圓盤剪刀軸有限元分析及優化設計
2014-11-22 11:44:30俞科斌李郝林陳吉勇
上海理工大學學報 2014年1期
俞科斌, 李郝林, 陳吉勇
(1.上海理工大學 機械工程學院,上海 200093;2.上海寶菱冶金設備工程技術公司,上海 201900)
隨著汽車、家電產業的快速發展,汽車用板和家電用板的剪切質量要求不斷提高,尤其是汽車板材,不僅強度高,其剪切精度要求也不斷提高,這對圓盤剪的切邊質量及其設備性能提出了更高的要求.當前,圓盤剪的主要結構形式為懸臂式,在剪切厚板或高強度鋼板時,剪切力明顯增大,要求圓盤剪刀軸具有足夠的強度、剛度,以確保高精度剪切來滿足產品質量要求.
根據某廠一套圓盤剪設備的實際工作參數,建立圓盤剪刀軸和相關零部件的三維模型,對其進行仿真分析,通過理論公式計算與有限元力學分析,研究刀軸變形對圓盤剪刀片的重疊量和側隙的影響,再利用Ansys Workbench軟件中的實驗數據法對刀軸進行優化設計分析,提出更加理想的設計方案.
1 圓盤剪技術參數
本圓盤剪是一套雙刀頭可旋轉式的被動剪,其基本結構由固定底座、寬度調整裝置、機架回轉裝置 及圓盤剪本體等組成,如圖1所示.
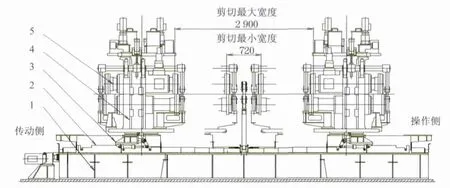
1.固定底座 2.寬度調整裝置 3.機架回轉裝置 4.本體 5.刀軸
圓盤剪的核心部件為圓盤剪本體,主要由本體機架、刀軸、刀盤、重疊量調整裝置和側向間隙調整裝置等構成[1].刀軸的三維模型如圖2所示.

圖2 上、下刀軸三維模型Fig.2 3D modle of top and bottom knife shaft
現介紹圓盤剪主要技術參數.
帶鋼規格.材質:普通冷軋鋼板和高強度鋼板;寬度:900~1 300mm;厚度:2~5 mm;抗拉強度:≤900 MPa;屈服強度:≤700 MPa;剪切速度:≤2m/s;切邊寬度:5~50 mm;機架打開寬度:750~2 900 mm;刀盤直徑:380~430 mm(其中,430mm為新刀直徑,380mm 為磨損后最小可用直徑);刀盤厚度:20~30mm(其中,30mm 為新刀厚度,20mm 為磨損后最小可用厚度);刀片重疊量調節范圍:-25~+20mm(上刀片),-20~+25mm(下刀片);刀片側向間隙調節范圍:-7~+3 mm(上刀軸移動,下刀軸固定).
2 刀軸受力分析與計算
對圓盤剪刀軸的分析,首先考慮刀軸的強度、剛度是否滿足工作要求,其次分析其受載荷后的變形情況,因為,刀軸的變形會直接影響圓盤剪刀片的重疊量以及側向間隙的變化.當這些參數處于不合理的數值時,會使得剪切力明顯增大,設備載荷增加,引起相關零部件的應力、應變增加以及零件變形、磨損加劇,帶鋼剪切質量下降,導致產品達不到規定要求.
根據材料力學理論,可將刀軸受力情況簡化為簡支梁模型,受力簡圖如圖3所示.
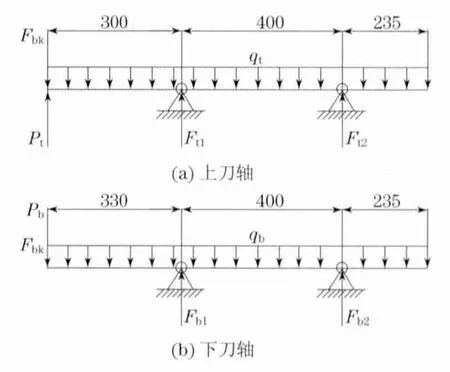
圖3 刀軸受力簡圖Fig.3 Force diagram of knife shaft
在圖3 中,Pt,Pb分別為上、下刀軸所受剪切力,大小相等,方向相反;Ftk,Fbk分別是上、下刀盤的重力;Ft1、Ft2為前后軸承對上刀軸的支撐力;Fb1,Fb2為前、后軸承對下刀軸的支撐力;qt,qb是上、下刀軸自身重力,以均布載荷的形式分布.
2.1 剪切力理論計算
根據圓盤剪實際尺寸參數和工作情況,采用村川正夫、前田楨三公式[2]計算剪切力F.
當刀片重疊量S≥0時,

式中,R 為刀片半徑,R=215mm;S 為刀片重疊量,取S=0.45 mm;h′為帶鋼厚度,厚度范圍2~3 mm,取h′=3 mm;σB為帶鋼強度極限,取σB=700 MPa;k1為刀片磨鈍影響系數,一般取k1=0.8;k2為應力轉化系數,一般取k2=0.75;計算得出剪切力F=21 500 N.
2.2 刀軸的撓度計算
圓盤剪刀軸主要約束為前、后兩處軸頸的軸承約束,載荷為軸端安裝刀盤處的剪切力作用.根據材料力學理論,將刀軸受載情況簡化為簡支梁模型[3].撓度

式中,l為剪切力作用點與軸承支撐點的軸向距離;E 為彈性模量,取E=210GPa;I 為刀軸的極慣性矩,I=1.47×108mm4.
計算得到上刀軸撓度為6.27×10-3mm,方向向上;下刀軸撓度為8.34×10-3mm,方向向下.
加工原料由湖北天越牧業有限公司從荊門當地采購收貯,玉米、豆粕、小麥麩、秸稈(主要為:玉米秸稈水分10%)、花生藤(水分9.7%)。
因此,在圓盤剪剪切過程中,上刀軸向上撓曲0.006 3mm,下刀軸向下撓曲0.008 3mm.上、下刀軸撓曲變形疊加后,由此引起圓盤剪刀片重疊量減小約0.014 7mm.從而可知,刀軸受力后引起的撓曲對刀片重疊量有一定的影響.
2.3 刀軸的轉角計算
刀軸產生撓度表明刀軸軸端在徑向發生了位移,而通過計算轉角就可以推出刀軸在軸向發生的位移.轉角

通過計算得到上刀軸的轉角為3.13×10-5rad,下刀軸的轉角為3.79×10-5rad.由此推出,上刀軸產生的轉角導致上刀刃剪切點的軸向位移為-0.003 6mm,下刀軸產生的轉角導致下刀刃剪切點的軸向位移為-0.004 4 mm.上、下刀刃位移疊加后,引起圓盤剪刀片側向間隙增大0.000 8mm.因刀片側向間隙的實際設定值為0.22mm,側隙變化量相對較小,故可忽略不計.
3 刀軸有限元分析
3.1 建立三維模型
現以上刀軸為例,利用Ansys Workbench進行有限元力學分析.在有限元分析前,先根據刀軸實際尺寸建立三維模型.為便于分析計算,對刀軸的部分細節進行合理簡化.選擇刀軸材料為合金結構鋼,同時設置好材料屬性,主要參數:密度ρ=7 850kg/m3,彈性模量E=210GPa,泊松比μ=0.3.
3.2 網格劃分
為得到精確的有限元分析結果,關鍵之一就是選擇合理的網格劃分方法.在Ansys Workbench中提供了多種網格劃分方法,如自動劃分法、四面體劃分法、六面體主導法、掃掠劃分法和多區劃分法[4].經過多次調試,選擇多區劃分法,并將網格尺寸控制參數設定為10mm 時,得到的分析結果較為理想、精確.上刀軸網格劃分后模型如圖4所示.

圖4 刀軸網格劃分Fig.4 Mesh modle of knife shaft
3.3 施加約束與載荷
刀軸的約束條件主要是在前后兩處軸頸的軸承約束,在Ansys Workbench中,軸承對刀軸的約束可定義成Cylindrical Support,即圓柱面約束.刀軸上的載荷主要是剪切力,由于剪切力是通過刀盤間接地作用在刀軸上,其在軸端圓柱面上的作用力分布類似于軸承載荷.為此,可將剪切力對刀軸的作用方式定義成軸承載荷的形式,大小為21 500N.另外,在剪切過程中,刀軸一直處于旋轉狀態,故在其上施加一慣性載荷,即旋轉,轉速為3rad/s.
3.4 求解與分析
對刀軸的分析主要有兩方面:一方面是分析刀軸的應力、應變分布情況,找出刀軸的薄弱環節,計算其強度能否滿足要求;另一方面是分析刀軸受載荷后的變形程度,特別是軸端安裝刀盤處的變形情況.當軸端在徑向發生變形時,會使刀片沿徑向產生位移,導致重疊量的變化;而在軸向發生變形時,則會影響刀片側向間隙.當刀片重疊量和側向間隙大小不合理時,剪切力就會顯著增大,圓盤剪的載荷也就隨之增加,切邊質量就會下降,甚至出現毛邊或剪不斷的情況,因此,在分析樹中添加刀軸等效應力、應變、總體變形以及軸端的徑向、軸向變形等分析項目.
上刀軸的應力分析結果如圖5所示.從應力分布云圖中可看出,刀軸最大應力約為8.1MPa.最大應力出現在軸承安裝處的軸肩附近以及刀軸軸端底部.從刀軸的強度方面考慮,其最大應力8.1 MPa遠小于其材料屈服強度700 MPa,所以,刀軸滿足強度要求.

圖5 上刀軸應力分布云圖Fig.5 Stress distribution of top knife shaft
上刀軸的總體變形分析結果如圖6(a)所示.從變形分析云圖中可以看出,刀軸的最大變形發生在軸端,最大變形量約為0.007 9mm.
由于圓盤剪刀盤安裝在刀軸軸端,且最大變形也發生在軸端,因此,進一步分析刀軸軸端的變形情況.刀軸軸端軸向變形和徑向變形分布如圖6(b)和6(c)所示.
從圖6(b)中可以看出,上刀軸軸端軸向最大變形發生在軸端底部,大小為0.003 0 mm,方向為x軸負方向.從圖6(c)中可以看出,上刀軸軸端徑向最大變形為0.007 5mm,方向為y 軸正方向.
同樣,對下刀軸進行分析后得出,最大應力約為8.2 MPa,刀軸的最大變形也發生在軸端,最大變形量約為0.008 8mm.軸端軸向最大變形發生在軸端頂部,大小為0.003 3mm,方向為x 軸負方向.軸端徑向最大變形大小為0.008 4mm,方向為y 軸負方向.
現對上、下刀軸綜合分析.如果將刀盤視為剛體,不考慮其變形影響,則上刀軸軸端軸向位移為-0.003 0mm,轉 換 到 上 刀 刃 剪 切 點 的 位 移 為-0.006 5mm;下 刀 軸 軸 端 軸 向 位 移 為-0.003 3mm,轉 換 到 下 刀 刃 剪 切 點 的 位 移 為-0.007 1mm.所以,上、下刀刃剪切點位移疊加后,其變化量為0.000 6mm,即上、下剪刃間的側向間隙增大了0.000 6mm,而刀片側向間隙量實際設定值為0.22mm,側向間隙變化量與設定值相差兩個數量級.因此,刀軸的變形對刀片側向間隙的影響很小.另一方面,上刀軸軸端徑向最大位移+0.007 5mm ,下 刀 軸 軸 端 徑 向 最 大 位 移-0.008 4mm 兩 者 疊 加 后,其 變 化 值 為0.015 9mm,即刀片重疊量減小了0.015 9mm,而刀片重疊量實際設定值為0.45mm.因此,對刀片重疊量有一定的影響.
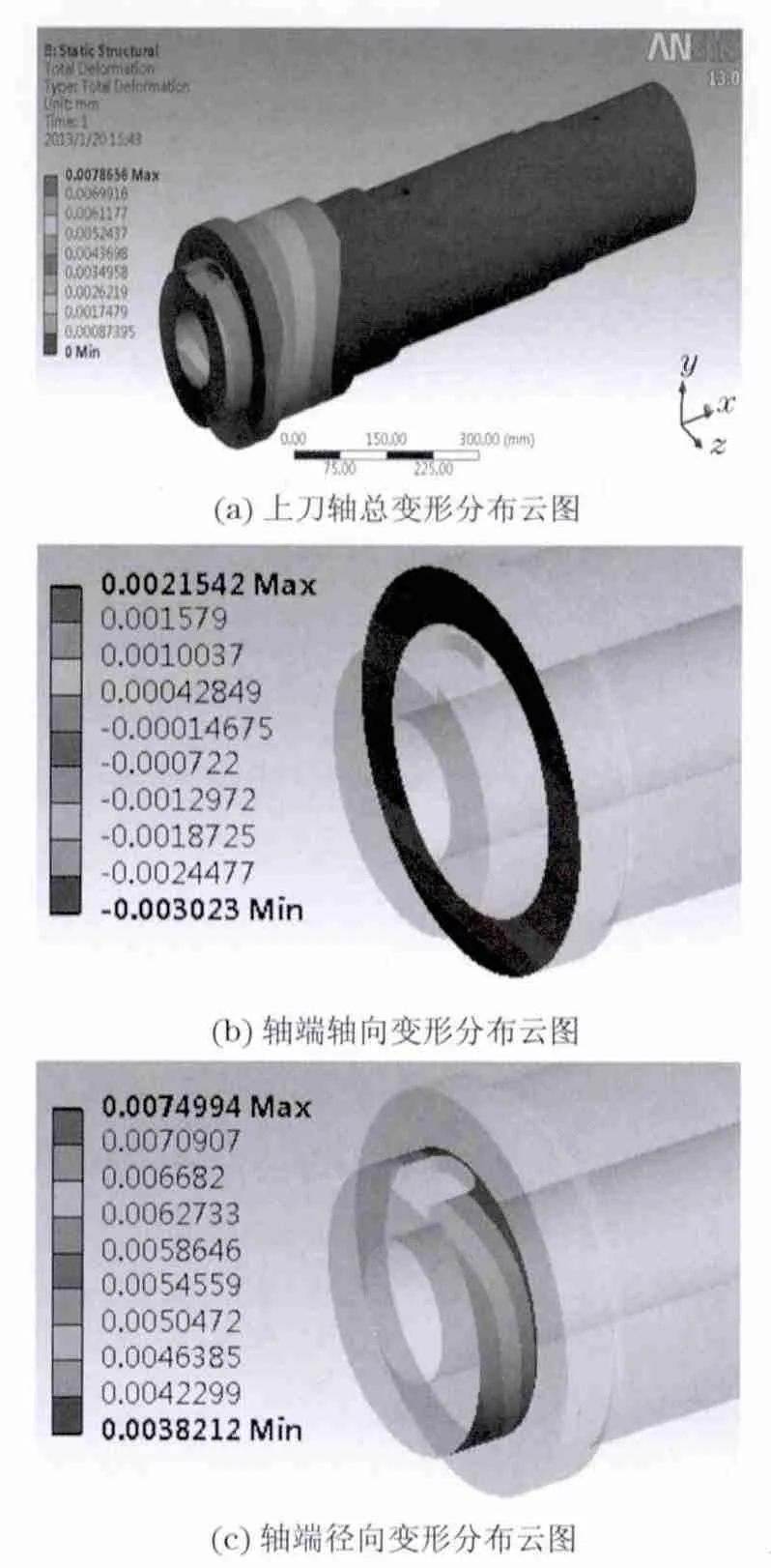
圖6 上刀軸變形情況Fig.6 Deformation of top knife shaft
4 刀軸結構優化設計
通過對刀軸有限元力學分析和理論計算分析,比較兩種分析得出基本一致的結論:原刀軸結構尺寸滿足強度、剛度要求,上、下刀軸受力后最大變形都發生在軸端安裝刀盤處,其變形對刀片側向間隙的影響非常小,可忽略不計,而對刀片重疊量有一定的影響.為此,利用Ansys Workbench對刀軸進行結構優化設計.
在Ansys Workbench 中,可 以 利 用Design Explorer模塊來進行產品性能的優化設計.通過對多個設計點的參數分析,并將這些設計點擬合成響應曲面或曲線,從而找出最佳設計點,實現優化設計.
4.1 參數設置
在Design Explorer中,主要有輸入、輸出和導出這3類參數.結合前面對刀軸有限元力學分析可知,刀軸的強度已滿足要求,結構優化主要是為了進一步提高剛度,減小其受力變形,為此,將刀軸軸端外徑和內徑定義成改變其結構的輸入參數,將刀軸的質量和最大總變形定義為目標輸出參數.其中,原刀軸的軸端外徑為200 mm,內徑為100 mm.采用實驗數據法,設置其它9個刀軸實驗設計點,外徑變化范圍:190~240 mm,內徑變化范圍:60~100mm,并定義設計變量類型為連續變量.
4.2 分析優化結果
在Design Explorer中,以中心組合的實驗設計方式[5],經過分析計算得出各設計點的求解結果如表1所示.其中,D 為軸端外徑,d 為軸端內徑,M 為刀軸質量,T 為刀軸最大總變形.從表1中可以看出,3號設計點的質量最小,但其變形最大;而4號設計點的變形最小,變形量為0.006mm,但質量較大.
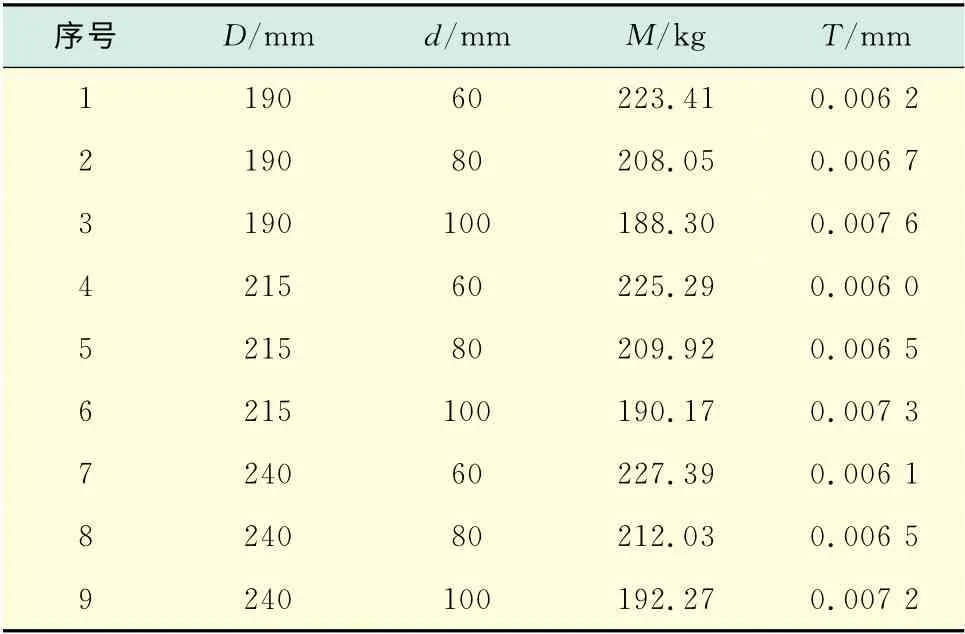
表1 設計點求解結果Tab.1 Solved result at design point
對表1設計點的求解結果進行分析得出:刀軸變形大致隨軸端外徑的增大而減小,隨軸端內徑的增大而增大;而刀軸質量與刀軸變形情況相反.圖7為軸端外徑與最大總變形關系曲線,從圖7中可看出,刀軸變形的最小值出現在D=230mm 附近,因此,可將刀軸軸端外徑定在230mm 較為合適.
刀軸內徑、外徑的選取會同時影響刀軸質量和變形.一方面,希望刀軸質量小,節省材料,降低成本;另一方面,希望刀軸變形小,避免影響刀片側向間隙和重疊量等相關剪切參數.綜合分析軸端內徑、外徑與刀軸質量以及刀軸最大總變形的關系,取刀軸內徑為80mm、外徑為230mm 時,刀軸的最大變形較小,且刀軸質量適中.
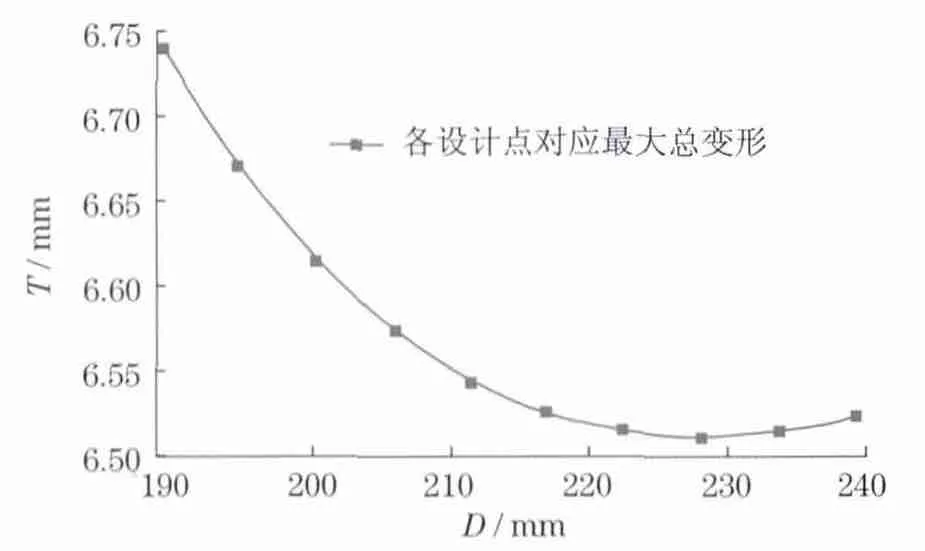
圖7 刀軸外徑與最大總變形關系曲線Fig.7 Curve of outer diameter vs maximum deformation
4.3 提出優化設計方案
通過以上分析,對原刀軸的部分尺寸進行修改,將軸端內徑從初始的100mm 改為80mm,將軸端外徑從初始的200mm 改為230mm.并以上刀軸為例,對優化后的刀軸進行再一次有限元力學分析,得出分析結果:刀軸最大應力為7.2 MPa(優化前,最大應力為8.1MPa),最大變形為0.006 5mm(優化前,最大變形為0.007 9mm),比原刀軸的應力分布和變形都有了改善.
5 結束語
通過理論計算分析和有限元力學分析這兩種方法,對圓盤剪刀軸進行了強度、剛度的分析計算,找出了刀軸的薄弱環節.重點分析了刀軸軸端變形對刀片側向間隙和重疊量的影響,并利用Ansys Workbench對刀軸進行優化分析、設計,提出更佳的設計方案.與理論計算相比,利用Ansys Workbench進行有限元分析更為直觀、方便,不僅能快速得到刀軸的應力、應變分布和變形、位移情況,而且能夠直觀地找出刀軸的最薄弱環節,并能進行進一步結構優化設計,為以后的產品設計提供參考依據.
[1]鄒家祥.軋鋼機械[M].北京:冶金工業出版社,2000.
[2]劉培鄂.圓盤式剪切機剪切力計算[J].鋼鐵,1996,31(8):55-60.
[3]劉鴻文.材料力學[M].北京:高等教育出版社,2004.
[4]凌桂龍,丁金濱,溫正.Ansys Workbench 13.0從入門到精通[M].北京:清華大學出版社,2012.
[5]李曉燕,王衛榮.壓鑄機合模機構的優化設計[J].上海理工大學學報,2000,22(2):175-179.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
電子制作(2018年18期)2018-11-14 01:48:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業技術(2016年15期)2016-12-01 05:31:22
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18