龍門導軌磨床磨削波紋產生機理及對策
2014-12-02 01:37:48威海華東數控股份有限公司山東264200尹德臻劉傳金劉炳文
金屬加工(冷加工) 2014年21期
關鍵詞:振動
■威海華東數控股份有限公司(山東 264200)尹德臻 劉傳金 劉炳文
龍門導軌磨床加工精度包含幾何精度及表面質量精度。磨削波紋度、表面粗糙度值、表面層物理學性能狀態指標等屬表面質量指標。磨削表面的波紋度是衡量工件表面質量的一個重要指標,波紋度直接影響零件表面的機械性能,如零件的接觸剛度、疲勞強度、結合強度、耐磨性、抗振性和密封性等,還與噪聲的產生、運動的平穩以及潤滑性能有關。在科技飛速發展的今天,人們對零件的精度要求愈加苛刻,因而如何消除磨削時產生的波紋就變得尤為重要。
1.波紋的特點
我們使用一臺MKW5325A×130龍門導軌磨床磨削床身導軌后進行分析,發現磨削后的導軌面有波紋,有的波紋逆光用肉眼觀察就較明顯,不明顯的用紅丹粉研磨后也很清晰,通過對波紋進行放大和分析,發現波紋都是黑白相間的,如圖1所示。
波距b一般在20~30mm,通過對這些波紋的分析發現有如下的特點:
(1)波紋形狀呈條狀且與工作臺運動方向基本垂直。
(2)波距b有時能成倍增加。
(3)磨削面越大波紋越明顯。
2.龍門導軌磨床磨削波紋產生的機理
機械加工是機床、刀具和工件在加工時相互作用、相對運動和相互影響的復雜過程。從被加工零件的形成過程來看,如果機床切削時,刀具與工件之間存在著振動,致使刀具與工件之間產生相對位移,改變了它們之間的正確關系,就會在加工表面留下波紋。同樣的道理,在磨削加工時,砂輪與工件之間如果存在著振動,致使砂輪與工件之間產生相對位移,從而改變它們之間的正確關系,由此會產生磨削波紋現象。磨削過程的振動可分為強迫振動、自激振動(顫振)和混合顫振。以下是三種振動的特點:
(1)強迫振動:一直存在,而且比較穩定。空轉時就能測得振動,和切削用量無關,頻率和外激頻率一致。
(2)自激振動:是在沒有周期性外力的作用下,工件和刀具之間發生強烈地相對振動,與切削量關系密切,隨著磨削吃刀量的增大,它就越容易被激發,隨后振幅會增大,頻率慢慢下降,最終會穩定在系統某一固有頻率附近。顫振會在加工表面上殘留下明顯的有規律的振紋。
(3)混合顫振:混合振動是強迫振動和自激振動的藕合,它具有自激振動的特征,但振動頻率和強迫振動頻率一致。
圖2所示是強迫振動和自激振動的特點示意圖。
3.試驗過程
(1)試驗內容。我們先用DITTEL在線動平衡系統和振動傳感器測得機床在空運轉狀態下的固有頻率fn和磨頭處的振幅A。然后進行試磨件磨削,相關參數如下:

圖1
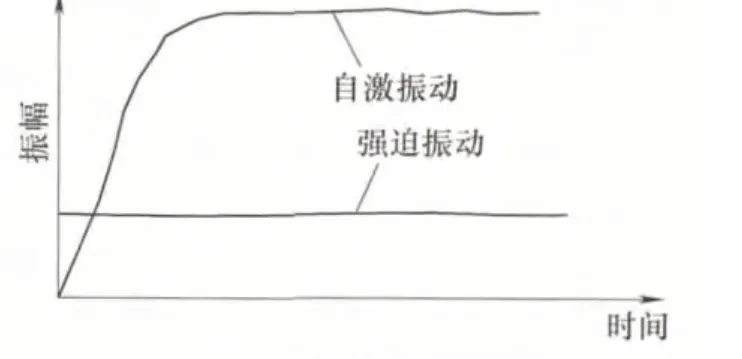
圖2
工作臺速度370~410 mm/s,測量波紋間距為18~20 mm,從而可得出波紋的頻率f,f=(370~410)/(18~20)=18.5~22.78 Hz。
將該試磨件用RM500表面輪廓分析儀進行分析,獲得該零件表面輪廓曲線,如圖3所示。圖4是對試件做的頻譜分析。
我們使用加速度計、信號分析儀等設備,通過磨削時不同的進刀量來測得砂輪主軸的徑向功率。首先來測量機床在空運轉狀態下砂輪——電動機系統的功率譜圖,如圖5所示。然后我們按照磨削寬度為20 mm,磨削深度分別是0.01 mm、0.04 mm和0.06 mm三種情況下得到的主軸徑向功率譜圖,分別如圖6、圖7、圖8所示。
圖5中顯示在頻率接近20 Hz處砂輪——電動機系統的徑向功率有一峰值。從圖6中也看到在頻率為20 Hz附件處有一個峰值,圖7中在40 Hz附件處有一峰值,圖8中在60Hz附件處有一個峰值,這兩處峰值處對應的頻率基本上是圖6中峰值處頻率20 Hz的倍數。
我們又進一步對工件——床身系統和砂輪主軸系統進行了激振試驗,試驗發現工件——床身系統的固有頻率超過300 Hz,砂輪主軸系統的固有頻率接近330 Hz。
(2)數據分析。通過對試磨件的頻譜分析結果(見圖4)來看,在20 Hz附件工件表面的頻譜有一峰值。這與我們通過測量波紋后計算所得到的波紋頻率f(18.5~22.78 Hz)相符。而通過對機床空運轉(見圖5)和不同切深時(見圖6、圖7、圖8)的功率譜圖來看,在頻率為20 Hz處,砂輪——電動機系統的徑向功率有一峰值。對比工件——床身系統的固有頻率和砂輪主軸系統的固有頻率都超過300 Hz,這與20 Hz差別很大,據此能排除自激振動產生波紋的可能性。如圖6、圖7、圖8所示,當逐漸增加背吃刀量時,20 Hz處的振幅變化不明顯,這也就說明該處的振動也不是混合顫振。
通過相關磨削試驗、空運轉試驗及激振試驗取得的頻譜數據分析,得出龍門導軌磨床的磨削波紋的產生,主要是由于強迫振動引起的,而強迫振動的振源主要是砂輪——電動機系統中不平衡的旋轉體高速轉動時產生的。
在該排除試驗中,我們還進行了其他大量的試驗對各項因素進行一一論證,最后認為砂輪——電動機系統中不平衡的旋轉體高速轉動時產生的強迫振動是主要因素,其余試驗過程不再一一贅述。
4.龍門導軌磨床磨削波紋防治對策
通過龍門導軌磨床磨削波紋產生的機理分析,并結合龍門導軌磨床結構特點,建議采用以下主要手段來抑制磨削波紋的產生。
(1)電動機振動等級選擇方面。在選擇磨削主軸電動機時,其剩余不平衡量引起振動的雙振幅值不應大于4m,減少電動機振源振幅,可有效減少磨削波紋的表現程度。
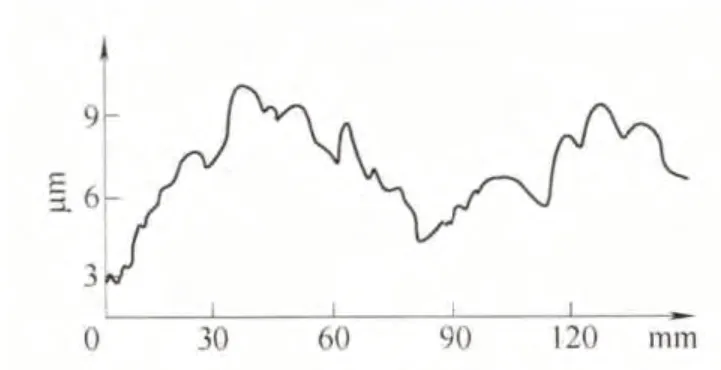
圖3
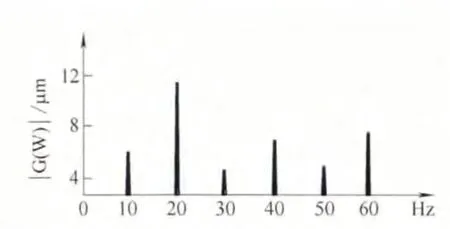
圖4
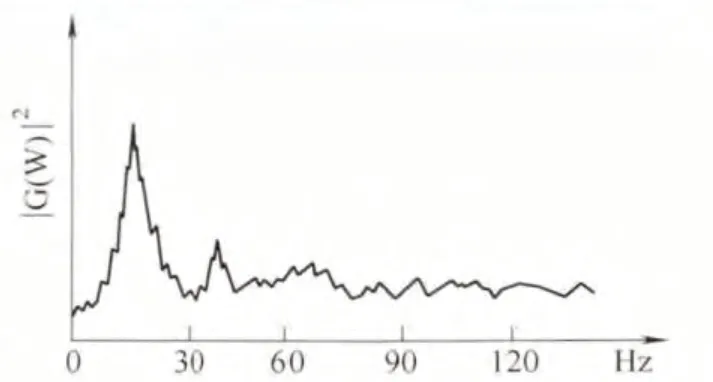
圖5
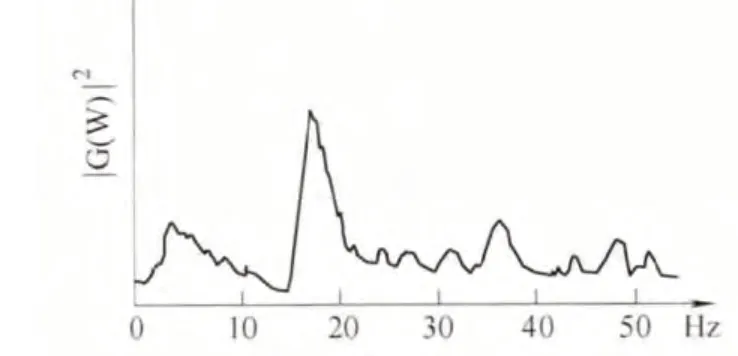
圖6
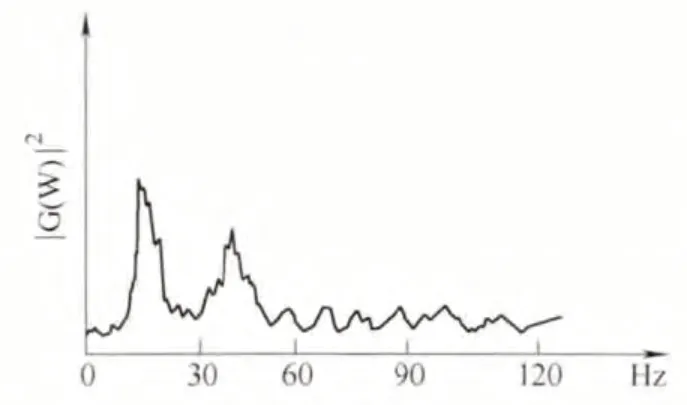
圖7
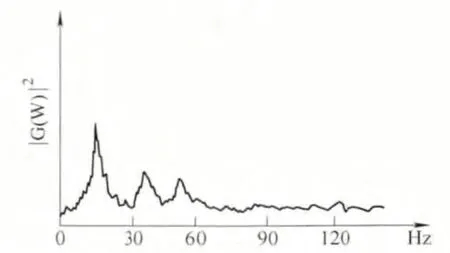
圖8
(2)磨頭電動機運行脈動控制方面。應嚴格控制因電動機定轉子之間間隙不均勻產生電流脈動,減少主軸轉速脈動,使磨削出力均勻,減少磨削波紋幅度。
(3)磨頭電動機隔振與平衡方面。①磨頭電動機與其安裝面之間應嚴格加裝防振墊,減小振源的傳播幅度。②磨頭電動機及主軸傳動帶輪需進行動平衡,嚴格控制因帶輪裝配后的不平衡引起的強迫振動。③磨頭電動機帶輪與磨頭帶輪軸線應嚴格控制平行度在0.05 mm以內,防止皮帶振顫引起的強迫振動。④砂輪卡盤與主軸錐度應接觸達到80%以上,并靠近大端。如果其接觸率低,特別是如果接觸部位靠近小端,會直接產生磨削波紋。
(4)磨頭主軸的徑向支撐剛度方面。磨頭主軸的徑向支撐剛度要達到380~1000 N/m,若主軸的支撐剛度過低會使主軸振動幅度加劇。
(5)砂輪選擇與安裝方面。①由于砂輪離線平衡后的安裝、磨削過程中砂輪磨損的不均勻性、砂輪砂粒間隙的不均勻性及各種隨機因素的影響,砂輪在磨削過程中實時產生不平衡量,而砂輪不平衡量嚴重地影響磨削表面波紋度。因此,建議使用在線動平衡儀來實時處理上述問題產生的磨削波紋問題。②注意選擇質量優良并與工件材質及表面熱處理相匹配的砂輪,也是降低磨削波紋的重要手段。③質量不好的砂輪可以引起以下問題:磨粒不均使砂輪在磨削時吸水不均產生新的不平衡;磨粒質量差而引起鈍化過快引起振動。④砂輪的磨粒材質、硬度、結合劑選擇等相關參數正確匹配選擇,也是減少磨削波紋的手段。
(6)導軌磨床運動部件的接觸剛度方面。①磨頭體殼與垂直滑板之間的接觸剛度:磨頭體殼與垂直滑板之間是特別重要結合面,其接觸剛度直接影響波紋度的產生,應嚴格按相關規定進行刮研,最好將二者鑄為一體。②Y/Z軸主要部件的接觸剛度問題:由于Y/Z軸是磨頭進給的運動機構,其運動剛度過低直接加大強迫振動的振幅,加大波紋產生的幾率。對于龍門導軌磨床Y/Z軸運動部件的接觸剛度是影響波紋的主要因素,一般表象體現在大吃刀磨削波紋度減小,小吃刀精磨波紋度加劇。其主要原因是大吃刀時人為消除間隙及接觸不良,增加接觸剛度,而小吃刀完全暴露出接觸剛度差問題致使波紋度加大。因此,嚴格控制裝配過程的質量,提高部件的接觸剛度,是減少波紋的重要手段。
5.研究結論在機床上的應用
在得出上述結論后,結合公司正在制造的一臺MKW5225A/2.5×100龍門導軌磨床,我們將上述結論進行驗證,進行了如下的改進:
(1)控制主軸電動機的振動等級在S級以上,電動機風扇采用鑄鋁件代替塑料件,電動機到公司安裝帶輪后整體做動平衡,同時對電動機內部軸承的質量也進行了嚴格的要求。電動機定轉子之間間隙是否均勻是我們要嚴格控制的另一個重要參數,這樣就能較容易地將電動機和帶輪的不平衡量引起振動的雙振幅值控制在4m內。
(2)磨頭電動機和滑板之間安裝了硬橡膠墊,橡膠墊不可過硬、過軟。磨頭電動機帶輪與磨頭主軸之間的平行度達到0.03 mm,選用韌性好的聚氨酯皮帶,并縮短了皮帶的長度。
(3)更改磨頭體殼和主軸,使磨頭主軸的徑向支撐剛度達到了662 N/m。
(4)目測砂輪卡盤與主軸錐度接觸率在85%左右,且靠近大端。
(5)砂輪配置了DITTEL在線動平衡系統,在磨削過程中實時控制主軸砂輪系統的不平衡量。
(6)砂輪廠家到公司根據我們的磨削參數和要求提供合適的砂輪。
(7)將磨頭體殼與滑板直接鑄成一體,消除之二者間的接觸剛度問題。
該機床在裝配完成后,通過磨削零件,肉眼觀察無振紋現象,效果較以前同類機床有顯著改善,上述結論將在今后公司生產的龍門磨床上推廣使用。
6.結語
綜上所述,龍門導軌磨床磨削波紋產生因素較多,但只要圍繞產生磨削波紋的機理,查找引起磨削波紋的振源及使振源擴散放大的問題點,然后運用科學合理的手段對振源加以抑制或者減弱它們的強度,或者斬斷它們的傳播路徑,采取一些吸振、隔振措施,這樣龍門導軌磨床的磨削波紋的問題就不難解決[注:基金項目及編號:國家科技重大專項“高檔數控機床與基礎制造裝備”項目(課題編號2011ZX04003-011)]。
[1]夏廣嵐,馮憑.金屬切削機床[M].北京:北京大學出版社,2008:99-101.
[2]郭力,李波.超高速磨床主軸系統液體動靜壓軸承的優化設計[J].精密制造與自動化,2006(1):34-36.
[3]劉貴杰.磨床砂輪智能檢測及修整系統[J].機械制造,2003(41):57-59.
專家點評

本文比較系統地描述了龍門導軌磨磨削波紋產生的機理和試驗數據。通過文章我們可以對企業所使用設備產生的問題進行比對,解決設備存在的磨削波紋問題。同時對設備制造廠提出制造時應該注意的事項,也給我們在解決問題時提出特別要注意磨頭主軸的動平衡以及電動機振動的問題。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
