車磨一體復合機床導軌裝配精度測量
2014-11-18 12:23:50于海蓮劉龍斌徐沖
機床與液壓 2014年20期
關鍵詞:測量
于海蓮,劉龍斌,徐沖
(中國工程物理研究院機械制造工藝研究所,四川綿陽 621900)
機床導軌是確定機床中主要部件相對位置的基準,同時也是運動的基準,其誤差與被加工工件的加工精度有著直接的關系。機床導軌的裝配是整個機床制造的關鍵工作,裝配過程中必須要保證各個零部件達到規定的形位精度,才能保證機床最終的設計精度要求[1]。導軌的裝配過程就是測量與修研、調整的過程,從而保證各零部件最終的尺寸、形狀和位置關系[2]。
1 導軌安裝結構及精度要求
車磨一體復合機床的導軌及主軸結構布局如圖1所示。車磨一體復合機床的車刀導軌和磨刀導軌是兩副獨立的恒壓外C 結構靜壓導軌,兩副導軌的幾何尺寸及精度要求均相同。液體靜壓導軌結構布局如圖2 所示。

圖1 車磨一體復合機床的導軌及主軸結構布局

圖2 液體靜壓導軌結構布局
機床可以通過一次定位,完成車削工藝及磨削工藝,可以在減小定位誤差的同時提高效率。該機床的各項精度要求較高,因此對導軌的各項精度要求也較高。機床導軌精度的主要項目為:單副導軌的運動直線度、兩副導軌與主軸的平行度。
由圖1 可以看出:X 方向為切削的敏感方向,即在單副導軌沿Z 方向運動過程中,導軌在X 方向產生的誤差會直接傳遞到工件。X 方向的誤差主要體現在單副導軌在XZ 水平面內的運動直線度及兩副導軌和主軸在XZ 水平面內的平行度。Y 方向為切削的次敏感方向,即在單副導軌沿Z 方向運動過程中,導軌在Y 方向產生的誤差會一定程度地傳遞到工件。Y方向的誤差主要體現在單副導軌在YZ 垂直平面內的運動直線度及兩副導軌和主軸在YZ 垂直平面內的平行度。機床導軌的精度要求見表1。

表1 車磨一體機裝配調試精度要求
2 單副導軌的運動直線度測量
導軌在XZ 水平面內的運動直線度是為控制工作臺在運動過程中的左右彎曲,其誤差會直接影響所加工工件的幾何精度,其影響程度遠超過在YZ 垂直平面內的運動直線度誤差[3]。單副導軌在YZ 垂直平面內的運動直線度是工作臺在沿Z 方向運動過程中的高低起伏,理想的精度是保持工作臺臺面始終與主軸的軸心線平行,否則也將一定程度上影響到車削(或磨削)時的背吃刀量[4]。
單副導軌的運動直線度測量采用節距測量法,每300 mm 為一個測量段。使用的測量儀器為300 mm 平晶及TT80 電感測微儀,其中平晶的直線度為0.1 μm/300 mm,TT80 電感測微儀的精度為0.07 μm,均可以滿足測量要求。直線度誤差是相對于測量基準(理想直線)而確定的[5]。圖3 為單副導軌在XZ 水平面內的運動直線度測量示意圖,這里平晶側面上的直線即是測量基準。

圖3 單副導軌在水平面內的運動直線度測量示意圖
測量步驟如下:(1)移動工作臺至導軌一端,按圖3 放置平晶及TT80 電感測微儀觸頭,調節電感測微儀觸頭與平晶適當接觸;(2)移動工作臺,電感測微儀觸頭至平晶另一端,微調平晶與導軌在水平面內的距離,使電感測微儀示值在平晶兩端處相同;(3)緩慢移動工作臺從平晶一端至另一端,記錄電感測微儀示值最大及最小時的位置Z 及相對坐標值Xi(平晶上某位置的測量示值與平晶兩端的測量示值之差);(4)移動平晶在導軌運動方向上的位置,重復前3 步;(5)利用作圖法對數據進行處理[6-7],如圖4所示,得到導軌在XZ 水平面內的運動直線度誤差為Xmax-Xmin。
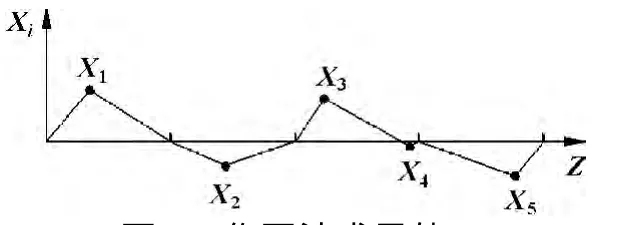
圖4 作圖法求導軌的運動直線度
3 兩副導軌和主軸的平行度測量
對于車磨一體復合機床,兩副導軌在XZ 水平面內的平行度誤差將直接影響軸類零件的圓柱度[8]。按照加工工藝的原則,應以主軸為基準分別調整車刀導軌、磨刀導軌與它的平行度。由于相關零部件的加工進度關系,主軸部件安排在最后裝配,因此文中先測量并調整兩副導軌的平行度至滿足要求,再調整主軸與其中一副導軌的平行度滿足要求。
兩副導軌在XZ 水平面和YZ 垂直平面內的運動平行度測量均采用300 mm 平晶及TT80 電感測微儀,測量方法相似。對于水平平面內的平行度測量,以平晶的一個側工作面為基準,采用節距測量法,步驟如下:(1)如圖5 所示放置平晶、表架及兩根電感測微儀觸頭;調整平晶水平位置,使其中一個電感測微儀觸頭在平晶兩端的示值相同;(2)調節兩根電感測微儀觸頭位置,保證兩者在垂直方向上的一條線上,且盡量接近但不干涉;(3)設置電感測微儀面板顯示為兩根觸頭示值之差;(4)同時移動兩副導軌,盡量保證兩者同步移動,記錄電感測微儀示值最大及最小時的位置Z 及相對坐標值(平晶上某位置的測量示值與平晶兩端的測量示值之差);(5)移動平晶在導軌運動方向上的位置,重復前4 步;(6)利用作圖法對數據進行處理,得到兩副導軌運行時在水平平面內的平行度誤差

圖5 兩副導軌在水平平面內平行度測量示意圖
主軸與單副導軌在水平平面內的平行度測量采用長檢驗棒及TT80 電感測微儀。測量方法:(1)如圖6 所示,放置表架于導軌的一端,調整電感測微儀觸頭于適當位置;(2)緩慢移動導軌,記錄電感測微儀示值的最大值與最小值,兩者之差即為主軸與單副導軌在水平平面內的運動平行度誤差。

圖6 單副導軌與主軸在水平平面內的運動平行度測量示意圖
4 結論
由此可以看出:床身導軌在水平面內的直線度、在垂直面內的直線度及導軌與主軸的平行度誤差,將會直接影響機床最終的加工精度。在裝配過程中,要經過多次的測量、分析才能保證床身導軌的精度。按照以上方法,對車磨一體機的導軌及主軸進行測量與調試,最終結果可以達到要求的精度指標。
[1]李恒熙,胡志玲.機床導軌誤差對機械加工質量的影響[J].機械制造與自動化,2006,35(3):34-35.
[2]向文良.超長直線滾動導軌精度的調試與測量[J].機械制造,2002,40(2):52-54.
[3]陳艷.磨床床身導軌精度分析[J].工藝與裝備,2005(4):57-58.
[4]韓麗娟,張立成,王幼勇,等.機床導軌直線度誤差的測量及數據處理[J].煤礦機械,2007(9):83-85.
[5]龐誠.直線滾動導軌精度特點分析與研究[J].機械設計與研究,1994(4):36-37.
[6]全國產品尺寸和幾何技術規范標準化技術委員會.GB/T 1958-2004 產品幾何量技術規范(GPS)形狀和位置公差 檢測規定[S].北京:中國標準出版社,2005.
[7]全國形狀和位置公差標準化技術委員會.GB/T1182-1996 形狀和位置公差通則、定義、符號和圖樣表示方式[S].北京:中國標準出版社,1997.
[8]雷賢卿,周彥偉,李言,等.機床導軌對主軸回轉軸線平行度的精密測量[J].工藝與檢測,2006(5):68-70.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
