法蘭座加工測量方法分析與優(yōu)化
2014-12-02 01:35:26蘇州一光儀器有限公司江蘇215006羅敦煜
金屬加工(冷加工) 2014年17期
關鍵詞:測量
蘇州一光儀器有限公司 (江蘇 215006) 王 金 羅敦煜
法蘭座(見圖1)屬于盤類零件,其外圓與厚度的尺寸比值比較大。由于其結構特殊和公差要求特別高,導致零件的軸向尺寸測量難度特別大。尤其是在端面磨削工序中,其原有的測量方法嚴重制約著零件的加工效率和質量,優(yōu)化該測量方法勢在必行。
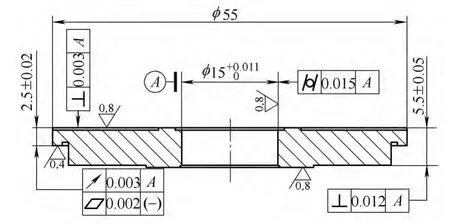
圖1 法蘭座
1.加工工藝與測量方法分析
法蘭座經過“下料機→車床→磨床→完工檢”等4 個車間或工位完成其加工流程。首先,在下料和車床加工中,尺寸精度要求相對較低,采用常規(guī)的測量手段(如高度尺、游標卡尺)完全可以滿足需要。其次,完工檢可以利用常規(guī)的測量手段和三坐標測量機,通過抽檢來完成任務。最后,磨床加工分為磨削內孔和磨削端面兩道工序,內孔可以利用標準塞規(guī)測量,但對于磨削端面的工藝和測量方法均存在難度。
法蘭座的端面磨削工序,選用高精度外圓磨床,將法蘭座安裝在小錐度心棒(見圖2)上(法蘭座內孔與小錐度心棒外圓配合),再用兩頂尖和雞心夾頭固定在磨床上進行磨削加工。加工前,可以借助百分表和木榔頭來調整法蘭座與小錐度心棒之間的相對位置和配合預緊力,從而完成工件裝夾、找正和對刀;加工完畢后,形位公差仍用百分表在線測量,但尺寸(2.5 ±0.02)mm、(5.5 ±0.05)mm 測量難度較大。

圖2 小錐度心棒
2.原測量方法及不足
通常情況下,針對法蘭座的尺寸 (2.5 ±0.02)mm、(5.5 ±0.05)mm,公司原先是通過千分尺和標準塊來進行在線粗測量,在多次測量確認尺寸無誤后卸下零件,然后送三坐標測量機最終檢測。檢驗合格品可以直接流入下道工序;檢驗的不合格品,根據尺寸實際值,或進行二次裝夾返修,或作為廢品處理。
因此,在整個端面磨削工序中,標準塊輔助在線測量費時費力,測量精度難以保證0.02 mm 以上的要求,且因工人技能高低而異。而且為保證零件質量合格率,必須利用三坐標測量機對其相關尺寸進行全檢,導致生產效率下降,容易出現生產物流瓶頸。此外,零件二次返修會對其內孔表面質量造成不良影響,重新裝夾也不可能復現上次加工的裝夾位置,很容易產生裝夾、找正和對刀等引起的綜合誤差,最終很有可能導致該零件返修報廢,但已經消耗的時間和精力已無法彌補。
3.測量方法優(yōu)化
綜上所述,原測量方法的主要缺陷是在線測量無法滿足其尺寸測量精度要求,而離線測量又給零件返修帶來了無法克服的技術難題,導致零件合格率低,工人勞動強度大,生產效率也隨之下降。
為解決上述加工難題,根據法蘭座的結構和工藝特點,可以設計測量工裝,保證工件在不改變裝夾相對位置的情況下進行離線測量。方法如下:
(1)在磨床附近搭建水平工作臺,并配備百分表及其配套表座等附件。要求調平水平工作臺,百分表的測量范圍和精度分別在2~6 mm 和0.01 mm以上。
(2)設計和制造測量輔助夾具(見圖3)。該輔助夾具材料可以選用45 鋼,淬火硬度在35 HRC 左右,通過磨削兩端平面保證其平行度、平面度。

圖3 測量輔助夾具
(3)搭建測量工裝與實施測量。首先,將測量輔助夾具、百分表及其表座分別放置在同一水平工作臺上,待百分表觸點接觸到測量輔助夾具的Q 面時,有了測量值后將刻度置零(見圖4a)。其次,輕輕移開測量輔助夾具,將被測工件與小錐度心棒的組合體安裝在測量輔助夾具中,并將被測工件的N面移到百分表觸點下進行測量(見圖4b)。最后,讀取百分表刻度值(合格值區(qū)間為2.48~2.52 mm),判斷是否滿足圖樣標注尺寸(2.5 ±0.02)mm 的要求。同理可測量圖樣標注尺寸(5.5 ±0.05)mm。

圖4 測量工裝與實施測量
當然,如果測量尺寸不能滿足要求,可以將被測工件與小錐度心棒的組合體再安裝在磨床上繼續(xù)端面磨削加工,直到測量結果符合要求為止。
4.測量操作注意事項
測量操作過程中,必須始終注意對被測工件與小錐度心棒輕拿輕放,保證兩者間的相對位置不變。同時,百分表置零后需要保證它相對于表座、水平工作臺的位置不變。另外,在測量尺寸 (2.5 ±0.02)mm 時,需要輕輕按壓法蘭座中心兩側,以消除因其受力傾斜而導致的測量誤差。最后,可以輕輕旋轉法蘭座,選擇其不同測量部位進行測量后求測量平均值,減少測量誤差。
5.結語
通過在多次批量生產中實際應用優(yōu)化后的測量方法,證明該測量方法切實可行。它不僅保證了零件質量的穩(wěn)定性,降低了廢品率,還減輕了工人的勞動強度,大大提高了生產效率,解決了三坐標測量機在生產中測量任務繁重的難題。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
