運輸鏈回轉臺改進
2014-12-04 01:50:34黃中友王業新吳耀明謝樂添
設備管理與維修 2014年1期
黃中友 王業新 熊 杰 吳耀明 謝樂添
(華菱漣鋼2250熱軋板廠 湖南婁底)
1.概述
漣鋼2250熱軋板廠運輸鏈回轉臺用于接受1號步進梁運輸機(縱向運輸)送來的鋼卷,并將鋼卷旋轉90°送到2號步進梁運輸機(橫向運輸)的受卷位置。當鋼卷需要檢查時,不旋轉,鋼卷小車直接從回轉裝置取下鋼卷進入鋼卷檢查線。
自2009年9月投產以來,回轉臺故障一直居高不下,并且每次處理時間都在6~8h,嚴重影響生產,為此分析原因,采取改進措施,保證回轉臺運行正常。
2.存在的問題
回轉臺結構如圖1、圖2所示,主要由驅動馬達、軸承、鞍及支架組成。
(1)驅動馬達型號 F11-019-MB-ET3065,為 360°旋轉馬達。雖然在電氣控制信號中采用了減速限位及停止限位控制,但由于回轉的鋼卷重量不一,在同等比例閥開口度的控制情況下,因阻力不同,鋼卷回轉的速度也不同,無法實現精確定位,經常撞擊機械擋塊,導致機械擋塊脫焊或變形。
(2)鋼卷在回轉鞍座上旋轉時,因減速、制動過程中所產生的慣性力矩,與液壓馬達經減速機產生的減速、制動力矩,在減速機輸出軸上相抵消,對減速機輸出軸產生內應力;另因無法精確定位,造成機械擋塊相碰產生沖擊力,導致減速機輸出軸經常斷裂。
(3)減速機為立式安裝,在實際維護過程中,加油換油極不方便,且潤滑效果較差,易出現因潤滑不到位造成減速機內齒損壞或軸承損壞。
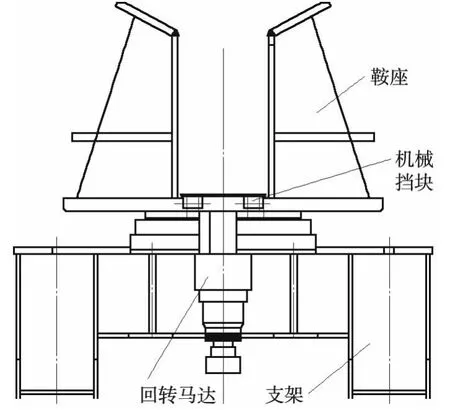
圖1 回轉臺結構(1)
3.改進措施
針對上述問題,經分析及研討,因回轉臺僅需實現90°旋轉,決定采用帶有位移傳感器并可緩沖的液壓缸來驅動回轉臺,改進實施如下。
(1)將鞍座底部厚度由102mm增至120mm,以增強底板抗變形的能力。
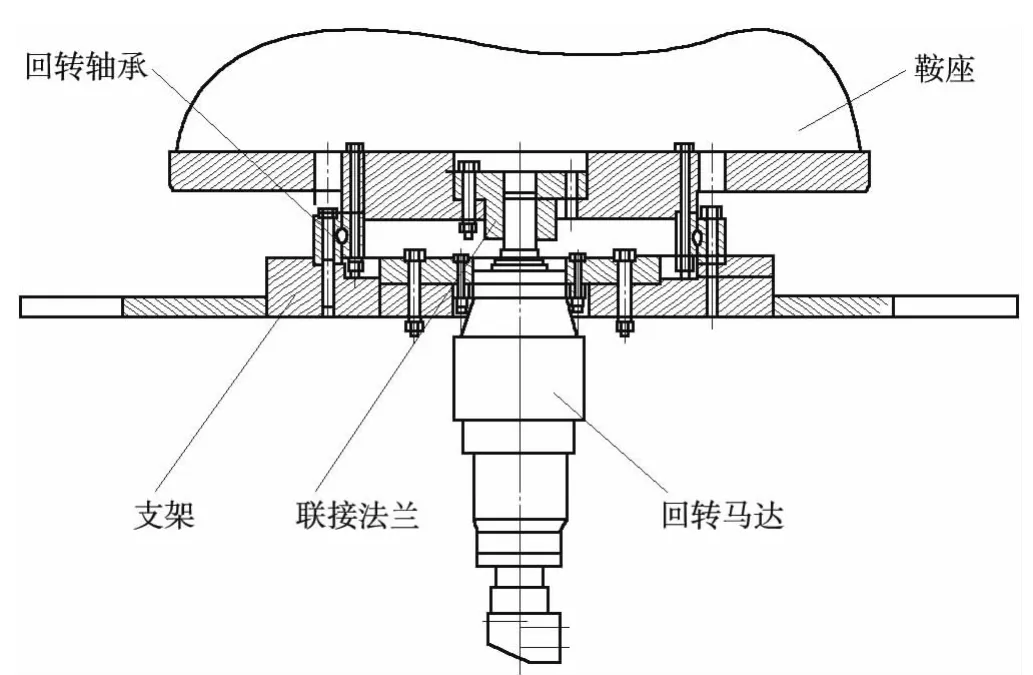
圖2 回轉臺結構(2)
(2)如圖3所示,將旋轉結構形式改為采用Φ120mm的回轉軸直接與回轉鞍座垂直相連,并在回轉軸下部采用支撐套進行回轉支撐,加強了軸的抗扭矩能力。
(3)將液壓馬達驅動改成如圖4所示液壓缸加連桿的驅動形式,簡單方便。
改進后回轉臺動作原理:當鋼卷需要回轉時,比例閥打開,按照控制曲線將液壓缸活塞桿伸出,推動連桿,因連桿與回轉軸、回轉軸與鞍座為剛性連接,從而帶動鞍座沿回轉軸承順時針90°旋轉;返回時,比例閥打開,按照控制曲線將液壓缸活塞桿縮回,拉動連桿,從而將鞍座沿回轉軸承逆時針90°旋轉。
4.注意事項
(1)液壓缸行程設計必須確保90°旋轉,缸徑與桿徑的選取要能實現過載保護;前后采用關節軸承,實現調節及擺動,并且內置位移傳感器,進行精確定位;端面帶有緩沖裝置,減緩沖擊。
(2)連接銷采用錐銷錐套結構形式,消除連接處間隙,確保精度。
(3)油缸支座后預留約10mm余量,通過墊板安裝,對油缸定位進行微調,以完全保證鞍座回轉位置精度。
(4)支撐套與回轉軸之間間隙要求設計合理,以免造成安裝困難或卡死。
2011年實施改進至今,回轉臺運行正常,改進效果良好。
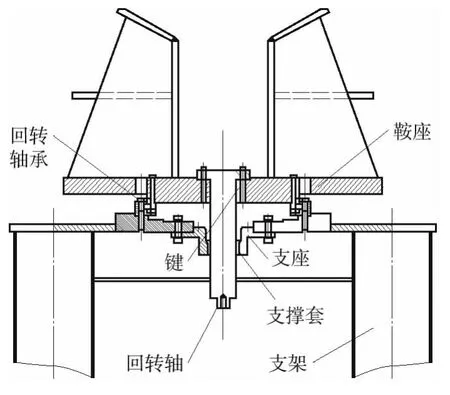
圖3 改進后回轉臺結構
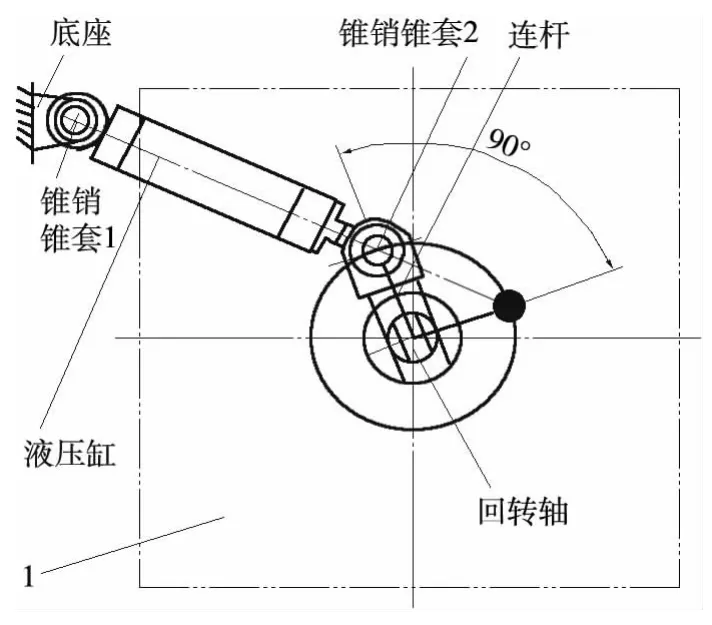
圖4 改進后回轉臺驅動方式
