FANUC多路徑控制技術在柔性制造系統中的應用
2014-12-02 01:37:28青海一機數控機床有限責任公司西寧810018趙小玲
金屬加工(冷加工) 2014年21期
■青海一機數控機床有限責任公司(西寧 810018)趙小玲 王 智
柔性制造系統是由一定數量的數控機床、物料輸送系統及計算機總控系統(工控機)等構成的智能化制造系統,其最突出的特點是可以對多品種、變批量的零件進行混流加工。為適應今后我國裝備制造業的發展,柔性制造系統是當下機床行業研發的主流產品。我公司緊跟市場動態,研發了一條柔性制造生產線。該生產線由3臺主機(臥式加工中心)、6個等待工位、2個裝卸工位、物料輸送車及軌道組成,3臺主機均配置FANUC 31iMA數控系統。布局圖如圖1所示。
物料輸送作為柔性制造生產線中的一部分,需對其進行兩個方向軸的控制,如圖1中的U軸、W軸。這兩個進給軸在物料輸送過程中要實現各主機位置、等待及裝卸工位的準確定位,且為實現物料輸送與工控機之間的通信,提高整條生產線的智能化程度,這兩個軸的電動機均采用伺服電動機。其控制可以單獨配置一套數控系統控制,也可以用其中一臺主機數控系統的第二路徑控制,為降低制造成本我們采用后一種控制方式。
1.FANUC多路徑控制
在FANUC系統中,用同一CNC 程序指令進行控制的軸的組稱為路徑,行業里也稱為通道。FANUC 31i系列系統最多支持 10個路徑,該功能為選配功能,需要在訂購系統時特殊訂貨。以2個路徑為例,如圖2所示。
由圖2可直觀地看出各路徑有獨立的程序文件夾,系統可對各路徑內的軸分別進行控制。將主機的控制軸設置在第一路徑,將物料輸送車的控制軸設置在第二路徑,這樣主機和物料輸送車可同時按照各自的控制程序運行。
2.硬件連接
將各路徑中的伺服模塊、I/O模塊進行連接,連接時把第二路徑中的伺服模塊、I/O模塊當做第一路徑的從動裝置連接。數控系統與各控制軸、控制裝置的連接圖如圖3所示,圖中實線部分是控制的硬件,虛線部分是控制物料輸送車的硬件。
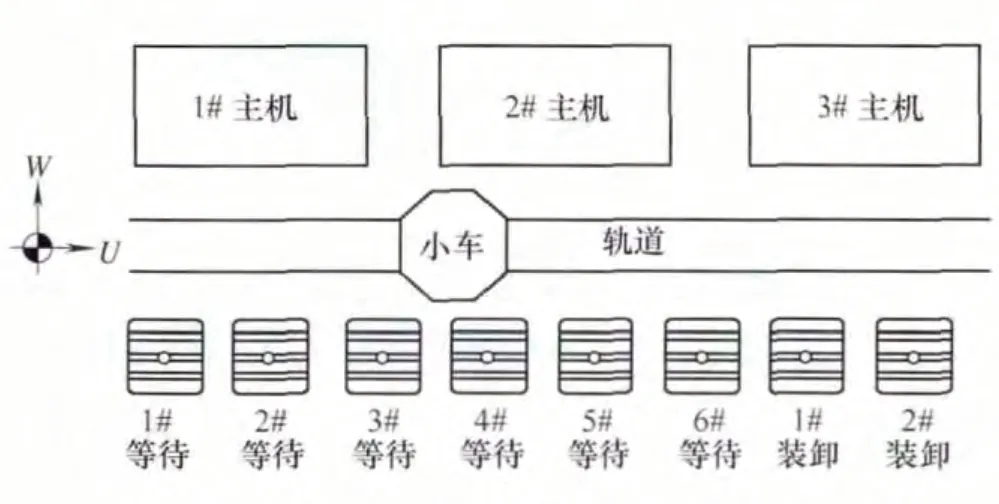
圖1 布局圖
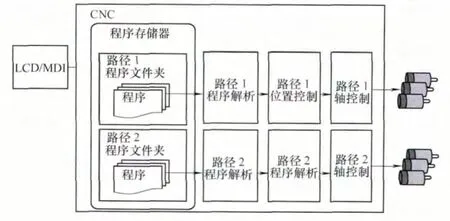
圖2 FANUC系統多路徑示意圖
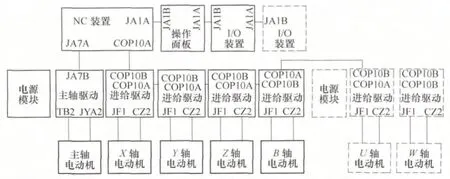
圖3 控制系統連接圖
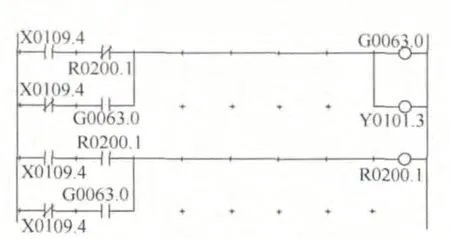
圖4 PLC控制程序圖
若在機床制造初期設計,電源模塊、I/O裝置的選擇可將物料輸送車的控制一并考慮,這樣會節省電器控制柜內的空間,降低成本。
3.參數設置
多路徑的實現必須依賴于系統參數的正確設置,以圖3所示的連接為例,相關參數設置如表1所示。
除表1設置的參數外,系統中有關軸控制的1000多號參數、有關進給電動機的2000多號參數以及有關顯示的3000多號參數需要兩個路徑分別設定。
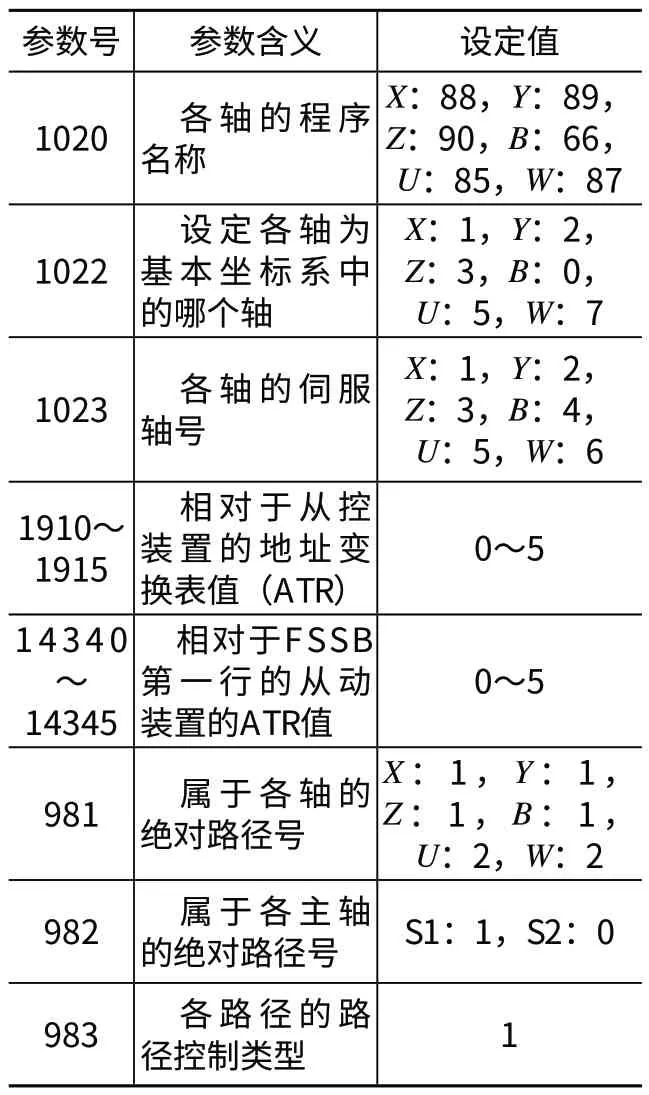
表1
4.PLC控制信號
在系統PLC中對路徑選擇信號進行處理。為保證在運行過程中各路徑的循環啟動、進給保持、運行方式及進給倍率等功能能單獨控制,需增加按鈕、指示燈和波段開關對各路徑的信號分別處理,此處不再贅述。路徑選擇信號如表2所示。
從表2 可以看出,如果用兩個路徑時,只需處理信號HEAD(G063.0)就可滿足控制需求。下例中第二路徑選通信號采用瞬動型帶燈按鈕進行控制,其輸入地址為X109.4,指示燈輸出地址為Y101.3,PLC控制程序如圖4所示。
經上述PLC程序控制,當按壓第二路徑選通按鈕后,G63.0接通同時該按鈕指示燈亮,系統切換到第二路徑。再次按壓該按鈕,其指示燈滅,系統切換到第一路徑。系統兩路徑之間的切換得以實現。

表2
值得一提的是,每個路徑使用的軸超過8 個軸時,各軸信號地址的分配通過系統參數3021設置。本生產線中兩路徑使用的軸未超過8個,故第一通道的輸入信號地址X軸為Gn.0、Y軸為Gn.1、Z軸為Gn.2、B軸為Gn.3,輸出信號地址X軸為Fn.0,Y軸為 Fn.1,Z軸為Fn.2,B軸為Fn.3,n為0000~0767,第二通道的輸入信號地址U軸為Gn.0、W軸為Gn.1,輸出信號地址U軸為Fn.0,W軸為 Fn.1,n為1000~1767。
5.操作
運行第一路徑的程序時,可將系統第一路徑的方式選到“編輯”方式,調出要加工工件的程序,再將方式選到“自動”方式,按壓第一路徑的“循環啟動”按鈕,主機開始運行加工程序。
按壓“第二路徑選通”按鈕,系統切換到第二路徑狀態。將系統第二路徑的方式選到“編輯”方式,調出物料輸送車的運行程序,再將方式選到“自動”方式,按壓第二路徑的“循環啟動”按鈕,物料輸送車開始運行。
這樣就實現了自動方式下兩個路徑軸的單獨控制。其他方式的操作與單路徑相同,只是在操作時方式選擇和相關按鈕必須是同一個路徑的,不能將各路徑的方式選擇和按鈕混用,操作時需格外謹慎。
6.結語
在正確的硬件連接的基礎上,根據上述的參數設置、信號處理,并通過以上介紹的多路徑控制方式,實現兩路徑的單獨控制,即可滿足該生產線的工作要求。并且本文介紹的控制方式,可省去一套數控系統及其操作臺的成本,有較好的性價比。FANUC多路徑控制技術在我公司FMS80柔性制造生產線中成功應用,受到公司領導及用戶的高度評價。
[1]沈向東.柔性制造技術[M].北京:機械工業出版社,2013.
[2]莊品.現代制造系統[M].北京:科學出版社,2010.
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
電子制作(2018年11期)2018-08-04 03:25:42
家庭影院技術(2017年9期)2017-09-26 03:41:45
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
