基于多重約束光亮爐生產計劃模型及算法
2014-12-07 11:01:06萬化忠
中國科技縱橫 2014年3期
萬化忠
(寶鋼鋼管事業部無縫鋼管廠,上海 201901)
基于多重約束光亮爐生產計劃模型及算法
萬化忠
(寶鋼鋼管事業部無縫鋼管廠,上海 201901)
光亮爐生產計劃的合理安排能夠縮短合同的生產周期,降低庫存,提高生產效率。光亮爐生產計劃優化問題是一個典型的組合優化問題,本文在實踐滿足光亮爐計劃目標和多重約束的基礎上提出了一種光亮爐生產計劃的數學模型,并且運用模擬退火算法求優解,使得生產模型貼近現實,具有推廣價值。
光亮爐生產計劃 多重約束 組合優化 啟發式算法
1 引言
光亮爐對熱區軋制管料中需要熱處理的部分進行加工,完成熱處理工藝后將管料返回至中間庫等待冷區調用。
目前光亮爐生產管理過程中在生產計劃的編制主要是手工作業的方法,3臺光亮爐的具體生產排程情況通過人工完成,由于管料材質和規格的多樣性、不同爐子的熱處理特點以及熱處理管料的合同交貨期,使得計劃人員每次編排計劃時都要進行大量的查詢、比較、匹配的重復勞動,不利于提高生產效率。
本文基于光亮爐生產計劃的優化目標及多重約束,提出模擬退火啟發式算法解決光亮爐生產計劃的編排問題。
2 計劃過程基本流程
光亮爐生產計劃的編排是以中間庫庫存為主要管料來源的,同時適當考慮熱區軋制計劃中的待軋制管料。鑒于計劃求解的數據要求及目前信息系統中可用數據的特點,需要先對既有的數據進行加工和分解,得到滿足后續求解模型主體運算所需的數據形式。具體的數據處理方法不再贅述,計劃編排的一般流程見圖1。
需要說明的是,圖1中的中間庫管捆庫存信息、生產合同信息、熱區日軋制順序體、光亮爐管捆產出實績履歷信息以及光亮爐熱處理規則表這五個表是L4系統中存在的數據表。圖中其余的表是在本地數據庫建立的本系統產生的數據表。特別指出的是,圖中標示⑦是本文的核心內容、也是本文所解決的主要問題,中間庫第一道工序表、熱區第一道工序表以及計劃初始信息表是以下計劃編排的直接數據來源。
3 生產計劃模型與方法
3.1 生產計劃目標及約束分析
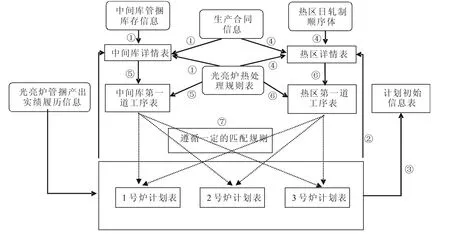
圖1 退火爐生產計劃數據流程
綜合考慮光亮爐在生產過程中的位置及其自身的生產實際情況,提取光亮爐生產計劃的主要目標及基本的約束條件。光亮爐生產計劃的編排的主要目標是盡量減少爐溫切換的次數,必須切換爐溫時,以溫度變化最小為原則進行爐溫的切換。在生產計劃求解過程中需要滿足的基本約束條件如下:
(1)按照各軋批管料的合同交貨時間的先后逐月安排本計劃周期內的生產。
(2)按照規則基表中的規則確定待處理管料與各爐的匹配關系。
(3)對于既正火又回火的管料,正火后的管料放回中間庫,等待回火爐子滿足所需爐溫時再進行回火處理。只要時間上滿足,回火工序也應排入相應具有回火爐溫的光亮爐生產計劃中。
(4)認為熱區管料在計劃軋制時間12小時后回到達中間庫,對于滿足時間和爐溫的熱區管料同樣應排入相應的生產計劃中。
(5)3#光亮爐一般正火,1#、2#光亮爐一般回火。
(6)3#爐正火管料,提供給2#光亮爐和1#光亮爐回火,應該考慮盡量減少2#光亮爐和1#光亮爐溫度切換,如果要爐溫切換時優先考慮1#光亮爐溫度切換。
3.2 生產計劃編排模型
通過對光亮爐生產計劃的目標及約束條件的分析,考慮主要影響因素抽象出如下基本數學規劃模型。
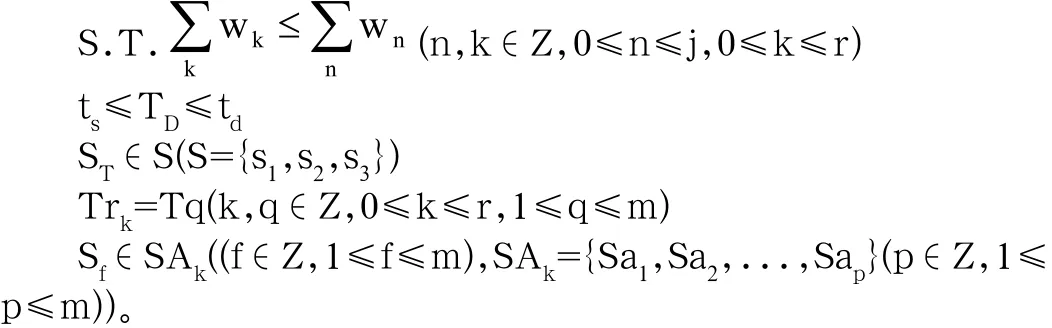
主要的約束條件可以表示成:
設共有j個待處理軋批,對應的管料總重量分別為wn(n∈Z,0≤n≤j),共有r個軋批排入計劃(r∈Z,0≤r≤j),第k個排入計劃的軋批重量分別為wk(k∈Z,0≤k≤r),則j,0≤k≤r)。
設計劃周期的結束時間為TD,最后一個排入計劃的軋批計劃開始時間為ts,計劃結束時間為td,則ts≤TD≤td。
爐子共有三種生產模式,表示為S={s1,s2,s3},實際的生產模式為ST,則ST∈S。
不失一般性,設共有爐m個,集合為。各爐的爐溫分別為Tq(q∈Z,1≤q≤m)。設第k(k∈Z,0≤k≤r)個排入計劃的軋批需要的爐溫為Trk,可用的爐號為SAk={Sa1,Sa2,...,Sap}(p∈Z,1≤p≤m)。排入爐Sf(f∈Z,1≤f≤m)需滿足條件:爐溫相等即Trk=Tq以及爐號符合即Sf∈SAk。
則該優化模型[1]可表示成:
4 模型具體求解及實施方法
針對上述數學模型的光亮爐生產計劃優化方法的求解思路是采取擴散模擬退火啟發算法,即構造一種基于直觀或經驗的算法,在可接受的花費下給出待解決組合優化問題每一個實例的一個滿意解[2],根據實際問題構造一些經驗方法來求得一個比較好的結果。由于規則的復雜性,又引入了一定量的預計算來輔助算法。以批量計劃中不同交貨時間和溫度的排列次序作為算法的解,算法內循環執行搜索,通過隨機擾動,改變軋制單元的排列次序,獲得新的鄰域解;算法外循環執行退火算法,通過多次迭代獲得全局最優解,該生產計劃啟發式算法一般思路是:
設中間庫中有r個合同交貨月份的管料待處理。按照交貨時間的先后安排3臺爐子的生產。在第i個合同交貨月份中的管料再按照爐溫切換最少的原則進行管料與爐的匹配以及爐溫的切換。設爐溫分別為Ti(i=1,2,3),根據3臺爐子在不同爐溫時的狀態STi,首先安排3臺爐子的優先順序,然后按照優先順序對中間庫和熱區滿足爐溫Ti和計劃時間的管料進行排程。具體地,預計算可排入爐i計劃(即滿足爐i當前溫度Ti和該爐當前排到的計劃時間)管料中只能在此爐生產的部分管料所需的時間tonlyi,然后根據tonlyi和計劃周期的時間條件來對其他可在多個爐號進行生產的管料安排與相應爐號的匹配。Ti溫度下的滿足條件的管料都排入計劃后,若仍未到達要求的計劃周期截止時間,尋找爐i的當前最接近爐溫Tneari,并將爐溫切換到此溫度下,然后在考慮爐溫切換時間的基礎上開始新一輪爐溫下的計劃過程,以此類推,直到滿足計劃周期時間要求或無待處理管料截止。計劃優化部分的具體實現步驟如下:
(1)讀取優化部分參數,包括時間參數、算法參數、規則參數三部分。其中時間參數包括:批量計劃的進爐時間,熱處理在爐時間,軋批的標準生產時間,停機時間;算法參數包括:模擬退火算法起始溫度,終止溫度,降溫速度;規則參數包括:爐溫、生產時間、計劃類型搭配規則。
(2)判斷當前溫度是否小于終止溫度,若小于終止溫度,則退出算法,優化結束,否則繼續下步。
(3)判斷內循環次數是否到達最大次數限制,如果到達則執行一步退火,轉到步驟(2);否則繼續下步。
(4)在鄰域內執行一步算法操作,即隨機取兩個計劃,判斷兩個計劃號是否在禁忌表內,如果在的話重新進行隨機搜索,否則將兩個計劃號放入禁忌表中,同時對禁忌表中已存在的禁忌對象執行步數減1操作,同時執行下步。
(5)判斷上步取出的兩個隨機計劃是否滿足合同溫度相同計劃類型搭配,不滿足則進行狀態回退,并轉回步驟(3)進行下次鄰域搜索;滿足則交換兩個計劃的位置,并對交換后的批量計劃的每個軋批寫軋制時刻表,然后執行下步。
(6)判斷批量計劃的所有鋼管是否滿足熱處理計劃要求,即:額定放入爐子計劃合同不能進入到實際爐溫STi的時間tonlyi范圍內。如果不足熱處理計劃爐溫要求,則轉到步驟(3)進行下次搜索;如果滿足,則執行下步。
(7)計算當前解中的合同時間tonly1和爐溫ST1,同時計算最優解中的合同時間tonly2和爐溫ST2,判斷條件:

如果條件成立,則用當前解覆蓋最優解;否則計算接受概率:
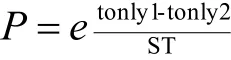
其中ST表示當前溫度,然后取0~1之間的一個隨機數ε,如果P>ε,則接受當前解,即用當前解覆蓋最優解,并轉到步驟3;否則進行狀態回退,并轉到步驟3進行下次。
生產計劃優化具體的實施過程中,按照上述的啟發式規則進行實現。為了求解到的生產計劃不是僅用來代替人工操作,使其優化程度更高,實施過程中采用了以下的處理:
(1)為了軋批能在合同交貨期之前得到及時處理,通過對合同交貨時間的顯示來提示計劃人員,同時通過遍歷中間庫的不同交貨時間,然后按照交貨月份的不同優先進行較早交貨時間管料的生產計劃。
(2)為了滿足3臺爐子的不同特點和功能(1#2#主要回火且盡量保證2#溫度不變,3#主要正火),在不同爐溫狀態情況下,為3臺光亮爐確定不同的計劃安排的優先級。
(3)為了使既正火又回火的管料,第二道回火工序能夠排入本次計劃周期的生產計劃中,縮短該類管料在中間庫的等待時間,減少中間庫庫存量,在滿足計劃周期時間條件的前提下若存在正火爐、中間庫存在該類管料且第一道正火工序沒有排入計劃,則采取暫時虛擬關閉回火爐,優先排正火爐計劃的方法,直到前提條件解除,恢復回火爐的可用狀態,然后進行后續的計劃編排。
(4)為了解決同溫爐情況下的計劃安排,在預計算的基礎上,對應每個爐每個溫度下建立多個臨時結構,將滿足條件的管料按照各種情況分類放入對應結構,通過控制對結構遍歷的順序來控制管料在同溫爐之間的匹配,達到讓更多的管料進入計劃,同時對爐溫的切換最少,加快光亮爐對鋼管的熱處理進度,減少鋼管的生產周期。
(5)為了解決某交貨月份管料較少而導致的多個光亮爐同時切換到同一最接近爐溫的問題,特別是為了避免不必要的跨狀態爐溫切換,采用預計算與關閉部分切換渠道相結合的方式,盡量保證讓最需要和最合適切換的光亮爐優先進行爐溫切換,完成其相應計劃編排后,再通過對剩余可排管料的判斷來確定其他光亮爐的爐溫切換。
5 結語
光亮爐生產計劃優化問題屬于組合優化問題。通過對生產計劃實際情況的分析抽象出光亮爐生產計劃的數學模型。在生產計劃數學模型的求解上,提出了一套擴散退火啟發算法,從而得到自動編排和優化后的光亮爐生產計劃。通過優化后的生產計劃,不僅減輕了人工操作的工作量,而且所排計劃兼顧了交貨期、綜合考慮了爐溫切換、控制了爐溫走向。
[1]吳祈宗.運籌學與最優化方法[M].北京:機械工業出版社,2003.
[2]刑文訓,謝金星.現代優化計算方法[M].北京:清華大學出版社,1998.
[3]Schweitzer P J, Seidmano A. Optimizing processing rates for flexible manufacturing systems. Management Science, 1991,37:454-466.
萬化忠,男,2003年7月畢業于武漢科技大學學士學位,現工作于寶鋼事業部無縫鋼管廠,工程師。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
現代企業(2015年2期)2015-02-28 18:45:09
汽車零部件(2014年11期)2014-09-18 11:57:16
