異形零件加工精度提升探索
2014-12-02 01:32:40寧夏小巨人機床有限公司銀川750002宋學(xué)寧
金屬加工(冷加工) 2014年4期
寧夏小巨人機床有限公司 (銀川 750002)陳 斌 宋學(xué)寧 徐 杰
任何機床機械部分高精度是一切設(shè)計制造的最理想狀態(tài),而實際的工作母機固有精度就決定生產(chǎn)零件加工精度。再者,機床不論精度高與低,經(jīng)過一定年限的使用,自然磨損、操作不當撞機精度修復(fù)等,都會出現(xiàn)精度下降、或者在一定程度上無法修復(fù)。那么,依靠原有的加工方法、夾具,要加工理想的零件,就會遇到很多困難,并且不能達到目的。
本文基于以上問題,與生產(chǎn)實際相接合,來介紹在異形零件加工精度提升方法上取得的經(jīng)驗成果。
從大量的數(shù)據(jù)中進行分析,可得出影響加工精度的因素:工藝、設(shè)備、環(huán)境、人員和材料。
1.材料對加工精度的影響
材料內(nèi)部結(jié)構(gòu)分子,受溫度變化影響,在一定的范圍內(nèi)會出現(xiàn)變化,就會影響零件精度。如毛坯材料從-15℃轉(zhuǎn)入20℃環(huán)境進行加工,沒有恒溫處理,和恒溫24h 后再次測量,結(jié)果將會發(fā)生大的變化。根據(jù)經(jīng)驗數(shù)據(jù)得出:粗加工后材料必須恒溫8h,精加工后送檢前恒溫5h。
2.環(huán)境溫度對機床的影響
機床開機前處于冷狀態(tài),開機后經(jīng)過局部短時間運作就會出現(xiàn)機床內(nèi)部各部件的溫差,產(chǎn)生熱變形;在加工過程中,電動機的旋轉(zhuǎn)、移動部件的移動、切削等都會產(chǎn)生熱量,且溫度分布不均勻,造成溫差,使數(shù)控機床產(chǎn)生熱變形,這些都會影響零件加工精度。采用暖機運轉(zhuǎn)、采用樣件不斷擴孔、向里繼續(xù)切面的方法驗證機床狀態(tài)和補正過程實施,來保證加工精度。
根據(jù)經(jīng)驗數(shù)據(jù)得出:機床開機后必須做3h 熱運轉(zhuǎn),并且在一個精加工時期,機床需要處于24h 運作狀況,使用樣件加工的方法檢驗機床的狀態(tài)!
3.設(shè)備精度對加工精度的影響
機床的精度包括幾何精度、傳動精度、定位精度及工作精度等。而機床的加工精度是衡量機床性能的一項重要指標。所以機床本身的精度又是影響加工精度的一個重要的因素。以下因素都會影響到零件的加工精度:由于切削力、夾緊力的作用,機床的零、部件會產(chǎn)生彈性變形;在機床內(nèi)部熱源(如電動機、液壓傳動裝置的發(fā)熱,軸承、齒輪等零件的摩擦發(fā)熱等)以及環(huán)境溫度變化的影響下,機床零、部件將產(chǎn)生熱變形;由于切削力和運動速度的影響,機床會產(chǎn)生振動;機床運動部件以工作速度運動時,相對滑動面之間的油膜及其他因素的影響,其運動精度也與低速下測得的精度不同;所有這些都將引起機床精度的變化,影響工件的加工精度。
再者,機床不論精度高與低,經(jīng)過一定年限的使用,自然磨損、操作不當撞機精度修復(fù)等,都會出現(xiàn)精度下降、或者在一定程度上無法修復(fù)。那么,依靠原有的加工方法、夾具,要加工理想的零件,就會遇到很多困難,并且不能達到目的。如圖1所示。
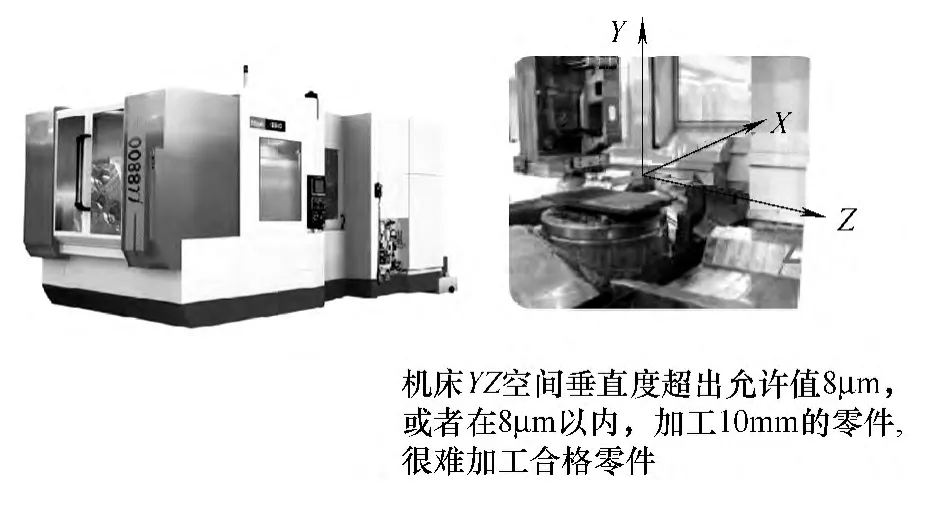
圖1 設(shè)備的影響
小結(jié):使用比零件加工精度更高一級的設(shè)備,還需要定期點檢設(shè)備,掌握設(shè)備的狀態(tài),可有效保證加工精度。
4.人、夾具、刀具對加工精度的影響
(1)人的因素影響 在工藝因素影響中占之首,因為所有的作業(yè)過程都需要人來完成。即加工方法本身是相關(guān)的工藝人員按照自己的經(jīng)驗進行的合理化安排,出現(xiàn)問題時需要再依據(jù)經(jīng)驗進行判斷和處理,所以加工人員必須長期穩(wěn)定,也就是相關(guān)經(jīng)驗保留和傳承。以QTN200 主軸頭裝夾過程為例說明人的因素影響,如果不按照步驟進行,就會造成裝夾變形問題,出現(xiàn)不合格,如圖2 所示。

圖2
小結(jié):有經(jīng)驗豐富的加工人員,才會有合理的工藝方案。
(2)夾具因素的影響 同樣也是關(guān)鍵因素。夾具自身的精度若不好,工件在裝夾過程中,如果工件剛度較低或夾緊力的方向和施力點選擇不當,將會因夾具精度引起工件變形,造成相應(yīng)的加工誤差;若夾具的剛性、強度不好,工件在實際加工中,受到加工力的影響,出現(xiàn)夾具內(nèi)部的變形及振動傳遞,造成相應(yīng)的加工誤差,如日常中所說的夾具弱等。如圖3 所示。
小結(jié):提高夾具剛性、強度及自身精度,減小加工中的振動,可減小因夾具方面造成的精度不良。
(3)刀具因素的影響 加工刀具將直接影響到工件的尺寸精度和表面粗糙度,如圖4 所示。
所以在刀具方面需要注意:刀具的剛性問題就會造成加工顫動,影響平面度,在滿足加工要求的

圖3 夾具因素對加工精度的影響
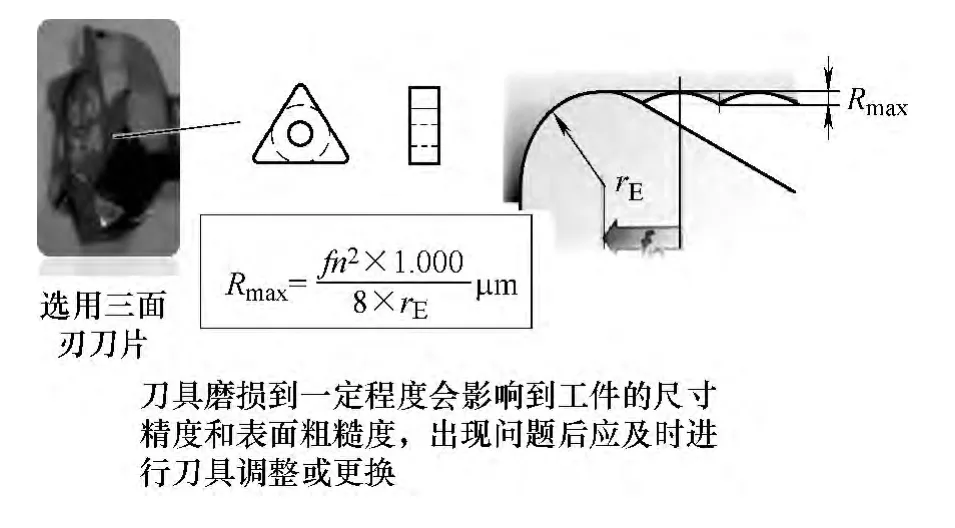
圖4
前提下,刀具越短越好;選擇復(fù)合和成形刀具,降低加工難度;刀具磨損到一定程度需要立即更換和調(diào)整;盡量是刀具的長度保持一致性,以彌補設(shè)備狀態(tài)的一些問題,如圖5 所示。
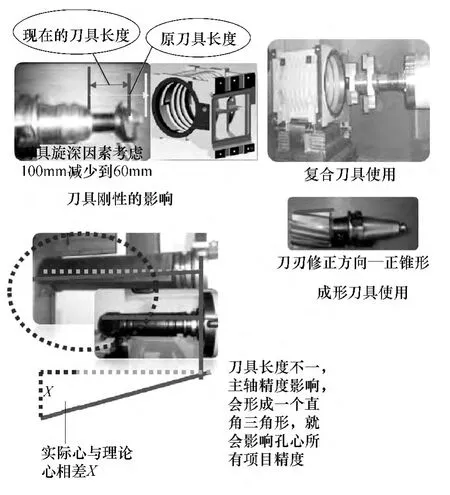
圖5 刀具的影響
小結(jié):實際加工中選擇合適的精加工刀具,針對加工狀況及時更換和調(diào)整刀具,將會減少因刀具因素造成的精度不良。
以上三方面從人、夾具、刀具方面闡述了工藝對異形零件的加工精度的影響,在實際生產(chǎn)中,并不是很容易一次加工合格,會出現(xiàn)反復(fù)修正,致使工時浪費、工件廢棄,制造成本上升,生產(chǎn)周期無法滿足等;下面主要針對彌補工藝因素帶來的異形零件精度不合格總結(jié)出的一些經(jīng)驗辦法——逆向思維考慮,反向插補的方法。
5.反向插補法的基本思想
以三坐標測量數(shù)據(jù)為依據(jù),逆向思維考慮、反向補正控制加工的方法,其核心思想是:
(1)原加工工件的精度狀況,反映機床精度。
(2)依據(jù)圖樣信息,建立測量基準(測量基準與加工基準重合原則),通過三坐標測量儀測量出相對基準在兩個坐標軸上的絕對分解值,獲得數(shù)據(jù)信息。
(3)以測量獲得的絕對數(shù)據(jù)反補加工程序校正精度面存在的誤差,從而保證高精密零件的制造精度。
6.反向插補的加工過程
在高精度的坐標測量儀器的幫助下,利用DOLD VAST 探頭高速掃描測量能力,實時的曲線和數(shù)據(jù)反饋,為此方法的成功運用奠定了基礎(chǔ)。工件的實時測量是非常困難的,此反向插補的補償加工只采用誤差記憶控制方式,位置誤差和形狀誤差反饋來自加工后的工件測量結(jié)果。
(1)直線反向插補 直線插補分別運用解決零件的平行和平面度問題,主要解決受刀具的剛性和機床的動態(tài)精度不良的影響。
對剛加工完成的工件,可通過打表找正法,確認其加工的平行狀況,在不能達到要求的情況下,通過機床的行程來確定偏移量,或者通過三坐標的測量,根據(jù)相對的距離值來確定其偏移量,將偏移量補正到加工程序中去;直觀地敘述就是在直線加工不能滿足要求時根據(jù)補正偏移量偏執(zhí)為斜線加工。
同樣的方法解決加工平面度問題,不能滿足要求時運用數(shù)控機床的三軸聯(lián)動走刀,根據(jù)測量反饋的變化趨勢采用相對反方向補正加工法補入程序中。
采用直線反向插補,在很大程度上可以解決機床各軸直線度造成的加工不良問題和受刀具剛性不良或進刀點的讓刀造成的問題。如圖6 所示。
(2)圓弧面反向插補和軸心同心反向插補這兩種方法的配合運用主要可以解決工件的軸線與端面的垂直和孔與孔的不同心問題(完全可以忽略加工設(shè)備各軸的角度)。起因分為機床的精度下降和主軸拉緊力下降或刀具自重偏大帶來加工精度的影響。
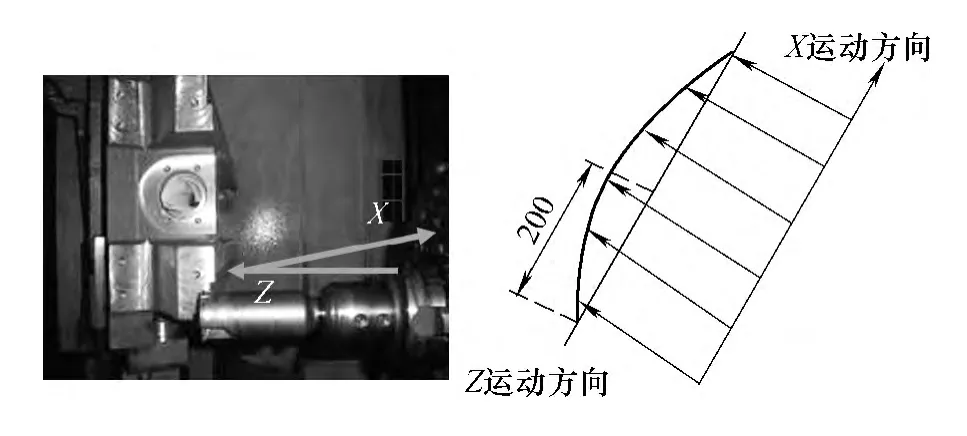
圖6 實現(xiàn)各軸聯(lián)動插補,導(dǎo)軌平面凹形插補
以QTN200 主軸頭為例說明此方法,首先選用圖樣中的基準為測量基準,消除或盡量減小測量空間計算時投影關(guān)系的影響如圖7 所示。
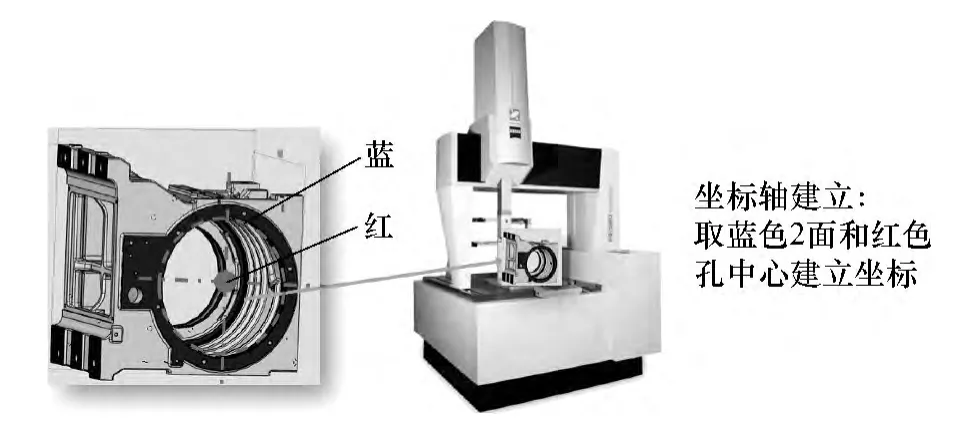
圖7 坐標軸建立
測量出各孔心相對坐標軸在各個方向的分解適量值,如圖8 所示。

圖8 分解值
補正基準A 面與軸線的垂直:因為A 面是測量基準面,不能補正;測量與加工坐標軸的建立相反,所以依據(jù)φ240mm 孔坐標值反方向補正X 向(圖示方向補正):-1μm,Z 向:+2μm,即采用掰孔心坐標辦法,保證軸線與基準面的垂直,如圖9 所示。
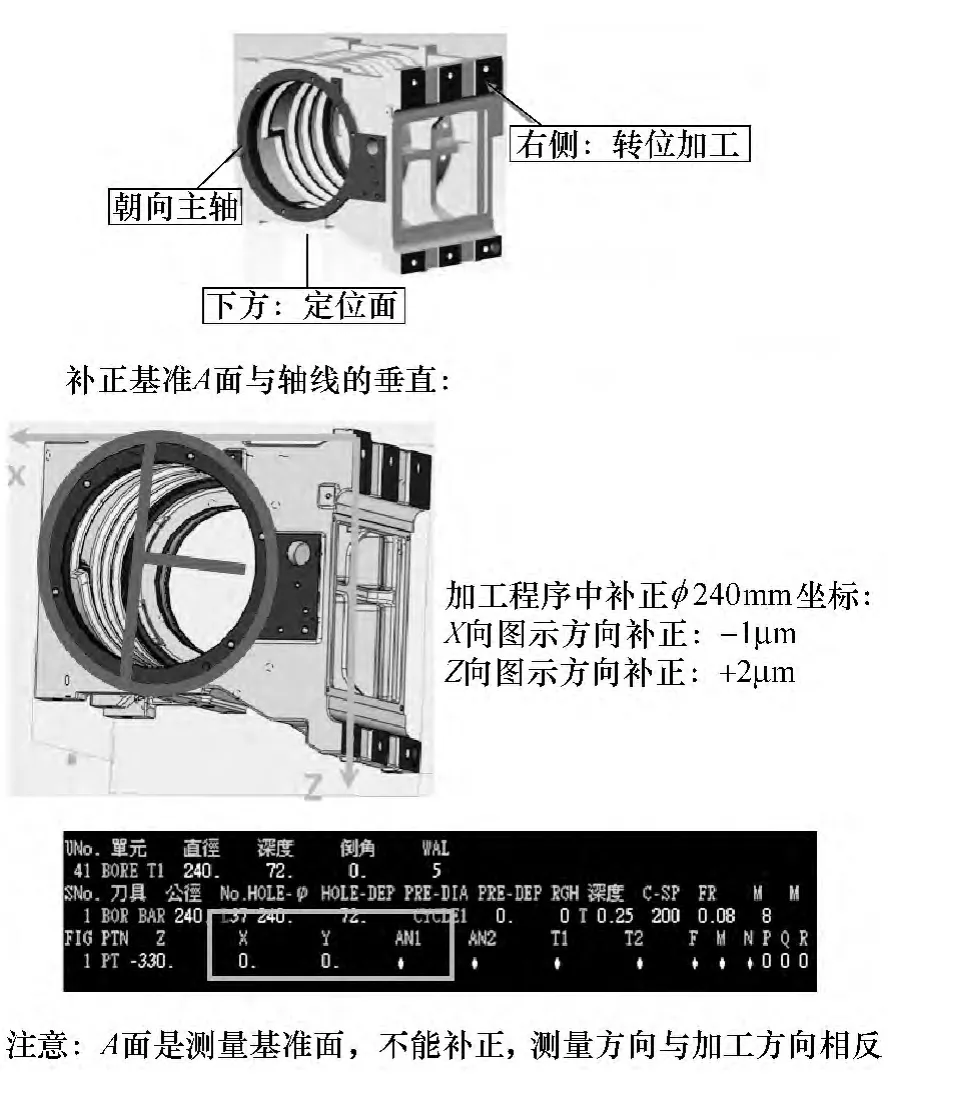
圖9
補正B 面與軸線的垂直:由于A 面與軸線已經(jīng)確定,只有在B 面上進行插補補正面,同時也需要考慮判斷軸線相對B 面的偏斜量,插補的平面B 要是平滑過渡面,以保證平面度,還需要考慮與A 面的平行問題。即修正面的辦法,保證軸線與B 面的垂直。插補面也就是圓弧面反向插補,是將平面由上下左右分為四點,檢測數(shù)值可直觀反映出其與理想平面實際狀況,然后采用G 代碼的定點功能,運用三軸聯(lián)動反向方法切除,以達到理想平面。如圖10 所示。
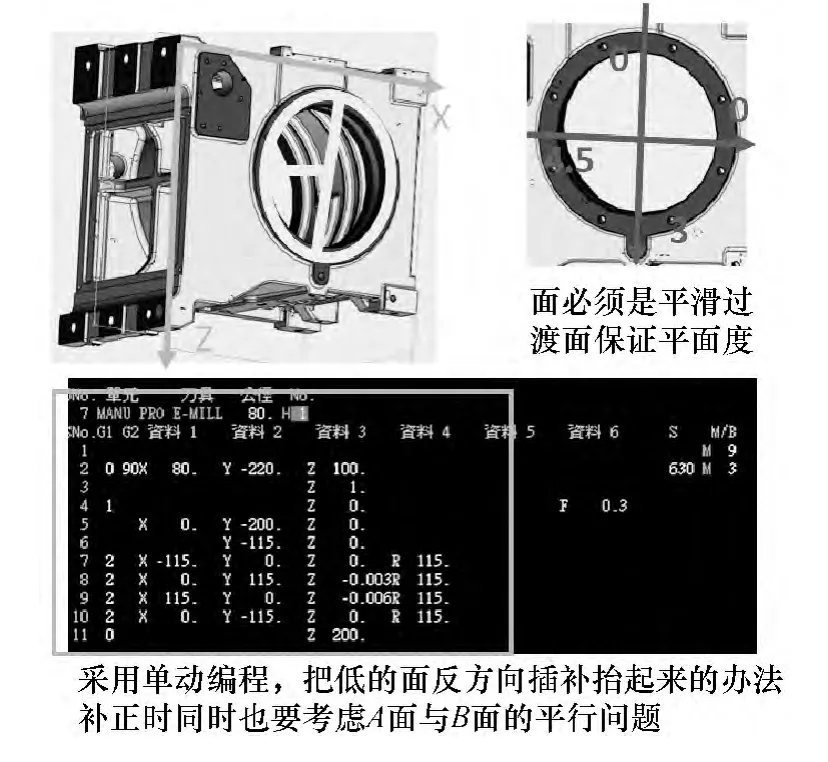
圖10 反補面
軸心同心反向插補是取一基準孔心作為參考,測量出其他孔心在X/Y 兩個方向上的偏心量,并對X/Y 反方向進行孔心坐標的補正,以獲得好的同心度。其可解決由于主軸拉緊力下降或刀具自重偏大,造成的同一位置鏜孔偏心問題。如圖11 所示。
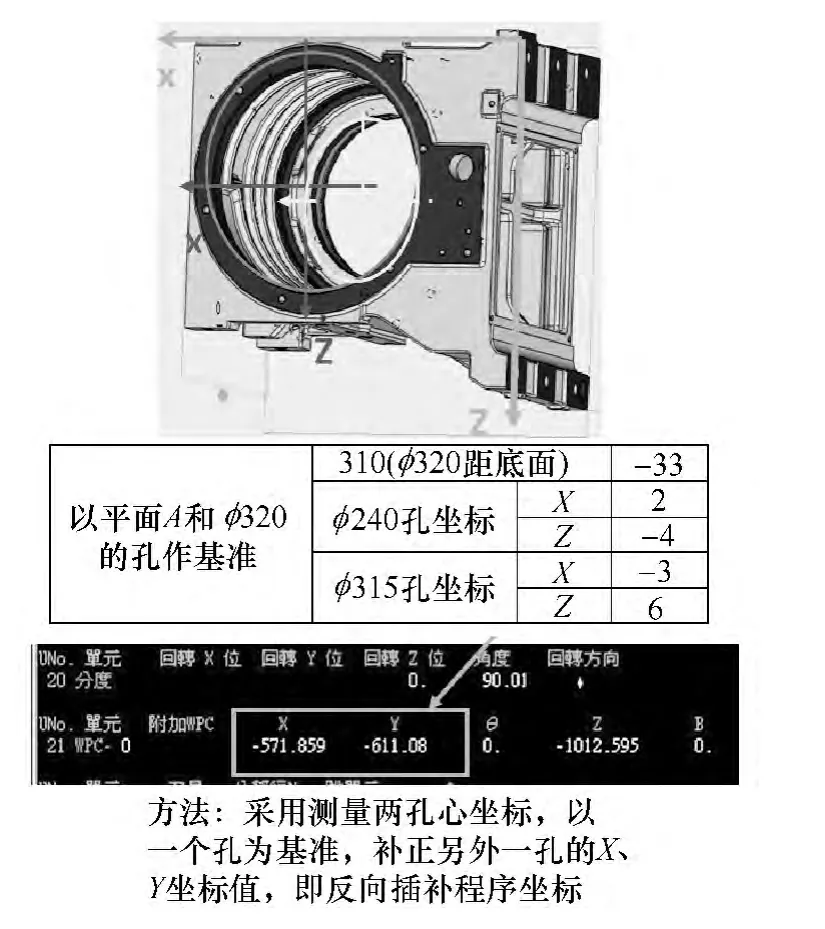
圖11 同軸補正
(3)分度反向插補 分度反向插補是通過檢測結(jié)果的反饋,對原有的角度根據(jù)實際狀況進行角度插補,消除數(shù)控機床第四軸(B 軸)的分度不到位或者反向間隙等因素造成的影響,以達到偏轉(zhuǎn)角度,解決垂直度等問題。如圖12 所示。
角度每旋轉(zhuǎn)0.001°,在100mm 范圍內(nèi)變化0.01mm。
小結(jié):利用逆向思維考慮,反向插補的方法可以有效保證異形零件的加工精度。
7.研究零件加工精度的方法
研究零件加工精度的方法有統(tǒng)計分析法和實踐處理法。當工件發(fā)生不合格后,首先不要盲目地修正或者補正,必須針對工藝要求的各個項目做數(shù)據(jù)收集,分析判斷該不合格項目的穩(wěn)定性以及原因所在,在原因分析上,應(yīng)遵循由簡單易控到復(fù)雜不可控這個流程,一一分析和排除;并對分析統(tǒng)計得出的問題總結(jié),進行相關(guān)試驗實踐驗證。
8.結(jié)語
異形零件精度加工合格控制流程如下:①粗加工后恒溫8h。②精加工前環(huán)境溫度(20 ±1)℃,超溫加工就會出現(xiàn)不合格。用廢棄的零件,按照程序擴孔加工,驗證機床的狀態(tài)和對不良項目提前修正。④精加工刀具每周或者根據(jù)加工狀態(tài)更換1 次,并進行相關(guān)精度確認。⑤量具使用1h 前恒溫。送檢前恒溫5h (20 ±1)℃環(huán)境溫度的要求中。實施改進驗證的步驟如圖13 所示。
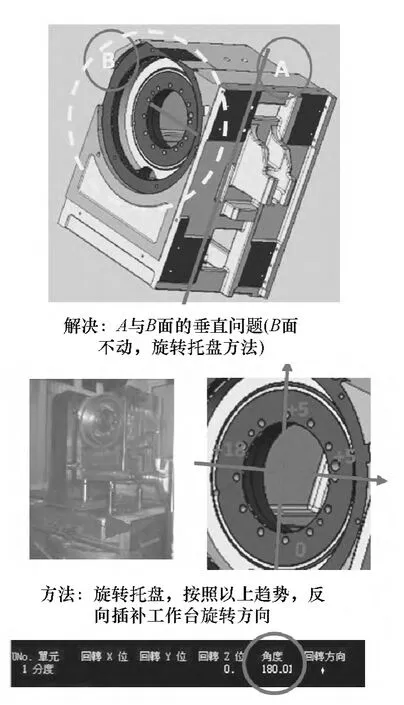
圖12 分度的反向插補
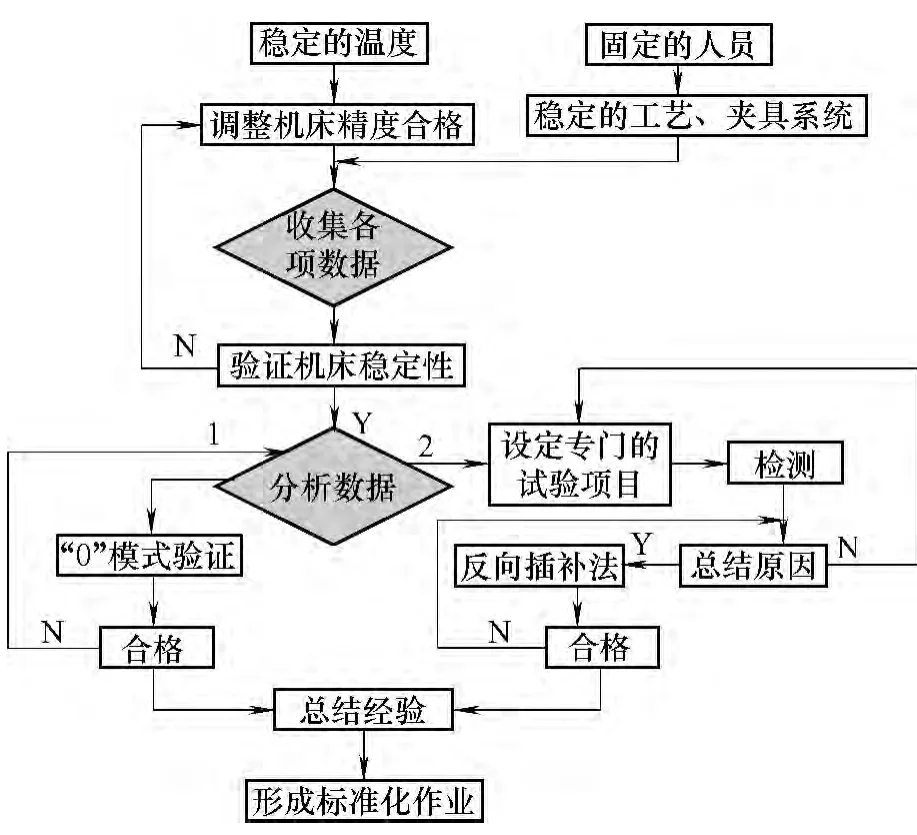
圖13
異形零件加工精度合格結(jié)論(經(jīng)驗方法)為:合格零件=穩(wěn)定的高精度機床+穩(wěn)定的環(huán)境溫度(20)+固定人員+穩(wěn)定的工藝、夾具+反向插補法。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中國塑料(2016年3期)2016-06-15 20:30:00
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
