復合SPD制備超細晶6061鋁合金的組織及性能
2014-11-30 09:46:16劉兆華王曉琪陳亮偉起華榮史慶南
材料工程 2014年11期
關鍵詞:變形
劉兆華,王曉琪,陳亮偉,起華榮,史慶南
(昆明理工大學 材料科學與工程學院,昆明650093)LIU Zhao-hua,WANG Xiao-qi,CHEN Liang-wei,
晶粒細化是同時提高金屬材料強度并改善其塑性的有效手段之一。劇烈塑性變形(Severe Plastic Deformation,SPD)具有使多晶體材料的微觀組織細化至亞微米級甚至納米級的能力而備受關注,其中代表性的方法有高壓扭轉(High Pressure Torsion,HPT)、累積疊軋(Accumulative Roll Bonding,ARB)、等徑角擠壓(Equal Channel Angular Pressing,ECAP)及反復鐓 壓(Cyclic Channel Die Compression,CCDC)等[1-5]。等徑角擠壓因其具有設備和工藝簡單特點而尤其備受關注。等徑角擠壓是將試樣在沖頭的擠壓力作用下通過兩個相同通道的轉角處時,發生剪切變形,而試樣橫截面的形狀和面積保持不變[6]。反復鐓壓是將試樣放入一個內腔橫截面和試樣縱截面尺寸一樣大小的模具內,發生擠壓變形,試樣形狀和大小在變形前后保持相同時,停止擠壓,將試樣取出后旋轉90°后再次放入模具中進行擠壓,依次反復變形,直至晶粒得到細化[7]。
6061鋁合金具有成型性好、耐腐性強、強度高和耐高溫性能好等優點,被廣泛應用于航天、航空、兵器、電子、運輸和建筑等行業。國內外許多學者用等徑角擠壓方法對6061鋁合金進行變形和變形后的熱處理,并研究了其微觀組織和性能[8-10]。
劇烈塑性變形的特點是在不改變其試樣尺寸的條件下,試樣每經道次變形的應變量累積,多道次變形后獲得晶粒細小、組織均勻的塊狀金屬材料。本工作采用等徑角擠壓和反復鐓壓兩種大塑性變形方法組合的復合擠壓方法對6061鋁合金進行多道次變形,研究復合擠壓工藝對材料的微觀組織和力學性能的影響,并對其工藝的細化過程進行探討。
1 實驗材料與方法
試樣原料是商業6061鋁合金,其化學成分見表1。將原料用DK7732E型線切割機截取10mm×10mm×25mm的試樣,試樣經350℃,2.5h均勻退火,對模具和試樣與模具接觸面涂上MoS2潤滑劑。

表1 6061鋁合金的化學成分(質量分數/%)Table1 Chemical compositions of the 6061aluminum alloy(mass fraction/%)
實驗工藝流程圖如圖1所示。將準備好的試樣放入鐓壓腔內,使試樣和腔的中心保持重合(圖1(a));開始鐓壓變形,線段AB等于CD 時,停止鐓壓(圖1(b));取出試樣,旋轉90°,放入等徑角擠壓模具內,再開始擠壓變形(圖1(c)),壓下量達到(圖1(d))停止擠壓,第一道次復合變形結束。將試樣取出后放入鐓壓腔內(圖1(a))。以后復合擠壓變形過程中,在其中鐓壓結束后,試樣需按等徑角擠壓變形過程的BC路徑旋轉90°再進行等徑角擠壓變形。
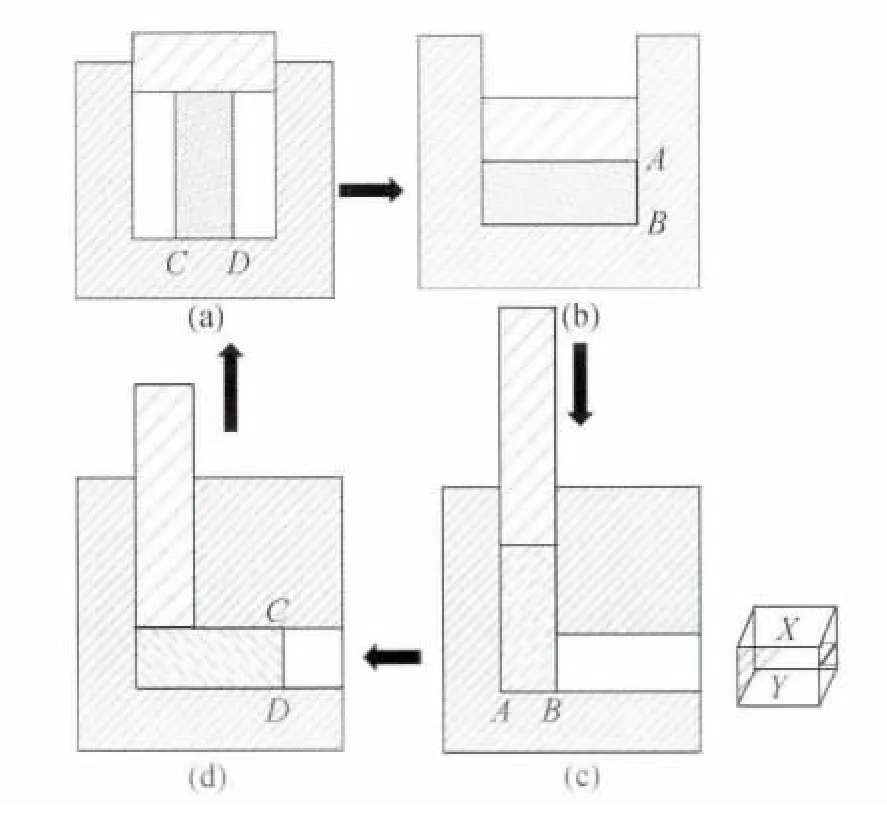
圖1 復合擠壓原理示意圖Fig.1 Schematic diagram of the principle of combined extrusion method
室溫條件下,在JYE-2000b液壓機上完成4道次復合擠壓變形。取擠壓后的試樣中間部分,線切割機切出10mm×10mm×1mm的薄片作為透射電鏡試樣。經粗磨、精磨和拋光后,在雙噴電解減薄器上進行減薄,其電解電壓為70V,電流為20A,電解液成分的體積比為:HClO4∶CH3COOH=1∶9。制備好的樣品在酒精中清洗,最后在TECNAI G2F20透射電子顯微鏡上進行微觀觀察,其加速電壓為120kV。將不同道次的試樣截取上下平行面,并拋光使表面無劃痕時,在HX-1型維氏顯微硬度計上測試8個點的硬度,在2kg載荷下保持10s,最后取其平均測量值。拉伸實驗在萬能電子試驗機AG-X上完成,拉伸應變速率為1.67×10-3s-1。
2 結果與討論
2.1 等效應變
等徑角擠壓變形過程中,應變量的大小主要取決于擠壓模具通道之間的內角φ和通道外角ψ,內角φ值大于或等于90°,外角ψ一般可以在0°~(π-ψ)。當ψ=0°時[2],其等效應變公式為

式中,N 代表材料重復EACP的次數。Iwahashi等[11]進一步考慮到外角ψ不同時,經過N 道次等徑角擠壓變形的等效應變ε的計算公式為:

從上式可知,當內角φ為90°時,外角ψ從0°增加到90°,材料經歷的等效應變從1.15減少到0.907。反復鐓壓變形可看著單向壓縮,等效應變公式為:

式中,h0為試樣的原始高度,h為試樣擠壓后的高度。本實驗是等徑角擠壓和反復鐓壓結合的大塑性變形方法,它的每道次的等效應變量是兩種等效應變量之和。本實驗等徑角擠壓模具的內角φ=90°,外角ψ=30°,h0=25mm,h=10mm,根據公式(2)和公式(3)知,每道次的累計等效應變為1.55。
2.2 微觀組織
圖2為6061鋁合金經過350℃,2.5h均勻退火后顯微結構的TEM圖,退火態的晶粒大部分為等軸晶粒,晶粒尺寸大約為1~2μm。同時,大量的析出物均勻地分布在晶粒內和晶界上。
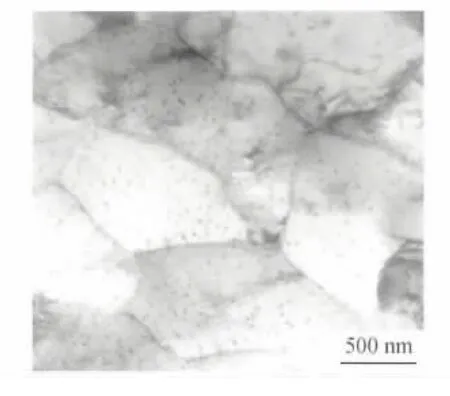
圖2 6061鋁合金退火態顯微結構的TEM圖Fig.2 TEM image of the microstructure annealed 6061Al alloy
圖3是第三道次變形中反復鐓壓變形后顯微結構的TEM圖。復合擠壓變形過程中,首先是鐓壓變形,即壓縮過程。試樣在受到擠壓力,達到臨界分切應力時,滑移系開始開動。圖3中A所示為平行的位錯滑移線。變形量增加,位錯密度也急劇增加,位錯之間相互交割,同時,位錯與溶質原子發生交互作用,位錯運動受阻會形成位錯塞積群,從而形成分布雜亂無章的位錯纏結,圖3矩形所示為網狀結構的位錯纏繞區(Dislocation-Tangle Zone,DTZ)。多晶體塑形變形時,由于各個晶粒取向不同,各晶粒的變形之間既是相互阻礙,又是相互促進的。變形量繼續增加,產生位錯的湮滅和重組,形成具有一定厚度的位錯墻(Dense-Dislocation Walls,DDWs)和近似等軸的位錯胞狀結構。位錯胞狀結構的胞壁是由一定厚度的高位錯密度的位錯纏結構成,而胞內的位錯密度較低。這種胞狀結構是外力引發位錯運動后為了降低整體材料的能量而產生的松弛結構[12]。從圖3中可知,還有由大量滑移位錯累積形成的小角度亞晶界。繼續加大變形量,位錯被吸進入亞晶界并發生重排形成大角度晶界。
壓縮過程中,位錯滑移時會使晶體轉動,轉動方向是滑移面趨于與力軸垂直,使晶體各部分相對外力的取向不斷改變,與X面大約呈40°。晶粒壓縮時,晶粒由等軸狀壓成扁平狀,形成變形帶,同時,等徑角擠壓變形過程會在兩個通道的相交處發生剪切變形,形成剪切帶。復合擠壓變形過程中,變形帶1和剪切帶2會相交發生相互作用,如圖3所示,使位錯向著有利于運動的方向滑移,從而使晶粒容易得到破碎和細化。
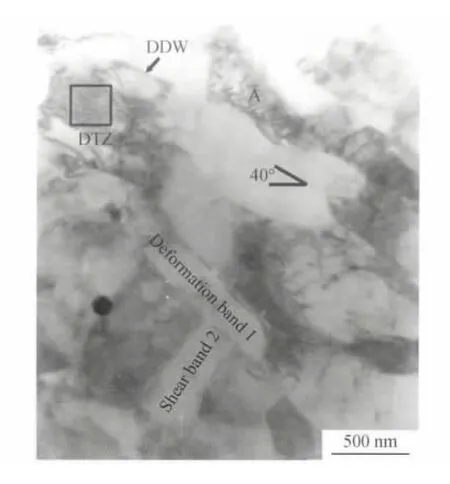
圖3 第三道次變形中的反復鐓壓變形后6061鋁合金微觀結構的TEM圖Fig.3 TEM image showing the microstructure of the 6061Al alloy after CCDC during the third deformation passes
圖4是第三道次變形中等徑角擠壓變形后微觀結構的TEM圖。圖中C區域代表高位錯密度區,A和B相對于C區域是無位錯區的亞晶粒。晶粒尺寸大于200nm的孤立位錯胞(Isolated Dislocation Cell,IDC),它在一個大晶粒內,從其他亞晶粒孤立出來,即它的晶界與其他晶粒的晶界不相遇。IDC中內部的位錯密度比它外部密度要高[13]。
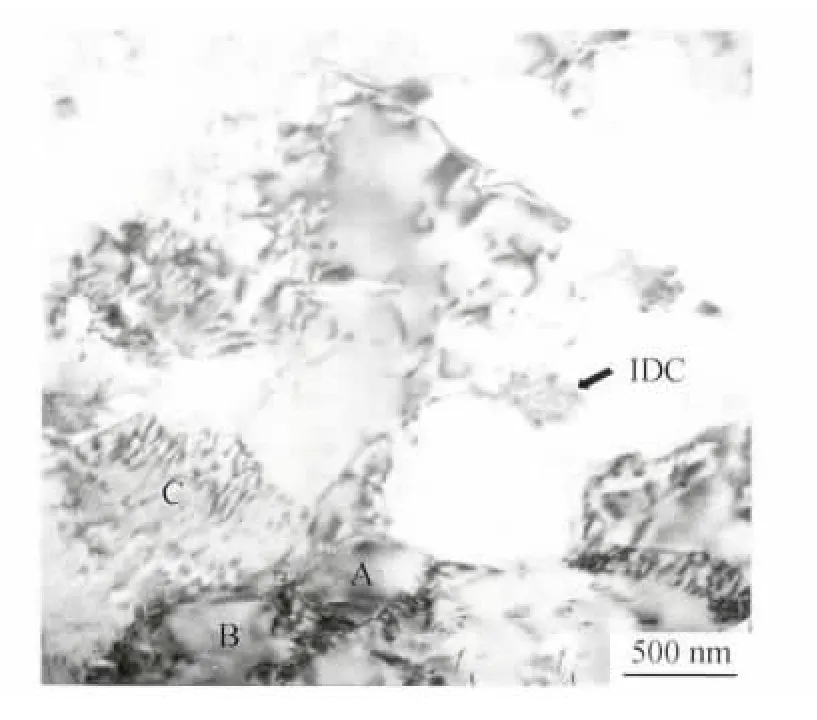
圖4 第三道次變形中的等徑角擠壓變形后6061鋁合金微觀結構的TEM圖Fig.4 TEM image showing the microstructure of the 6061 Al alloy after ECAP during the third deformation passes
圖5為第四道次復合擠壓變形后微觀結構的TEM圖。經過4道次復合擠壓變形后,成功獲得了晶粒尺寸大約為100nm至幾百納米的等軸超細晶鋁合金。鋁的層錯能為200×10-3J·m-2,故6061鋁合金為高層錯能金屬,變形量的累積使能量升高,促使位錯發生交滑移和小角度晶界發生遷移,從而發生動態恢復[14]。隨著過程的不斷進行,胞壁位錯糾結不斷地凝集使材料的整體位錯密度下降,形成清晰的小角度亞晶界或大角度晶界,組織趨于穩定。如圖5所示,許多晶粒是被大量的大角度晶界所分割而成。
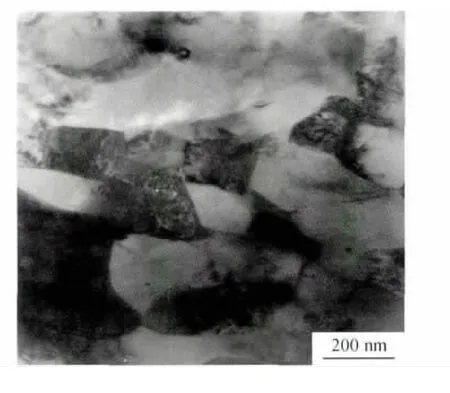
圖5 第四道次復合擠壓變形后6061鋁合金微觀結構的TEM圖Fig.5 TEM image of the microstructure of the 6061Al alloy during the fourth deformation passes of combined extrusion
2.3 細化過程
根據上述實驗結果,晶粒細化的總體過程可示意性如圖6所示,原試樣為退火態組織,為粗大的等軸晶粒。首次鐓壓變形后,試樣在擠壓力的作用下,晶粒沿徑向被拉長,呈扁平狀,晶粒細化不明顯,主要是形狀發生變化。試樣再經過等徑角擠壓模具中兩個通道處時,晶粒大約沿45°方向被剪切[15],扁平的晶粒將在剪切力的作用下大面積的破碎。經過多道次鐓壓和等徑角擠壓變形后,晶粒尺寸更加顯小,細化效果更佳顯著,實現晶粒細化的目的。
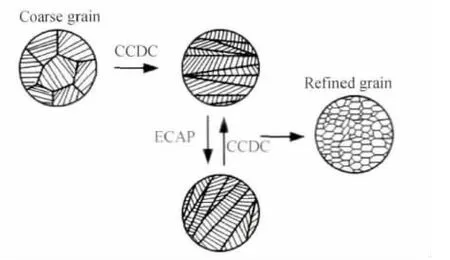
圖6 復合擠壓導致晶粒細化的過程示意圖Fig.6 Schematic diagram of refining grain process by CCDC+ECAP
2.4 力學性能
硬度是金屬材料力學性能中最常用的一個性能指標。圖中0代表未變形的退火態試樣。一道次復合變形后試樣的顯微硬度明顯上升,隨道次的增加,在X、Y、Z面上都呈增長趨勢,如圖7所示。試樣X面顯微硬度從31.4HV增加到70.8HV,Y 面顯微硬度從27.8HV增加到55.5HV,Z 面顯微硬度從27.8HV增加到58.2HV,三個面的硬度值都增加了1倍多。
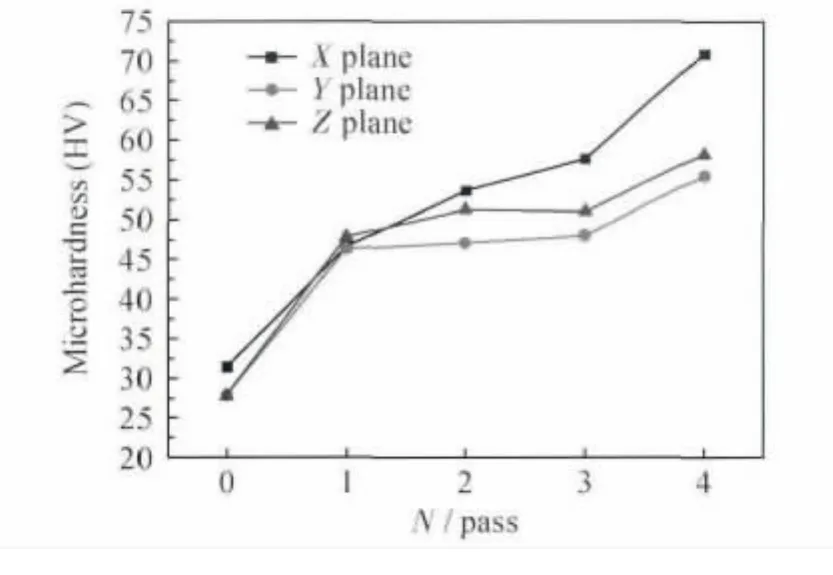
圖7 變形道次對6061鋁合金顯微硬度值的影響Fig.7 Effect of the number of deformation pass on themicrohardness of the 6061Al alloy
圖8為等徑角擠壓和復合擠壓變形道次與鋁合金的抗拉強度之間的關系圖。未變形的退火態試樣的抗拉強度為165MPa,一道次變形后,等角擠壓變形試樣的抗拉強度為222.3MPa,復合擠壓變形試樣為236.5MPa,一道次變形后其抗拉強度增加最多,直線的斜率最陡。經過四道次變形,等徑角擠壓變形試樣的抗拉強度為349.3MPa,而復合擠壓變形試樣的為402.7MPa。隨道次的增加,鋁合金的抗拉強度顯著提高,復合擠壓試樣的抗拉強度明顯比等徑角擠壓變形的高。
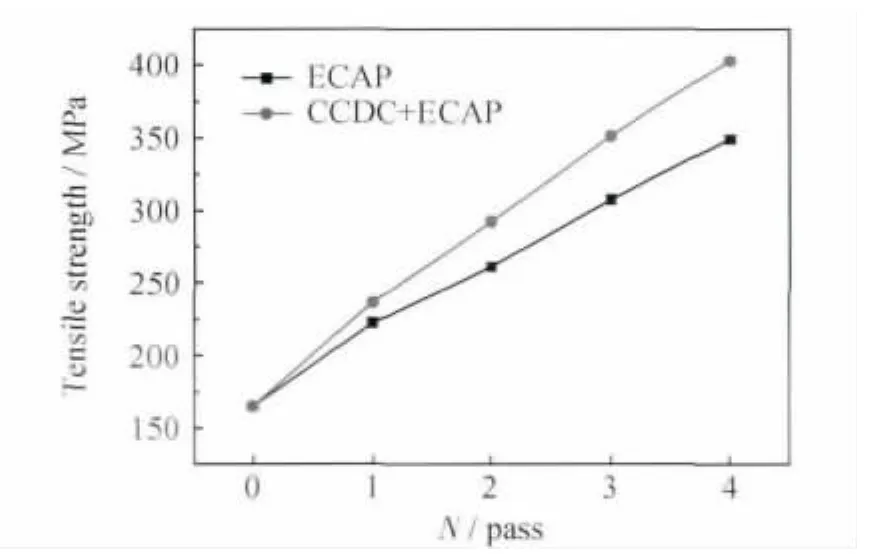
圖8 6061鋁合金抗拉強度與變形道次的關系Fig.8 The tensile stress of the 6061Al alloy vs deformation pass
圖9為等徑角擠壓和復合擠壓變形道次與伸長率之間的關系。未變形的退火態試樣的伸長率26.8%,經過四道次變形,等徑角擠壓變形試樣的伸長率為15.8%,復合擠壓變形試樣的為9.7%。隨道次增加,鋁合金的伸長率急劇下降,復合擠壓變形試樣的伸長率比等徑角擠壓變形試樣下降顯著。

圖9 6061鋁合金伸長率與變形道次的關系Fig.9 The elongation of the 6061Al alloy vs deformation pass
3 結論
(1)反復鐓壓和等徑角擠壓組合的復合擠壓變形是一種制備超細晶金屬材料切實有效的方法。經4道次復合擠壓變形后,獲得了平均晶粒尺寸大約為100nm至幾百納米的等軸超細晶6061鋁合金。
(2)復合擠壓變形過程中的等效應變是可累積的。每道次復合擠壓變形的有效等效應變為1.55。
(3)經過四道次變形后,6061鋁合金試樣的硬度值增加了1倍左右,其抗拉強度隨道次增加而顯著提高,但伸長率下降同樣明顯,復合擠壓變形對試樣的力學性能的影響比等徑角擠壓變形更加劇烈。
[1]AZUSHIMA A,KOPP K,KORHONEN A,et al.Severe plastic deformation(SPD)processes for metals[J].CIRP Annals-Manufacturing Technology,2008,57(2):716-735.
[2]王曉溪,李萍,謝克敏,等.等徑角擠鈕變形過程中純鋁粉體材料的顯微組織與力學性能[J].航空材料學報,2013,33(2):13-18.WANG Xiao-xi,LI Ping,XIE Ke-min,et al.Microstructure characteristics and mechanical properties on consolidation of pure al particles through equal channel angular pressing and torsion[J].Journal of Aeronautical Materials,2013,33(2):13-18.
[3]GHOSH K S,GAO N,STARINK M J.Characterisation of high pressure torsion processed 7150Al-Zn-Mg-Cu alloy[J].Materials Science and Engineering:A,2012,552:164-171.
[4]WAN J L,SHI Q N,QIAN T C,et al.Recrystallized microstructural evolution of UFG copper prepared by asymmetrical accumulative rolling-bonding process[J].Transactions of Nonferrous Metals Society of China,2010,20(4):559-563.
[5]任國成,趙國群.AZ31鎂合金等通道轉角擠壓應變累積均勻性分析及組織性能研究[J].材料工程,2013,(10):13-19.REN Guo-cheng,ZHAO Guo-qun.Homogeneous deformation analysis and microstructure properties study of AZ31magnesium alloy in multi-pass equal channel angular pressing[J].Journal of Materials Engineering,2013,(10):13-19.
[6]LANGDON T G.The principles of grain refinement in equalchannel angular pressing[J].Materials Science and Engineering:A,2007,462(1):3-11.
[7]GUO W,WANG Q D,LIU M P,et al.Microstructure and mechanical performance of AZ31-1.7wt.%Si alloy processed by cyclic channel die compression[A].Nanomaterials by Severe Plastic Deformation:NanSPD5[C].Switzerland:Trans Tech Publications,2011:457-461.
[8]KHAN A S,MEREDITH C S.Thermo-mechanical response of Al 6061with and without equal channel angular pressing(ECAP)[J].International Journal of Plasticity,2010,26(2):189-203.
[9]KIM J H,HWANG S K,IM Y T,et al.High-strength boltforming of fine-grained aluminum alloy6061with a continuous hybrid process[J].Materials Science and Engineering:A,2012,552:316-322.
[10]FU M W,THAM Y W,HNG H H,et al.The grain refinement of Al-6061via ECAP processing:Deformation behavior microstructure and property[J].Materials Science and Engineering:A,2009,526(1-2):84-92.
[11]IWAHASHI Y,WANG J T,HORITA Z,et al.Principle of equal-channel angular pressing for the processing of ultra-fine grained materials[J].Scripta Materialia,1996,35(2):143-146.
[12]余永寧.金屬學原理[M].北京:冶金工業出版社,2007:408-410.
[13]HUANG J Y,ZHU Y T,JIANG H,et al.Microstructure and dislocation configurations in nanostructured Cu processed by repetitive corrugation and straightening [J].Acta Materialia,2001,49(9):1497-1505.
[14]羅許,史慶南,劉韶華,等.6061鋁合金超細晶制備及其組織性能的研究[J].材料熱處理學報,2009,30(3):71-75.LUO Xu,SHI Qing-nan,LIU Shao-hua,et al.Study on microstructure and properties of ultra-fine-grain 6061aluminium alloy[J].Transactions of Materials and Heat Treatment,2009,30(3):71-75.
[15]NMKASHIMA K,HORITA Z,NEMOTO M,et al.Development of a multi-pass facility for equal-channel angular pressing to high total stains[J].Materials Science and Engineering:A,2000,281(1):82-87.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
