一種熔敷金屬力學(xué)性能測(cè)試用試板焊接工裝
2014-11-18 12:24:40郭永環(huán)范希營張亮許以軍李順才
機(jī)床與液壓 2014年20期
關(guān)鍵詞:變形設(shè)計(jì)
郭永環(huán),范希營,張亮,許以軍,李順才
(1.江蘇師范大學(xué),江蘇徐州 221116;2.徐州鴻源自動(dòng)化技術(shù)有限公司,江蘇徐州 221009)
焊接工裝是焊接工藝的重要組成部分[1],隨著計(jì)算機(jī)軟硬件技術(shù)的日益完善,計(jì)算機(jī)輔助工裝設(shè)計(jì)方法已成為主流[2],應(yīng)用數(shù)字化技術(shù)開展焊裝過程的模擬是預(yù)先發(fā)現(xiàn)焊裝過程中存在問題的最為有效方法之一[3]。焊接變形一直是焊接生產(chǎn)中需要面對(duì)和解決的問題,焊接變形不僅使焊接工件的尺寸難以滿足設(shè)計(jì)要求,而且造成安裝困難或影響產(chǎn)品美觀[4],因此生產(chǎn)上有時(shí)采用夾緊防變形的方式[5],然而這種方式將產(chǎn)生較大的焊接應(yīng)力。文中將設(shè)計(jì)一種熔敷金屬力學(xué)性能測(cè)試用試板焊接工裝,目的是減少焊接應(yīng)力,使工件能夠快速準(zhǔn)確定位,防止不同角度變形,減輕工人勞動(dòng)強(qiáng)度。
1 試板形狀及尺寸
熔敷金屬力學(xué)性能測(cè)試試板按GB/T 5117-1995制備,標(biāo)準(zhǔn)中規(guī)定試板在焊接前應(yīng)予以反變形或拘束[6],以防止角變形。試板的形狀及尺寸如圖1 所示。焊條直徑不同,最小板厚t 以及根部尺寸C 也不同。GB/T 5117-1995 標(biāo)準(zhǔn)中還規(guī)定:焊接的層數(shù)根據(jù)焊條直徑最少是5~7 層,最多是10~12 層,每層是兩道焊道。這樣當(dāng)焊工焊完一道焊道時(shí),需搬動(dòng)工件使工件旋轉(zhuǎn)180°,再進(jìn)行下一道焊道的焊接,增加了工人的勞動(dòng)強(qiáng)度。因此當(dāng)焊接的材料和厚度不同時(shí),所發(fā)生的角變形也不同(一般變形角度在30°以內(nèi)),因此反變形的工裝也不同。另外焊接前如果對(duì)工件進(jìn)行拘束,在工件中將產(chǎn)生較大的應(yīng)力,影響焊接質(zhì)量。因此需設(shè)計(jì)一種不對(duì)工件進(jìn)行約束的工裝,使工件自由變形。
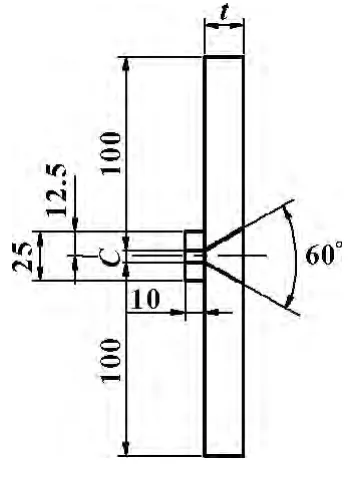
圖1 試板形狀及尺寸
2 焊接工裝
2.1 焊接工裝結(jié)構(gòu)簡圖
如圖2 所示,為熔敷金屬力學(xué)性能測(cè)試用試板焊接工裝結(jié)構(gòu)圖,支架12 安裝在夾具體1 上,鉸鏈軸10 穿過托板5 的兩個(gè)孔,托板5 的一端安裝到支架12 上,托板5 的另一端在支撐8 的作用下可以繞著鉸鏈軸10 轉(zhuǎn)動(dòng)所需要的30°以內(nèi)的任意角度。
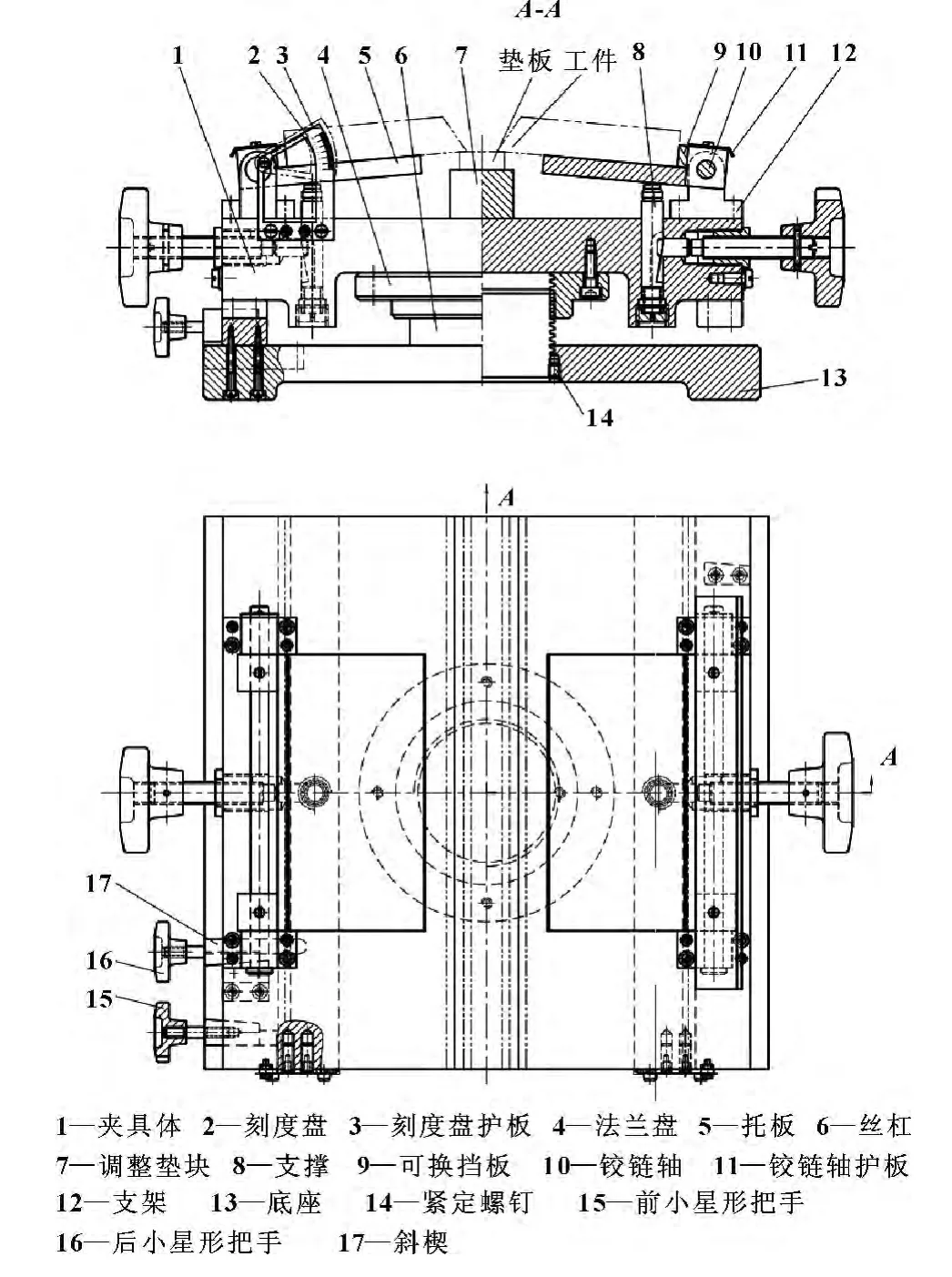
圖2 焊接工裝結(jié)構(gòu)圖
刻度盤2 安裝在夾具體1 上,刻度盤2 上的刻度分布中心與托板5 安裝工件用的上表面的回轉(zhuǎn)中心同軸,通過刻度盤5 可以讀出托板5 上工件的安裝角度。將托板5 調(diào)整到所需角度后,在調(diào)整墊塊7 下方塞入一定尺寸的塞尺,使工件和墊板接觸,以保證焊縫成形和防止燒穿。當(dāng)焊完一道焊道時(shí),抽出后小星形把手16,使與后小星形把手16 相連的斜楔17 也被抽出。將夾具體通過法蘭盤4 繞絲杠6 順時(shí)針(或逆時(shí)針)轉(zhuǎn)動(dòng)180°,插入前小星形把手15,與前小星形把手15 相連的斜楔實(shí)現(xiàn)夾緊,使夾具體固定不動(dòng),以方便下一道焊道的焊接。焊完之后,抽出前小星形把手15,再逆時(shí)針(或順時(shí)針)轉(zhuǎn)動(dòng)夾具體180°,插入后小星形把手16,進(jìn)行焊接,如此往復(fù),一直到焊接完畢。為了防止焊接迸濺,還安裝了鉸鏈軸護(hù)板11 以保護(hù)鉸鏈軸10,安裝了刻度盤護(hù)板3 用以保護(hù)刻度盤2。為了適應(yīng)不同試板的根部間隙,設(shè)計(jì)了不同尺寸的可換擋板9。
2.2 焊接工裝三維裝配圖
利用UG NX 7.0 的裝配模塊,對(duì)焊接工裝進(jìn)行三維裝配設(shè)計(jì),將零部件按照一定的約束關(guān)系組合在一起,檢查零件間的間隙及匹配,經(jīng)分析:各個(gè)零部件之間不存在工藝中的結(jié)構(gòu)性和空間性的干涉情況。焊接工裝的三維裝配圖如圖3 所示。
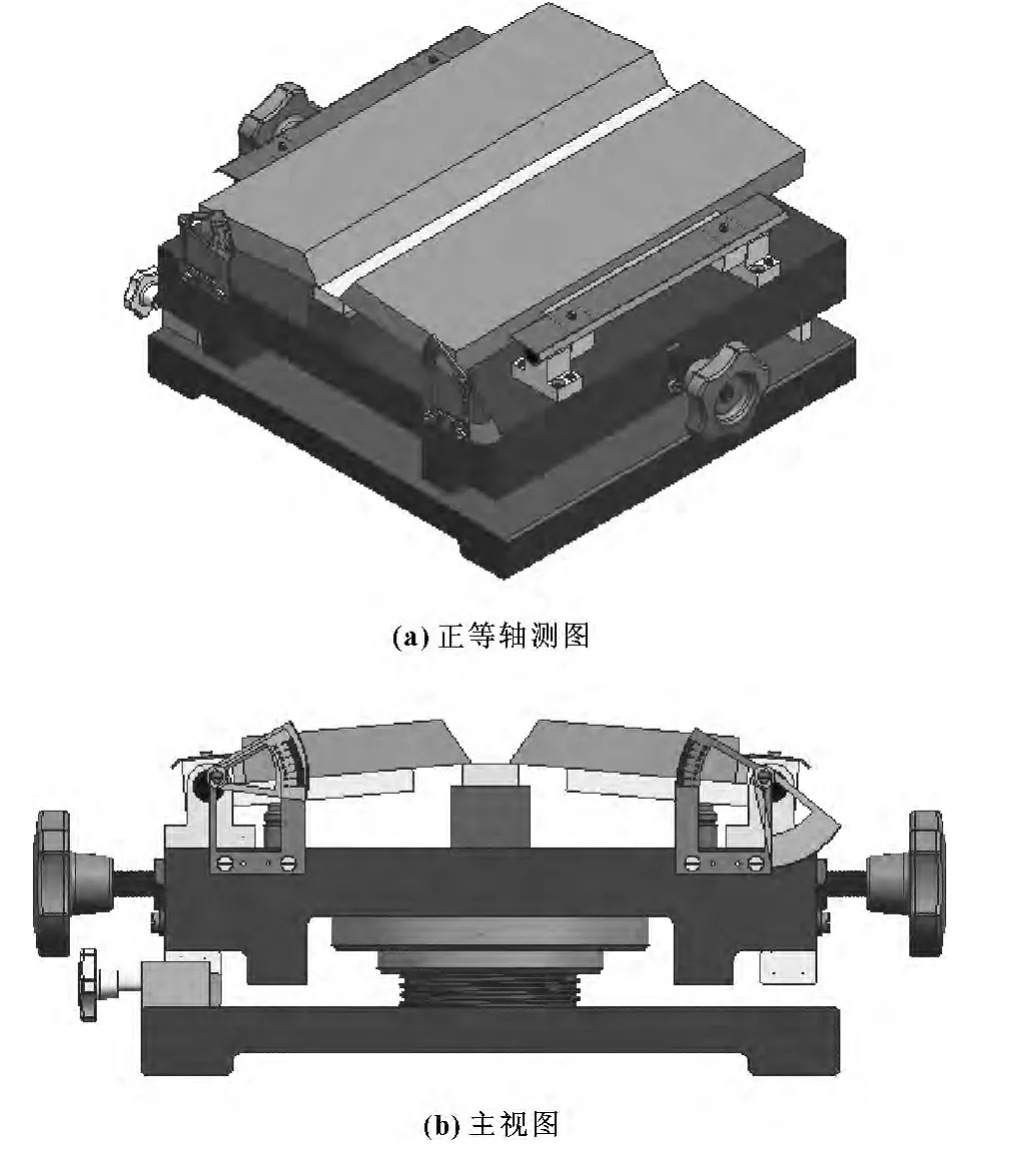
圖3 焊接工裝三維裝配圖
為了將裝配間的關(guān)系更加明確地表示出來,現(xiàn)對(duì)裝配圖進(jìn)行爆炸處理,各個(gè)零件間的關(guān)系如圖4所示。
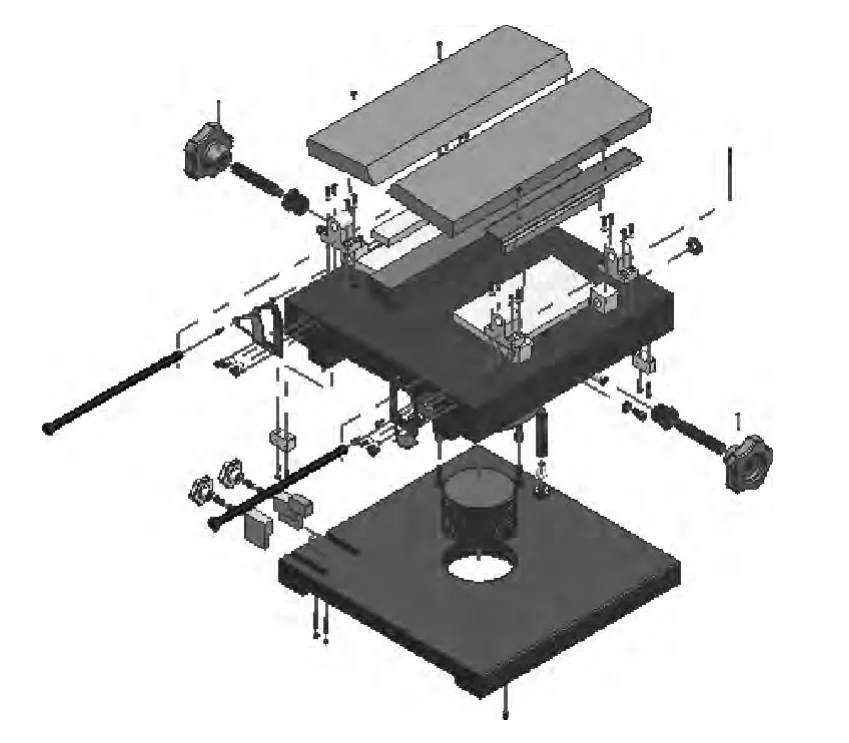
圖4 焊接工裝爆炸圖
2.3 焊接工裝結(jié)構(gòu)特點(diǎn)分析
該熔敷金屬力學(xué)性能測(cè)試用試板焊接工裝的特點(diǎn)是:
(1)夾具體1 不和焊接工位接觸;底座13 直接放在焊接工位上。夾具體1 可以繞絲杠6 在水平面旋轉(zhuǎn)180°并被快速夾緊。
(2)刻度盤2 上有刻度盤護(hù)板3;鉸鏈軸10 上有鉸鏈軸護(hù)板11。護(hù)板便于拆卸。
(3)設(shè)計(jì)了不同尺寸的可換擋板9,以適于不同焊接工件的快速裝配。
(4)絲杠6 在底座13 中由緊定螺釘14 緊定不動(dòng),保證了絲杠的穩(wěn)定性。
3 結(jié)論
(1)通過刻度盤、托板等零件的配合,能在一套工裝上完成多種變形角度的對(duì)接接頭裝配,避免了一種變形角度需要一種工裝的浪費(fèi)現(xiàn)象。
(2)夾具體能帶動(dòng)工件在水平面內(nèi)旋轉(zhuǎn)和快速定位,提高了生產(chǎn)率,減輕了工人的勞動(dòng)強(qiáng)度。
(3)焊接火花迸濺不到刻度盤及鉸鏈軸上,提高了焊接工裝的使用壽命。
(4)設(shè)計(jì)了不同尺寸的可換擋板,可以滿足不同焊接根部間隙裝配要求,避免了需要設(shè)計(jì)不同工裝的浪費(fèi)現(xiàn)象,降低了生產(chǎn)成本。
[1]單俊,熊震宇,顧網(wǎng)平,等.T 系列后簧后座機(jī)器人焊接夾具設(shè)計(jì)[J].電焊機(jī),2013,43(2):98-101.
[2]王琪,韓筱,周明春,等.UG 二次開發(fā)在專用車焊裝夾具中的應(yīng)用[J].機(jī)械設(shè)計(jì)與制造,2012(4):247-249.
[3]馬其華,任洪娟.白車身后側(cè)圍焊裝夾具設(shè)計(jì)與仿真[J].機(jī)械設(shè)計(jì)與制造,2012(11):239-241.
[4]李軍,張文鋒.機(jī)械擠壓矯正焊接變形的模擬與試驗(yàn)研究[J].材料科學(xué)與工藝,2013,21(1):134-137.
[5]李積俠.轎車排氣系統(tǒng)機(jī)器人焊接夾具的設(shè)計(jì)要點(diǎn)及柔性化[J].電焊機(jī),2013,43(2):94-97.
[6]全國焊接標(biāo)準(zhǔn)化技術(shù)委員會(huì).GB/T 5117-2012 非合金鋼及細(xì)晶粒鋼焊條[S].北京:中國標(biāo)準(zhǔn)出版社,2013.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
