燕尾槽測量方法
2014-12-02 01:32:56河北太行機械工業有限公司石家莊050000
金屬加工(冷加工) 2014年4期
關鍵詞:測量
河北太行機械工業有限公司 (石家莊 050000)劉 海 梁 佳
燕尾槽加工的關鍵是燕尾斜面對稱度和尺寸的控制,而核心又是方便、快捷、精確的測量方法和手段。燕尾的測量涉及角度的測量、對稱度的測量和斜面位置的控制等,通過測量來保證燕尾的對稱度和角度要求,達到控制對稱度和角度誤差的目的,從而保證產品的裝配性能。所以保證對稱度是燕尾加工的重點。以我公司某產品零件(連接板,見圖1)為例進行分析。
燕尾的加工工藝為:下料(φ20mm×85mm)→銑平面→銑側面→銑兩端面→磨一面→粗銑燕尾→精銑外形。
針對燕尾斜面對稱度和尺寸的測量有以下3 種測量方法。
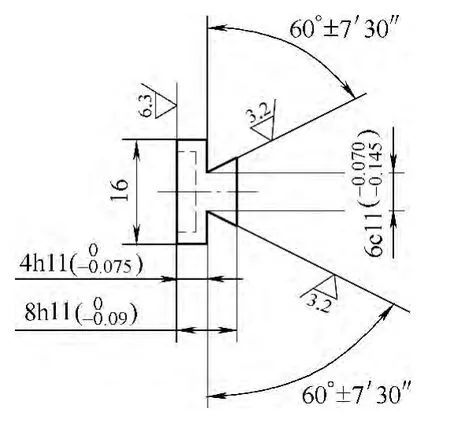
圖1 燕尾圖
1.圓柱法測量燕尾對稱度和尺寸
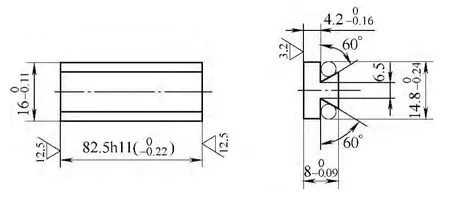
圖2
用這種方法測量速度快、效率高,但因圓柱與銼削面是線接觸,測量精度與銼削面的平面度精度有很大關系,因此測量精度不高。
2.正弦規法測量燕尾對稱度和尺寸
用正弦規測量時,先將正弦規的一端用量塊墊高,使之傾斜60°。如用兩圓柱的中心距為100mm 的正弦規進行測量,則量塊的高度h 應為86.6mm (即h=100sin60°)。將工件放置在正弦規上,這時燕尾的斜面應處于水平位置,通過用百分表測量兩斜面,可知斜面的誤差和對稱度情況。
用這種方法測量燕尾的對稱度和尺寸,精度高、誤差小,但因正弦規傾斜的角度較大,工件在測量過程中不夠穩定,因此測量麻煩、費時。
3.用燕尾綜合量規測量燕尾對稱度和尺寸
設計了一種用來測量燕尾對稱度和尺寸的燕尾綜合量規(見圖3)。測量時,通過控制T 端、Z 端尺寸,就能保證燕尾的對稱度和尺寸。此測量方法精度高且方便快捷,缺點是量規磨損較快。
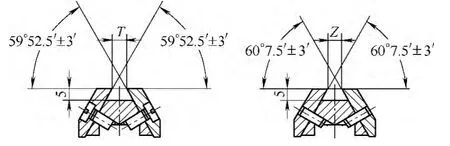
圖3
以上3 種測量方法在加工過程中非常實用,且行之有效,可根據實際加工中所具備的測量條件和加工精度要求進行選擇。我公司在連接板加工過程中,粗加工時采用圓柱法測量,精加工時采用燕尾綜合量規測量,取得良好效果。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
