論循環流化床鍋爐水冷壁管磨損的分類及對策
2014-12-11 00:49:25酈建平
中國科技縱橫 2014年15期
酈建平
(浙江省寧波市特種設備檢驗研究院,浙江寧波 315048)
論循環流化床鍋爐水冷壁管磨損的分類及對策
酈建平
(浙江省寧波市特種設備檢驗研究院,浙江寧波 315048)
循環流化床鍋爐因其高效、節能、環保的綜合特性被廣泛應用于國民經濟的各行各業,但水冷壁管的各種磨損問題卻一直困擾著我們,因磨損而造成的爆管事件時有發生,`按磨損產生的不同機理,對磨損進行分析總結及分類管理,從中得出的防磨對策更具有針對性。
循環硫化床 鍋爐 水冷壁管 磨損 分類 對策
1 循環流化床鍋爐的物料循環
典型的循環流化床鍋爐物料循環的基本流程為:燃燒所需要的一次風,二次風分別由爐膛底部和側墻送入,燃料燃燒主要在爐膛中完成,煤和脫硫劑送入爐膛后,迅速被大量惰性高溫物料包圍并著火燃燒,同時進行脫硫反應,并在上升煙氣流作用下向爐膛上部運動,對水冷壁和爐膛內布置的其他受熱面放熱。粗大顆粒進入懸浮區后在重力和其他外力作用下偏離主氣流,從而貼壁下流,形成貼壁流,此所謂物料的內循環。氣固混合物離開爐膛后進入高溫旋風分離器,由氣流帶出爐膛的大量顆粒(煤粒脫硫劑)被分離和收集,通過返料裝置被送回爐膛,進行循環燃燒,此所謂物料的外循環。由此可見,循環流化床鍋爐物料循環由內循環和外循環組成。
2 爐膛內床壓變化的分析
鼓風機以+P的風壓送入爐膛注入壓力能,此壓力能在爐膛的高度方向漸漸地將能量轉換為物料的機械能即物料的動能加勢能,使物料以一定的速度上升。物料獲得了能量,而爐膛內的床壓隨爐膛高度的增加漸漸減小,趨于0并在鍋爐引風機的作用下逐漸變為負壓。
3 磨損的影響因素
(1)床壓大小:床壓越大磨損的動力越大,磨損越厲害。
(2)物料顆粒特性:顆粒硬度大,表面尖銳的磨損越厲害。
(3)物料的流速:流速越大,單位時間內管壁受磨次數越大,磨損也越大。
(4)物料密度大小:物料密度越大,磨損越大。
4 水冷壁管磨損的幾個概念
(1)流道:膜式水冷壁自上而下,由兩個水冷壁的1/4圓弧和一個鰭片寬度所組成的截面為四邊形的通道即為一個流道。
(2)流線:我們將物料在流道內流動的軌跡看成是垂直線,那么緊貼流道邊緣的物料分布線就是流線。以下用流線密度來描述物料的密度大小。
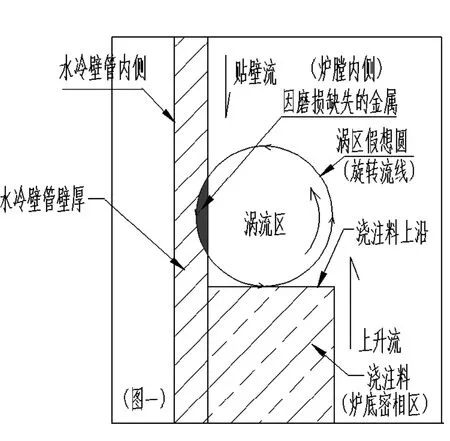
(3)旋轉流線:物料在渦流區域旋轉流動形成的運動軌跡即為旋轉流線。(見圖一)
5 磨損的分類及分析
5.1 整體磨損
在床壓作用下,正常流動的某種物料,在等截面(相對的)流道內有序流過,所產生的管壁磨損叫整體磨損。循環流化床鍋爐爐膛四壁錚亮,反映出來的磨損狀況就是整體磨損。整體磨損是隨床壓的減少而減小的,因此自下而上磨損呈遞減的趨勢。
5.2 局部磨損
在整體磨損基礎上, 流道橫截面突變的局部由于流線受到壓縮或畸變而造成的磨損叫局部磨損。局部磨損可分為以下幾種。
(1)渦區磨損:水冷壁管爐底密相區澆注料上沿一定高度位置處(這個高度一般不超過澆注料的厚度)出現的水冷壁管成排局部磨損叫渦區磨損。引起渦區磨損的原因是下降的貼壁流和上升的物料流在此特殊的截面突變處形成了漩渦(磨損示意見圖一),引起物料對水冷壁管磨損的正壓力是床壓引起的正壓力與渦流帶著物料旋轉引起的離心力的疊加,又因為渦流連續旋轉使單位時間內物料對水冷壁管的摩擦接觸次數增加,兩者共同作用使局部磨損加劇。因此渦區磨損嚴重且涉及受損的管子數量最多(幾乎爐膛四壁每根水冷壁管在這個特殊的位置都存在渦區磨損),應引起足夠的重視。
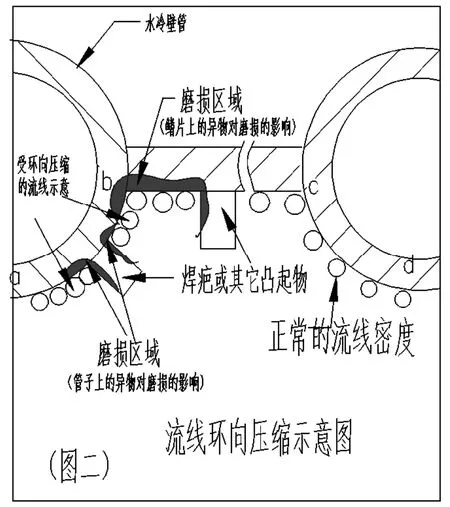
(2)流線壓縮形磨損:在水冷壁管外表,流道內存在凸起的異物而使運動的流線被擠壓壓縮后,流線密度和流速增加所造成的異物邊緣水冷壁管局部磨損叫流線壓縮形磨損。
磨損的具體表現:
(1)鰭片上存在焊疤或其它凸起物造成其旁邊水冷壁管磨損(磨損示意見圖二);
(2)水冷壁管上的焊疤或其它凸起物造成的磨損(磨損示意見圖二);
(3)水冷壁管對接環縫上邊緣的磨損;
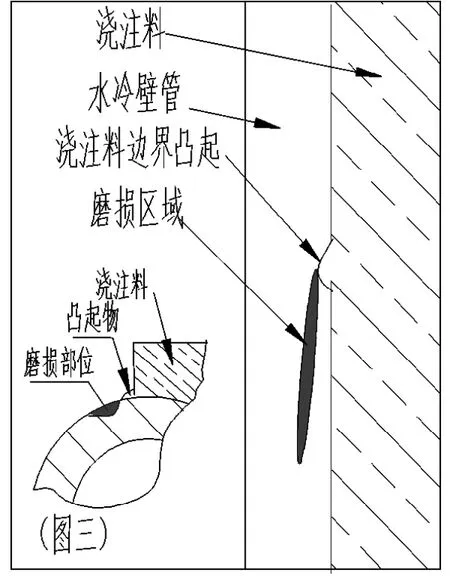
(4)水冷壁管上垂直的邊界不平整澆注料,其邊緣突出部位管壁的磨損(磨損示意見圖三);
(5)爐膛的取樣管或窺視孔管兩邊水冷壁管的磨損。
對流線壓縮形磨損如果流道內凸起的異物體積比較大,流線受壓縮程度嚴重的話,也很容易引起爆管事故的。
5.3 沖撞磨損
沖撞磨損一般只發生在密相區澆注料脫落區域,物料直接沖撞水冷壁管表面而引起的磨損,(另外屏式過熱器底部如果澆注料脫落使受熱面管子裸露遭受磨損也屬沖撞磨損)。
5.4 沖刷磨損
進行外循環的細相物料離開爐膛進入旋風分離器前橫向沖刷水冷壁管,其迎風面上產生的磨損叫沖刷磨損。
6 磨損的檢驗
(1)整體磨損:用宏觀檢驗配合超聲波測厚儀對水冷壁管進行定點測厚跟蹤,使歷年的測厚其數據具有可比性。
(2)局部磨損:各種局部磨損的出現都有其特定的位置,所以只要找對了位置,磨損都是可以檢出的,檢驗方法為宏觀檢驗超聲波測厚或采用深度卡等方法。
對于磨損的檢驗最終是得到管子的剩余厚度,其數值應大于強度計算得到的最小壁厚加上周期磨損量。
7 防磨措施綜述
(1)選用適當的燃料:盡量選用顆粒特性比較軟的燃料,如石化行業采用石油焦作為循環硫化床鍋爐的燃料,同樣條件下磨損就很小,這是改善燃料減少磨損的一個很好的例子。
(2)加強制造安裝的質量控制:許多水冷壁管的局部磨損如流線壓縮型磨損本來是可以避免的,引起這種磨損原因也很清楚是流道內出現了不連續的凸起,只要對水冷壁制造和安裝過程中發現的不連續進行及時處理,對于管子的對接環焊縫爐內側的焊縫余高進行清理,相應的局部磨損是可以避免的。另外,安裝過程中水冷壁管整體平直度也要嚴格控制,不然的話爐膛四角的密封鰭片尺寸差異太大的話,四角的特殊流道截面尺寸不易保持一致,則截面尺寸小的部位兩邊的水冷壁管磨損就會大一點。因此重視這些細節問題后,許多流線壓縮形的局部磨損是可以避免的。對于其它不能避免的結構不連續,應可以事先進行局部防磨(如金屬噴涂)保護。
(3)防磨梁的設置:貼壁流的下落流動一般可分三個區域,即下落開始區,下落加速區,減速回流區。在下落開始區和下落加速區之間設置一道或幾道防磨梁,貼壁流下落時遇到防磨梁阻擋后流速逐層遞減。由于防磨梁能降低貼壁流的整體流速,故對水冷壁管的整體和局部磨損的防止都有明顯的作用。
(4)渦區磨損的防止:1)加大密相區澆注料上沿的寬度:通過增加澆注料上沿寬度來增加形成渦流的旋轉半徑,從而減小渦流的旋轉速度,減小磨損頻率,減小離心力的作用達到減弱磨損的目的。2)讓管設計:將渦區水冷壁管整體向外作讓管設計,讓管后,能使下部澆注料側面與上部水冷壁管取得一致的位置,這樣消除了臺階,旋轉渦流就無從產生,從而達到防磨目的。
(5)金屬噴涂:水冷壁管的局部磨損一般都可以用表面金屬噴涂進行防磨保護,但是噴涂前引起磨損的因素能消除的話一定要消除,另外對磨痕根部呈尖狀的應考慮先補焊再噴涂。
(6)轉移磨損區:不平整的澆注料邊界會對其邊緣水冷壁管造成磨損,那么可以在澆注區邊界設計一圈鰭片,澆注料邊界不直接和水冷壁管接觸而跟鰭片接觸,這樣邊界不平整而產生的磨損被轉移到鰭片上,水冷壁管就得到了保護。
(7)設置擾流鰭片:受煙氣橫向沖刷磨損的水冷壁管區域在管子軸線方向設置鰭片,能很好地起到防磨作用。
(8)加強鍋爐運行管理:在保證鍋爐出力滿足生產需要的前提下,盡量選擇較低的風壓和循環流速。加強鍋爐定期檢驗,發現磨損及時處理。
8 結語
綜上所述,我們發現循環流化床鍋爐水冷壁管的磨損是有規律的。整體磨損是可控的,因為在許多磨損爆管事件中幾乎沒有發現是因整體磨損過度而引起的,局部磨損是危險的,幾乎所有的磨損爆管事故都是由局部磨損過度引起的,應該引起足夠的重視。相信通過大家的共同努力,循環流化床鍋爐水冷壁管爆管事故將越來越少。
