葉輪座鏜孔加工夾具設計
2014-12-02 01:35:24上海東方泵業集團有限公司201906張永泉魏培茹
金屬加工(冷加工) 2014年17期
上海東方泵業(集團)有限公司 (201906) 張永泉 魏培茹
1.存在的問題
軸流泵和混流泵的葉輪部件,是決定整機運行性能和壽命的關鍵部件,其中葉輪輪轂由于結構復雜、要求精度高而成為加工中的關鍵環節。葉輪輪轂的結構如圖1 所示。

圖1
從圖1 可以看到,葉輪輪轂的中部是一個球形外表面,在此球形表面上均布3 組安裝葉片的孔,除此孔外,葉輪座都可在車床上完成加工,此3 組孔以前在臥式鏜床上,配備回轉工作臺完成加工。由于葉輪座一般質量并不太大,臥式鏜床加工范圍卻比較大,用臥式鏜床加工葉輪座形成大馬拉小車的狀態,不僅成本提高,而且效率低,無法滿足生產要求,于是我們設計了一套工裝,改鏜床加工為車床加工。
2.夾具設計
夾具使用在臥式車床上,由彎板、心軸、夾緊螺母和對刀角度樣板等組成,其中彎板和對刀樣板最重要,車夾具的結構圖如圖2 所示。
夾具彎板成90°,一側板上有一和車床主軸端法蘭相配合的錐孔,通過螺栓與主軸聯接,使工件產生旋轉運動,彎板的另一側板上安裝一心軸,通過螺栓固定,工件通過心軸由墊板和螺母壓緊。由于心軸定位可限制工件的5 個自由度,只有繞心軸轉動沒有限制,所以工件安裝后,通過轉動工件找正工件需要加工的第一個孔(3 個孔沒有加工順序限制,隨意設定)。工件找正后用壓緊螺母壓緊后即可開始加工。當第一個孔加工完畢,松開壓緊螺母,轉動工件,找正第二個孔,找正方法如圖3 所示。
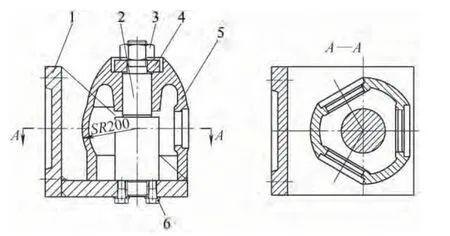
圖2
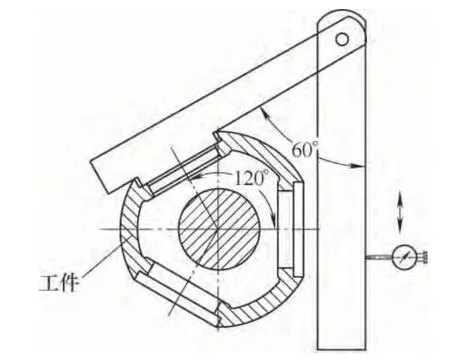
圖3
首先要制作一找正用角度板,其結構和形狀如圖3 所示。角度板由兩條有一定厚度的鋼板通過鉸鏈鉚接后組成,鉚接力度要合適,保證兩塊板既要能調節角度,又不要太松,否則容易產生角度大小的變化,適當加大厚度可方便找正時百分表在上面的滑動。
找正時先將角度板根據工件要加工的孔數調整角度,3 組孔調整為60° (4 組孔調整為90°,5 組孔調整為108°),然后將角度板的一個平面靠平在以加工孔與球面交線所形成的平面上(此時孔與球面的交線相當于球面被切去了一個球冠),角度板的另一條鋼板的一個平面與固定在車床中滑板上的百分表接觸(見圖3),移動中滑板帶動百分表在角度板的平面上來回滑動,看百分表的指針轉動情況。轉動工件可改變百分表的轉動大小和方向,根據工件要求的孔的均布精度,確定百分表允許的轉動量。當工件找正后,用螺母壓緊工件,即可開始第二個孔的加工。用同樣的方法,可加工其余各孔。
3.注意事項
(1)心軸與彎板的聯接要牢固,在螺母壓緊工件的過程中不可松動,否則會影響孔加工后的分布精度。此夾具心軸采用4 個螺釘與彎板固定而不用單螺母固定的目的就在于此。
(2)心軸的中心線要和機床主軸的中心線垂直且在同一個平面內,以保證加工孔位置精度。
(3)為了提高工件孔的分度精度,可將角度樣板適當加長,提高分度精度。
(4)工件壓緊后要用角度樣板重新校對分度精度,防止工件在壓緊過程中轉動,影響工件加工后的位置精度。
(5)鏜孔的中心線要和工件上球面的中心重合(見圖2),為了避免分度誤差,角度板的定位基準可由孔與球面的交線改為孔的底面。
(6)由此夾具分度原理可看出,其只適用于在球面上孔的分度加工,如果不是球面,則要通過分析后決定是否適用。
4.結語
此夾具與其他類似的夾具相比,結構簡單,制造成本低。通過使用證明,分度精度滿足工件的設計要求。由于車床操作方便,與使用鏜床加工相比,效率提高一倍以上,加工成本大大降低。
