiàng)目均達(dá)到內(nèi)部控制標(biāo)準(zhǔn),個(gè)別流出現(xiàn)角部裂紋、中心疏松評(píng)級(jí)較高,主要試生產(chǎn),第一爐及正常爐次過(guò)熱度控制較高。
3.5 ?6.5盤條性能指標(biāo)
軋制成?6.5盤條性能,取10組鋼材樣分析性能指標(biāo),數(shù)據(jù)平局值Rel為491M P a,Rm為800M P a,A為27%,Z為44.1%。
4 分析及改進(jìn)措施
4.1 轉(zhuǎn)爐終點(diǎn)碳含量較低
龍鋼煉鋼老區(qū)60 t轉(zhuǎn)爐從2006年一直采用留渣操作,轉(zhuǎn)爐脫磷效率較高,而且石灰單耗與不留渣相比較下降約15 kg/t。新區(qū)轉(zhuǎn)爐也曾經(jīng)進(jìn)行了留渣操作的嘗試,平均石灰單耗降低約12 kg/t,成品磷平均下降了0.004%。但是由于120 t轉(zhuǎn)爐爐膛較大,留渣量變化較大,導(dǎo)致冶煉過(guò)程和終點(diǎn)控制變差,過(guò)程槍位較難控制、高溫噴濺爐次較多,而且終點(diǎn)溫度很不穩(wěn)定。而新區(qū)轉(zhuǎn)爐不留渣時(shí)過(guò)程非常平穩(wěn)(入爐鐵水每爐要測(cè)鐵水溫度、爐前光譜分析鐵水成分),終點(diǎn)溫度(1650±10)℃時(shí)達(dá)標(biāo)率可達(dá)到90%以上,倒?fàn)t渣中含鐵量比留渣時(shí)低2.3%,所以新區(qū)轉(zhuǎn)爐停止了留渣操作。本次試生產(chǎn)45#鋼考慮目前操作水平和原料狀況,特別是石灰質(zhì)量較差、終點(diǎn)碳較高時(shí)脫磷困難的因素,選取了拉低終點(diǎn)碳增碳的方法,雖然達(dá)到了預(yù)期效果,但從各鋼水質(zhì)量和消耗成本等方面考慮,還是應(yīng)該穩(wěn)定提高終點(diǎn)碳含量,下一步考慮采用雙渣操作,強(qiáng)化前期去磷效果,提高終點(diǎn)碳含量。
4.2 脫硫效率較低
本次試生產(chǎn)轉(zhuǎn)爐和精煉爐脫硫率都不高,主要原因是石灰質(zhì)量較差,尤其是石灰含硫量較高,要提高脫硫率降低成品硫含量,必須進(jìn)一步提高石灰質(zhì)量。要求供灰單位采取措施降低石灰和焦末中的硫含量,從源頭上降低硫負(fù)荷,控制石灰硫含量在0.060%以下。本次生產(chǎn)為降低原料帶來(lái)的硫影響,停用生鐵塊采用純廢鋼并將廢鋼量由15 t減少到10 t,終點(diǎn)硫較原來(lái)平均降低0.003%,這一點(diǎn)在冶煉品種鋼時(shí)必須堅(jiān)持。
4.3 裂紋及中心疏松
個(gè)別低倍樣角部裂紋、中心疏松評(píng)級(jí)較高,下一步通過(guò)精準(zhǔn)對(duì)中浸入式水口、降低鋼水過(guò)熱度、調(diào)整二冷對(duì)中等降低角部裂紋;通過(guò)降低鋼水過(guò)熱度、進(jìn)一步調(diào)整電磁攪拌頻率、電流,使電磁攪拌效果最佳,以消除中心疏松。
4.4 鑄坯表面顏色黯淡
由于使用全保護(hù)澆注,在比水量1.0 L/kg情況下鑄坯出二冷室表面顏色黯淡,個(gè)別低倍內(nèi)裂明顯,下一步降低比水量0.8~0.9 L/kg再行觀察。
5 結(jié)論
此次試生產(chǎn)確立的45#鋼生產(chǎn)工藝有效可行,經(jīng)檢驗(yàn)產(chǎn)品質(zhì)量完全滿足要求。試生產(chǎn)過(guò)程中得到以下結(jié)論:石灰質(zhì)量較差、終點(diǎn)碳較高時(shí)可導(dǎo)致脫磷困難,從經(jīng)濟(jì)角度考慮可以通過(guò)采用雙渣操作,強(qiáng)化前期去磷效果;石灰質(zhì)量較差是導(dǎo)致轉(zhuǎn)爐和精煉爐脫硫率的主要原因;通過(guò)降低鋼水過(guò)熱度和調(diào)整電磁攪拌可以消除中心疏松。
[1]趙亮,張朝暉,巨建濤,等.釩鐵與釩氮合金生產(chǎn)HRB500鋼筋的對(duì)比試驗(yàn)研究[J].熱加工工藝,2007,36(18):35-37.
[2]侯志慧,張艷良,崔日榮.45鋼生產(chǎn)實(shí)踐[J].天津冶金,2007(6):4-6.
[3]李建婷,鄭軼榮,馮捷,等.45#鋼連鑄板坯的生產(chǎn)實(shí)踐[J].鑄造技術(shù),2006,27(9):918-920.
[4]李京軍,夏文勇,阮細(xì)保.轉(zhuǎn)爐冶煉45優(yōu)質(zhì)碳素結(jié)構(gòu)鋼的生產(chǎn)實(shí)踐[J].江西冶金,2004,24(3):1-3.
猜你喜歡
中學(xué)生數(shù)理化·中考版(2022年10期)2022-11-10 09:37:42
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年12期)2022-02-14 07:08:42
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國(guó)生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(shè)(2018年6期)2018-04-22 03:16:54
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
