基于Triz 理論的航空用圓形墊圈成形工藝創新設計
2014-12-02 01:35:26中航沈飛民用飛機有限責任公司遼寧110034朱國棟
金屬加工(冷加工) 2014年17期
關鍵詞:工藝
中航沈飛民用飛機有限責任公司 (遼寧 110034) 王 環 朱國棟
圓形墊圈是置于螺栓、螺釘或螺母的支撐面與聯接零件表面之間,起著增大被聯接零件接觸表面面積、降低單位面積壓力和保護被聯接零件表面不被損壞作用的零件。飛機零部件間存在大量不同規格的鈑金墊圈,其常規方法主要通過沖切模具,采用沖切方式加工獲得。而在研制生產階段,為滿足飛機零部件各種改型設計,需要大量規格各異的墊圈,若采用常規的沖切工藝加工,需增加大量的墊圈沖切模具加工成本,模具的研制和生產周期也影響了墊圈產品的生產準備周期;同時模具質量的好壞,將直接影響鈑金墊圈的質量。墊圈類零件雖然結構簡單,但其外形特殊不易裝夾,目前除沖切加工外,國內尚無較好替代方法,在生產急需且模具損壞的情況下,有些企業用常規或數控機械加工的方法加工墊圈,但材料利用率和加工效率低,且數控加工成本相對較高。
為解決圓形墊圈沖切加工成本、周期和精度問題,本文首先介紹了Triz 理論及航空用圓形墊圈常規加工工藝,通過分析墊圈制造成本的影響因素,結合Triz 理論解決問題的流程,建立墊圈制造技術的技術沖突表達,并結合實際生產,總結出一套適合于小批量、高精度生產航空用圓形墊圈的制造方法。
1.Triz 理論概述
Triz 的含義是“發明問題解決理論”,是由前蘇聯科學家里奇·阿奇舒勒(G.S.Altshuller)通過分析研究250 萬件專利所創立的高效解決復雜技術問題的產生創新方法和解決方案的技術。經過長期發展,Triz 已經形成了一套較為完整的理論體系和工具箱。Triz 理論體系主要包括以下幾方面的內容:創新思維方法與問題分析方法、技術系統進化法則、技術與物理矛盾解決原理、發明問題標準解法和發明問題解決算法Ariz。
在Triz 創新理論體系中,提出用于描述沖突的39 個通用工程參數和用于解決沖突的40 個發明原理,從而建立了沖突解決矩陣。在實際復雜技術問題的解決中,通過將問題抽象為系統、通過因果分析和資源分析,將其轉化為標準問題,并找出問題技術矛盾,在沖突矩陣中找到發明原理解,通過將標準解后處理從而轉化為具體解。應用沖突矩陣解決問題的一般過程如附圖所示。

Triz 理論解決問題的一般流程圖
2.現有成形工藝矛盾的建立
(1)常規墊圈的制造工藝。在航空零件研制中,墊圈制造流程主要包括:沖切模具的設計制造、下料和沖切、去毛刺和表面處理。每個墊圈的生產成本低,但模具的設計制造成本較高且周期較長(一般來說1 個月左右)。
由于沖裁變形的特點,不僅沖出的零件帶有毛刺,而且在零件切斷面還有3 個特征區,即圓角帶、光亮帶與斷裂帶。圓角帶是沖裁過程中由于纖維的彎曲與拉伸而形成的,軟材料比硬材料的圓角大。光亮帶是塑剪變形時,在毛料一部分相對于另一部分移動過程中,凸、凹模側壓力F 將毛坯壓平而形成的光亮垂直斷面。斷裂帶是由刃口處的微裂紋在拉應力作用下不斷擴展而形成的撕裂面,使沖裁件斷面粗糙不光滑,且有斜度。因此,沖切零件的邊緣并不規則,在精度要求高的情況下,需要進一步修整邊緣確保精度。
沖切墊圈的質量很大程度上取決于模具的精度和間隙,在新材料和厚度較大的墊圈加工中,經常出現邊緣質量和精度不合格情況,從而將增加模具返修成本和工期成本,給零組件的按時交付造成壓力。
(2)墊圈制造技術的技術沖突表達。在飛機研制中,飛機構造更改頻繁,通常采用非常規墊圈。如果按常規批量生產墊圈的加工方式制造,需針對每個規格墊圈設計制造相應的沖切模具,極大增加了墊圈制造成本。同時由于航空用墊圈的精度要求高,厚板沖切成形的墊圈邊緣易起刺。經分析,為滿足小批量、多規格、低成本和高精度墊圈的制造,需從制造墊圈的沖切模具、加工方式等進行改善。
如果要降低墊圈的生產成本,即提高沖切方式的通用性,則需惡化墊圈的生產率;同時如果提升墊圈的制造精度,則需減小對板材的沖切力。將上述涉及參數按標準工程參數進行描述,即可建立改善和惡化的標準工程參數,并將其代入矛盾矩陣中,從而得到表1 所示的標準原理解。
通過分析圓形墊圈的成形工藝,結合表1 給出的標準解,可得出可能改進方案如表2 所示。從表2可知,降低墊圈生產成本和提高墊圈制造精度主要可從墊圈的制造工藝、改善墊圈加工工藝和沖切模具優化3 個方面進行改進。
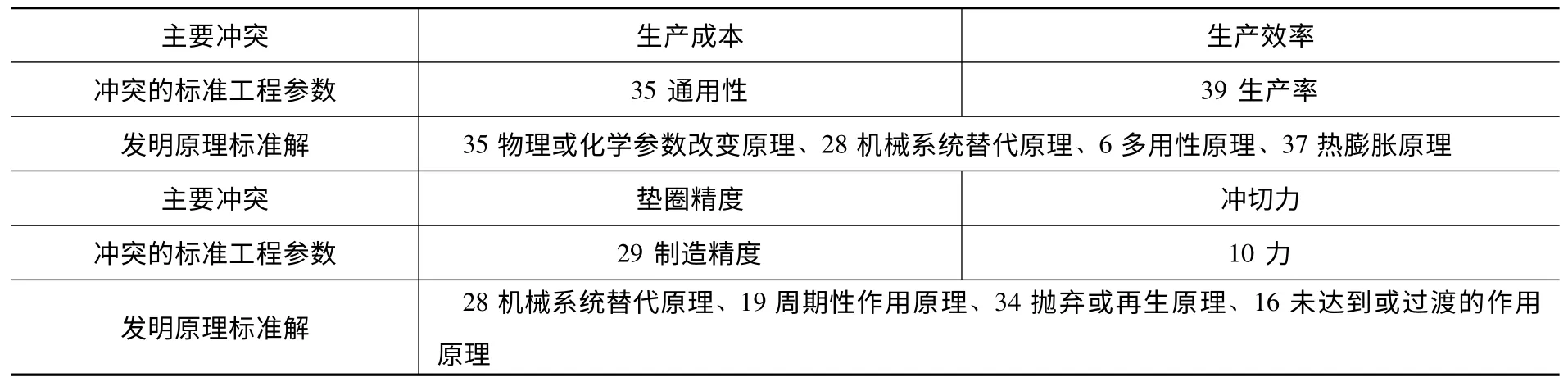
表1 矛盾沖突及標準原理解
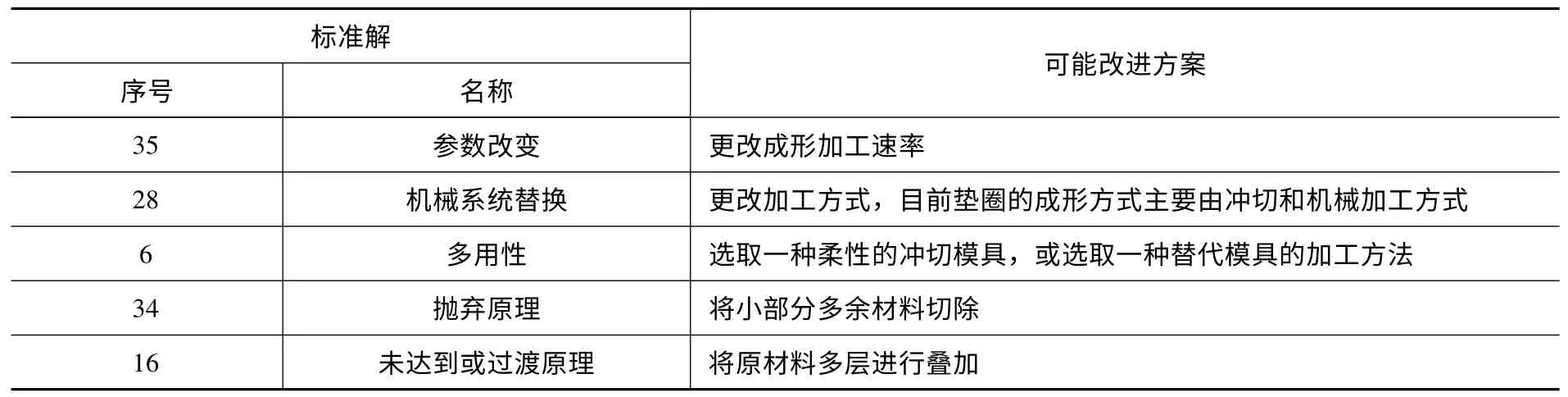
表2 標準解的可能改進方案
3.基于Triz 的圓形墊圈加工工藝設計
結合表2 可能改進方案,設計出一套適合于小批量、高精度生產航空用圓形墊圈的制造方法,詳細制造工藝步驟如下:
(1)根據墊圈尺寸,截取方形的墊片。
(2)將數量眾多的方形墊片重疊放置,并用焊條將四角焊合。
(3)根據墊圈內徑尺寸,選用車床車取相應孔徑尺寸的內孔。
(4)根據內徑尺寸車取心棒,保證外徑與墊圈內徑配合,精度根據墊圈的尺寸精度進行選擇。
(5)將墊圈穿入心棒并裝夾緊,根據墊圈外徑尺寸車外圓,從而得到墊圈外徑。
(6)拆除心棒,從而獲得墊圈。現已成功申請國家發明專利(專利號:ZL20110204331.3)。
通過與沖切工藝獲得墊圈相比,該方法通過焊接較容易獲得,相對于沖切模節約了大量的成本和周期。研制批或小批量發生更改時,可以快速響應,制造新零件而不需重新制造工裝。而車削獲得的零件分離面的表面質量和精度遠高于沖切獲得的表面質量和精度,尤其是在厚墊圈(厚度2 mm 以上的材料)和精度要求高的墊圈的加工中,使用本方案加工比沖切的方案更具優勢。本方法可廣泛用于機械、航空及汽車等裝備制造行業。
4.結語
(1)應用Triz 理論對小批量、高精度墊圈加工工藝存在的問題進行分析和求解,設計出了一套適合于小批量、高精度生產航空用圓形墊圈的加工工藝。
(2)本文僅定性地提出了解決問題的方法,在具體加工過程中,焊接工藝參數及機加工藝參數的取值,還需由工藝人員根據原材料、加工設備及加工環境等影響因素進一步確定。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
