高職鑄造專業實訓改進研究與實施
2014-12-04 07:51:42吳代建WUDaijian傅駿FUJun藺虹賓LINHongbin周棣華ZHOUDihua王澤忠WANGZezhong
價值工程 2014年36期
吳代建WU Dai-jian;傅駿FU Jun;藺虹賓LIN Hong-bin;周棣華ZHOU Di-hua;王澤忠WANG Ze-zhong
(四川工程職業技術學院,德陽 618000)
(Sichuan Engineering Technical College,Deyang 618000,China)
0 引言
本文旨在通過創造條件將消失模傳統工藝引入實訓課堂,進而推廣消失模最新技術,提高學生動手能力和就業競爭力。結果表明,提升了學生的訓練興趣,學生掌握了消失模生產初步技能,達到了很好的教學效果。
1 消失模鑄造實訓環節的實施
1.1 實訓條件下的消失模粘土砂工藝流程 根據鑄件圖,制定消失模工藝圖。將工藝結構分解為簡單的幾何結構,按照分解后的幾何體切割泡沫板材,制作泡沫模樣,并組合粘接穩固。配制好涂料,成分如表1,浸涂在模樣表面,烘干后重復1-2 次。用如表2 粘土砂消失模工藝成分混制型砂,檢驗型砂的性能后選取砂箱造型[1,2]。
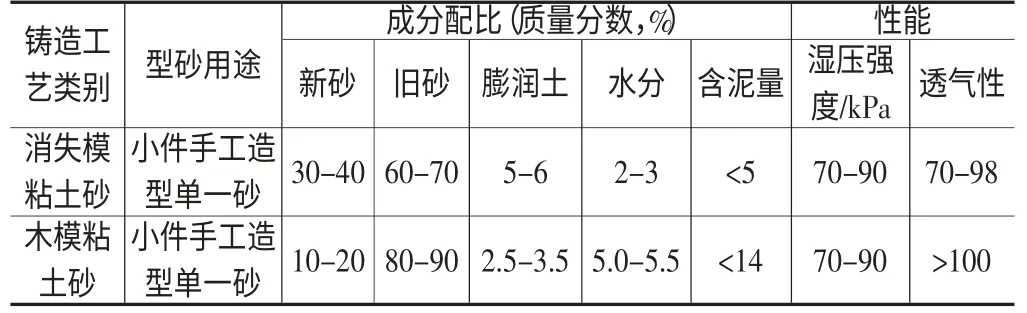
表1 粘土砂消失模和木模工藝型砂配方及性能對比

表2 消失模粘土砂涂料配料單
造型過程中,注意控制模樣各表面型砂的緊實度,并按工藝預埋好排氣管道。造型結束后,在8 小時內澆注完畢,防止消失模二次吸水,增加產生氣孔缺陷的可能性。同時,使用相同木模造型制作型腔,設為對比組,用于工藝和造型工時對比分析。最后熔煉澆注,冷卻凝固后,打箱清理檢驗兩組鑄件的產品質量。
1.2 關鍵質量控制措施 泡沫模樣表面質量和尺寸精度直接影響鑄件的質量,實訓中通過在電熱切割設備中增設控溫系統,可實時調節電阻絲溫度,能有效控制切割燒損量和提高模樣表面質量。通過控制型砂含泥量,降低粘土型砂中水分和增加粘結劑的含量,如表2,配合操作時合適的緊實度。達到保證型砂強度的情況下,充分提高型砂的流動性,增加透氣性,降低發氣量。可有效控制氣孔、塌箱、鑄件變形、粘砂等缺陷產生的可能性。
直澆道、冒口選用木模造型,同時在泡沫模樣多個部位預埋排氣管,造型結束后取出,清理以上部位散砂。有利于提高金屬液的沖型能力、防止嗆火、澆不足、氣孔等缺陷的產生。
適當提高出爐澆注溫度,第一包澆注木模造型的鑄型,第二包澆注消失模鑄型。可充分提高澆包溫度,以此延長金屬液的流動時間和提高泡沫氣化速度,防止鑄件殘缺、冷隔等缺陷產生。
2 消失模鑄造在實訓過程中的實例
2.1 木模、粘土砂型鑄造工藝方案 木模、粘土砂型鑄造工藝方案見圖1。該底座為典型的兩端外形輪廓尺寸大于中間部分尺寸,即“兩頭大,中間小”。木模造型時,為了便于取出中間模樣,需設置兩個分型面,常采用手工造型方法中的三相造型。受鑄件大小和形狀等條件的影響,可以先做上砂箱,再做中砂箱,最后做下砂箱;也可先從下砂型或中砂型開始造型。由于增加了分型面和翻箱次數,鑄件往往出現錯型、飛翅過大、偏芯等缺陷。此外,三箱造型常要求中箱高度盡量和木模高度匹配,否則還要進行挖砂造型才能完成造型任務,非常不方便并且不能保證質量。底座木模手工造型澆注系統選擇了頂注式,內澆口遠端位置采用兩個明冒口。
2.2 消失模、粘土砂型工藝方案 選擇消失模工藝能很好地解決上述操作難的問題。經過工藝分析,提出消失模粘土砂型工藝方案(圖2)。由于車間無抽負壓設備,為增加澆注時泡沫燃燒煙氣的排放能力,直澆道、冒口均采用木模成型,且在橫澆道,鑄件上表面增設多個排氣孔。
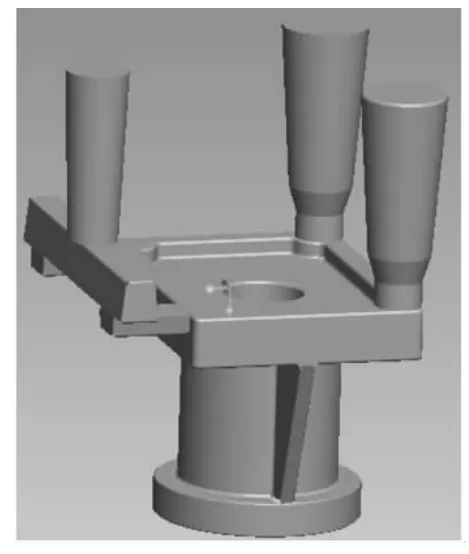
圖1 木模粘土砂型工藝方案
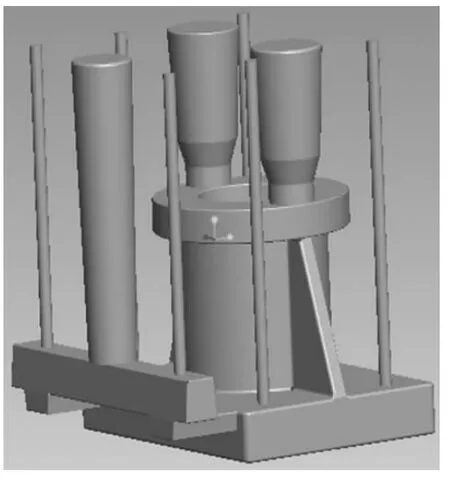
圖2 消失模粘土砂型工藝方案
3 實訓效果分析
實訓教學在四川工程職業技術學院2012(三專)材料成型及控制技術專業(鑄造技術方向)1、2 班中進行,將兩個班同學隨機分成12 組,每組分別完成木模造型和消失模制模造型,后熔煉澆注。通過記錄每組在實訓中“連續實訓時間、有效提問次數、協同創新次數”三個指標來衡量教學效果。連續實訓時間指不間斷地專注于實訓操作的工作時間。有效提問次數指就工藝、造型方法、措施等提出有針對性問題的次數。協同創新次數指在講授方法以外,每組學生自主尋求其他操作方法或措施更短時間、更好效果完成某項實訓任務。記錄數據如表3、表4。
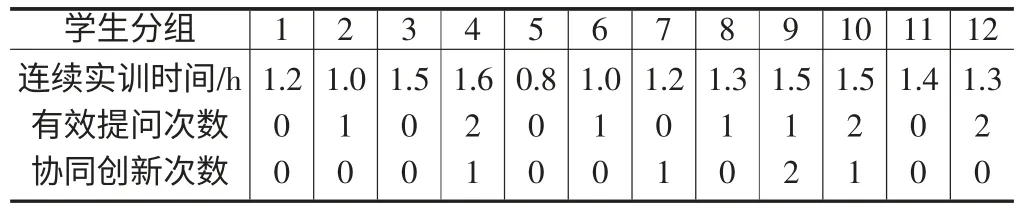
表3 木模手工造型教學效果統計表
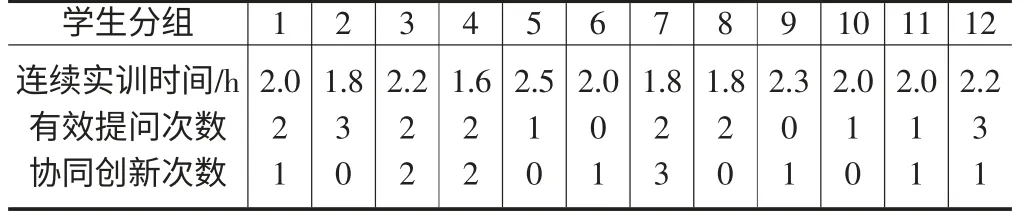
表4 消失模造型教學效果統計表
對數據統計分析,學生進行木模手工造型平均連續實訓時間為1.28 小時,累計有效提問和協同創新次數分別為10 次和5 次;學生進行消失模制模和手工造型平均連續實訓時間為2.02 小時,累計有效提問和協同創新次數分別為19 次和12 次。
傳統實訓方法,在快到正常兩小節課時結束前,學生將注意力分散,其操作惰性增強,并提出休息的愿望。而引進消失模工藝后,學生對新技術新工藝表現出濃厚的學習興趣,平均能連續堅持2 小時以上直到目標任務完成。而就工藝、操作順序、解決方案提問或交流的次數,后者也明顯增多,甚至組與組之間同學也進行技術交流和指導。協同創新能力方面,主要集中在制模方法和造型過程上,如泡沫模樣分解方案、切割措施,造型緊實順序,排氣、補縮措施等。累計創新次數后者超過前者一倍有余,對學生創新思維和工程實際問題解決能力的鍛煉提供了一次良好的機會。
[1]李增民,李志勇.消失模鑄造的關鍵技術[J].鑄造技術,2002,23(03):155-159.
[2]章舟.消失模鑄造生產實用手冊[M].北京:化學工業出版社,2011.
[3]傅駿,藺虹賓,謝學林.高職鑄造專業開展工程倫理教育探討[J].鑄造技術,2012(09).
猜你喜歡
裝備制造技術(2020年12期)2020-05-22 09:25:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
福建教育學院學報(2019年4期)2019-06-12 08:39:10
計算機測量與控制(2017年6期)2017-07-01 16:23:53
電子制作(2017年8期)2017-06-05 09:36:15
新時代職業教育(2016年4期)2016-02-06 02:15:35
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03