ZL101鋁合金的拉伸斷裂特征
2014-12-11 10:38:16何玉懷劉昌奎劉德林
機械工程材料 2014年2期
關鍵詞:裂紋
劉 洲,何玉懷,劉昌奎,姜 濤,劉德林
(1.中航工業北京航空材料研究院;2.中航工業失效分析中心;3.中航(試金石)檢測科技有限公司,北京100095)
0 引 言
ZL101鋁合金是一種可進行熱處理強化的鋁硅鎂系鑄造鋁合金,具有優良的鑄造工藝性能、耐蝕性能和焊接性能,廣泛應用于由砂型、金屬型和熔模鑄造等工藝方法制造的形狀復雜、壁厚較薄或氣密、且承受中等載荷的航空零件[1-4]。作為航空及其它工業部門中應用最廣泛的鑄鋁材料之一,ZL101鋁合金的力學性能一直是研究的重點[5-8]。有研究指出[9-10],含鐵和硅的第二相對基體的連接強度產生影響,進而影響到合金的抗拉強度以及韌性等力學性能。但是,大部分的研究都只探討第二相的數量和形貌與合金力學性能的關系,對于合金在斷裂過程中,第二相本身的斷裂特征以及由其產生的斷口微觀形貌特征、斷口裂紋的擴展過程等的研究較少。
為豐富相關研究內容,作者通過觀察ZL101鋁合金的斷口表面和截面形貌,以及第二相顆粒的斷裂特征與分布,討論第二相在試樣拉伸斷裂過程中的變化情況及其反映在斷口表面的各種準解理特征,方便微觀地、動態地理解ZL101 鋁合金拉伸斷裂過程及機理,為進一步研究該合金性能優化奠定理論基礎。
1 試樣制備與試驗方法
試驗材料為市售ZL101鋁合金,經T5時效處理,其化學成分(質量分數/%)為0.5Fe,7Si,0.5Mn,0.3 Mg,0.2Cu,0.5Ti,0.3Zn,余Al。依據GB/T 228.1-2010[11],在 大于φ100 mm×50 mm 的鑄件心部取樣,加工成φ5mm 的圓棒拉伸試樣后,在INSTRON 5887型室溫力學拉伸儀器上進行室溫拉伸試驗,試驗采用應力遞增方式加載,即載荷從0遞增至試樣斷裂,試樣始終受軸向拉應力作用,加載速度為1mm·min-1。
將拉伸斷口用丙酮超聲清洗后,使用JSM5600LV 型掃描電子顯微鏡(SEM)和OLYMPUS SZ61型體式顯微鏡觀察斷口表面形貌;將斷口縱截面打磨拋光后,使用JSM5600LV 型掃描電子顯微鏡背散射電子系統觀察斷口截面形貌;使用INCA 350型能譜測試儀(EDS)檢測斷口附近微區成分;使用OLYMPUS GX51型光學顯微鏡(OM)觀察試樣的顯微組織。
2 試驗結果與討論
2.1 斷口形貌
從圖1可以看出,ZL101鋁合金拉伸斷口宏觀表面布滿了細小的刻面,微觀形貌表現為典型的準解理特征,可見韌窩、舌狀花樣以及撕裂棱等。
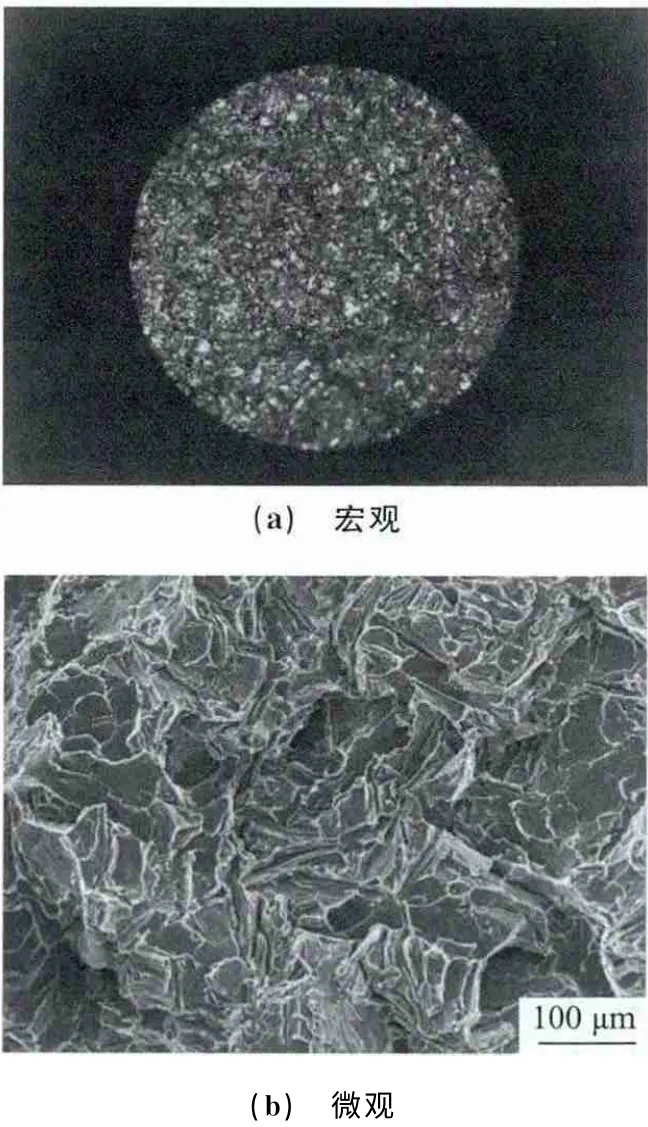
圖1 ZL101鋁合金拉伸斷口的形貌Fig.1 Macro morphology(a)and micro morphology(b)of ZL101aluminum alloy tensile fracture
從圖2可見,ZL101鋁合金拉伸斷口上的韌窩分布于一較大的凹坑內,呈圓形和橢圓形;舌狀花樣以較多的舌狀小平面平行分布于斷口表面,小平面相交處可見臺階;撕裂棱出現在舌狀花樣之間,呈細條狀緊密分布,并伴隨較多的撕裂碎片。
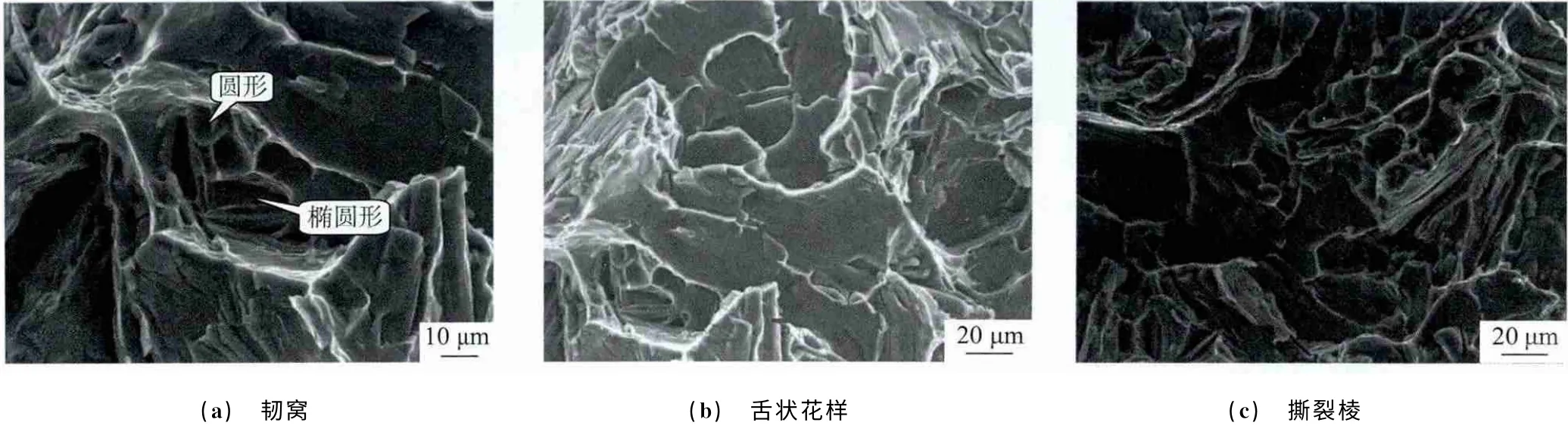
圖2 ZL101鋁合金拉伸斷口準解理形貌中的三種典型特征Fig.2 Three kinds of typical feature of quasi-cleavage morphology of ZL101aluminum alloy tensile fracture:(a)dimples;(b)ligulate patterns and(c)torn edges
2.2 顯微組織
從圖3中可以看到,ZL101鋁合金拉伸試樣顯微組織主要為α-Al和硅的共晶體,局部可見針狀的AlFeMnSi相與硅共晶體交錯分布。
2.3 斷口截面的背散射電子像
從圖4可見,ZL101鋁合金拉伸斷口截面主要分布兩種相:亮白色的針狀相,暗灰色的片條狀和細塊狀相。 經 EDS 分析可知亮白色的為AlFeMnSi相;暗灰色的為硅共晶體。
從圖5中可見,合金基本是沿第二相開裂,裂紋首先沿橫向分布的亮白色針狀AlFeMnSi相開裂,然后繼續沿橫向分布的暗灰色片條狀硅共晶體開裂,如圖中箭頭標示。
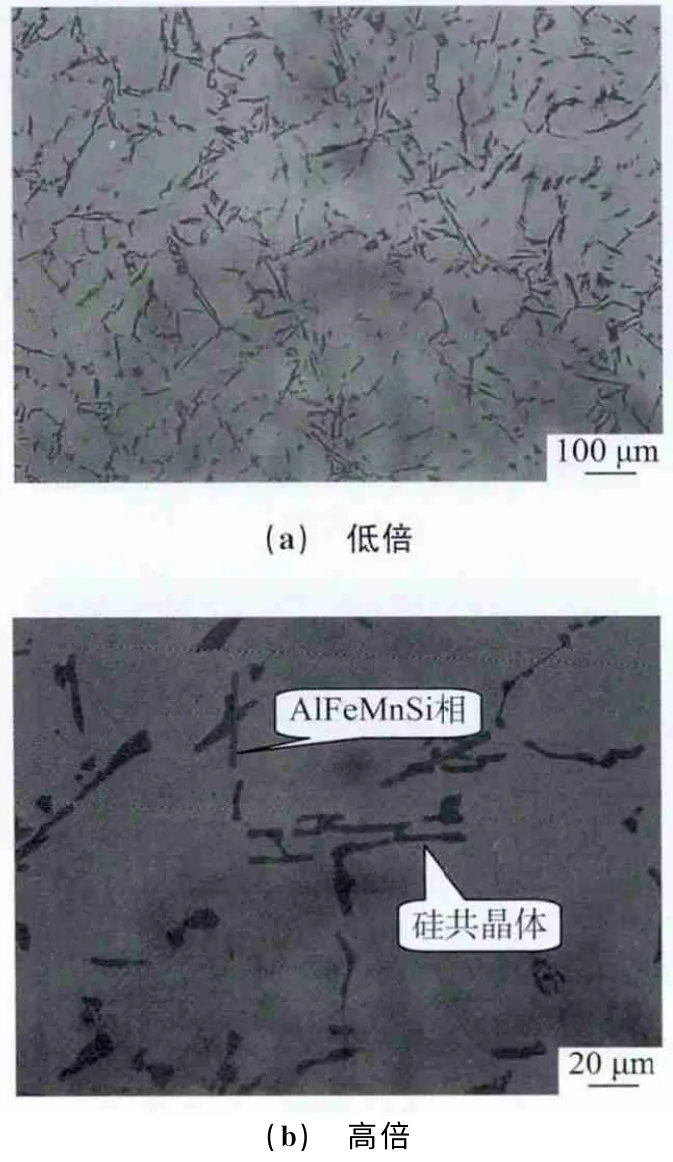
圖3 ZL101鋁合金拉伸試樣的顯微組織Fig.3 Microstructure of tensile sample of ZL101aluminum alloy at low(a)and high(b)magnification
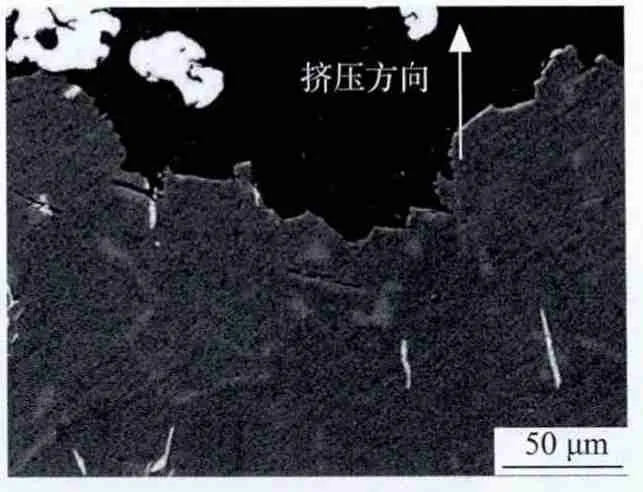
圖4 ZL101鋁合金拉伸試樣斷口的截面形貌Fig.4 Fracture profile morphology of tensile sample of ZL101aluminum alloy
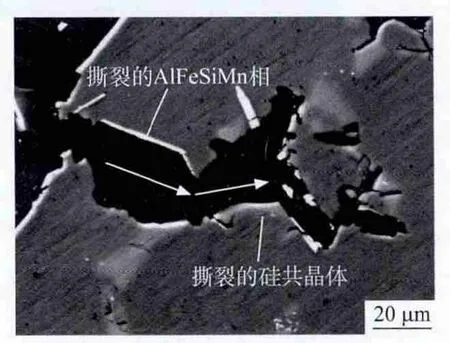
圖5 ZL101鋁合金斷口中橫向裂紋邊緣的第二相分布Fig.5 Distribution of second phases at the edge of transverse crack in ZL101aluminum alloy fracture
從圖6中可見,ZL101鋁合金斷口中縱向分布的亮白色針狀AlFeSiMn相斷成幾截,其斷裂間距較大;暗灰色片條狀硅共晶體也被拉成幾段,其斷裂間距較小且集中。
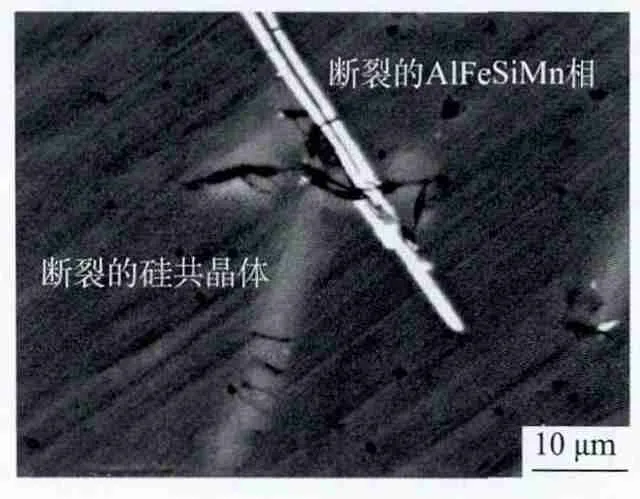
圖6 ZL101鋁合金斷口中縱向裂紋邊緣的第二相分布Fig.6 Distribution of second phases at the edge of longitudinal crack in ZL101aluminum alloy fracture
從圖7可以看到,ZL101鋁合金中的第二相沿斷口邊緣分布,斷口邊緣有AlFeSiMn相和硅共晶體被橫向拉開和縱向拉斷的現象,如圖7中箭頭標示。
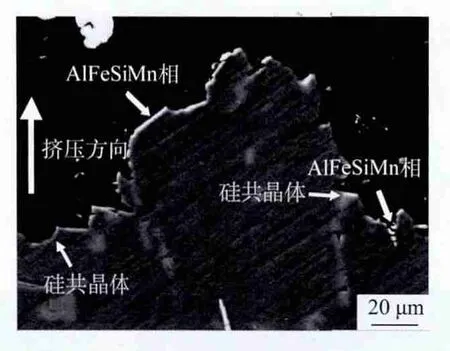
圖7 ZL101鋁合金拉伸斷口截面第二相斷裂情況Fig.7 Second phases rupture on the fracture profile of ZL101aluminum alloy tensile fracture
從圖8可見,ZL101鋁合金斷口邊緣沿第二相的斷裂方式主要有三種。當合金沿單個橫向的第二相開裂時,部分第二相將發生凹陷變形,圖8(a)所示為硅共晶體的凹陷變形;當合金沿兩個接近平行的橫向第二相開裂時,在第二相的相交處,其中一個第二相的邊緣隨開裂過程翹起,圖8(b)所示為兩個接近平行的橫向AlFeSiMn相翹起;當合金沿兩個具有一定角度的第二相開裂時,橫向的第二相沿與基體的交界處開裂,非橫向的第二相被縱向拉斷,同時沿與基體的交界處撕裂,圖8(c)所示為縱向的硅共晶體被拉斷并撕開后的形貌。
2.4 討 論
ZL101合金中主要含兩類第二相顆粒,硅共晶體和AlFeSiMn相,它們以相互交錯式分布。
拉伸試驗中,由于這兩類第二相與α-Al基體之間的結合力相對較弱,裂紋首先沿脆性的第二相形成,并且沿第二相形成穿晶擴展,表現為橫向的第二相顆粒被拉開。被拉開的第二相顆粒隨之發生一定的塑性變形,導致材料內部空穴形核,從斷口表面上看即為韌窩形貌。裂紋穿過第二相形成韌窩后,繼續沿接近平行的橫向第二相開裂,第二相的邊緣在拉力作用下翹起變形,這種沿一定晶面取向擴展并造成顆粒相變形的裂紋擴展方式,在斷口上即表現為舌狀花樣。當裂紋擴展至兩個成一定角度相交的第二相處時,非橫向的顆粒被縱向拉斷,同時沿邊緣撕裂,在此過程中擴展方向發生較大的改變,在斷口上即表現為撕裂棱。然后,裂紋將繼續沿與改變后擴展方向平行的第二相顆粒以撕裂的方式擴展,圖9所示為裂紋的連續擴展與大角度變向。裂紋萌生和擴展示意如圖10所示。
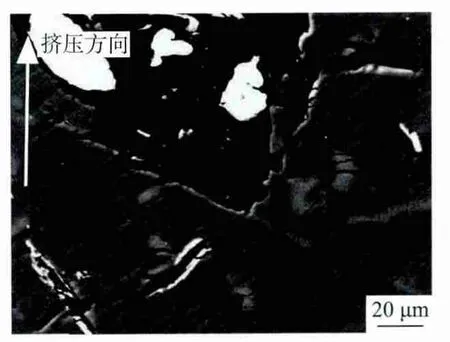
圖9 拉伸試樣中裂紋的連續擴展與大角度變向Fig.9 Continuous extending and direction change with large angle of cracks in tensile sample
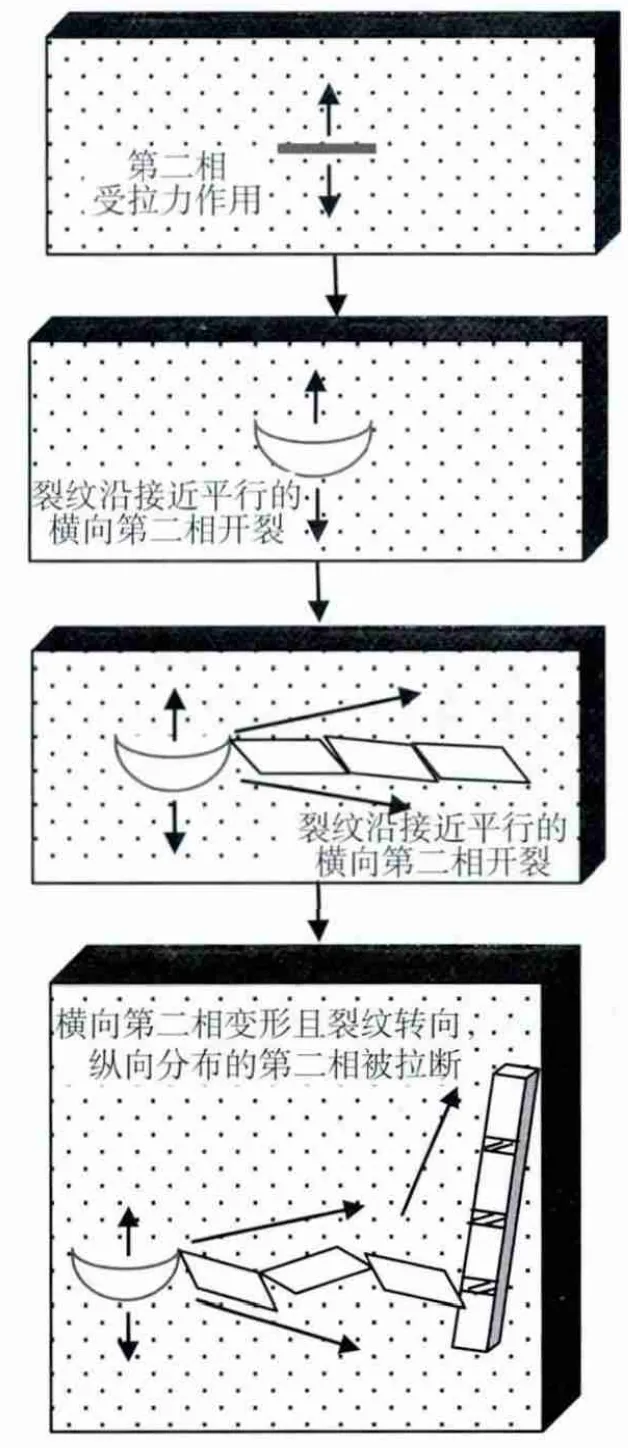
圖10 拉伸試樣中裂紋萌生和擴展示意Fig.10 Schematic diagram for initiation and extension of cracks
ZL101鋁合金為脆性材料,屬于面心立方晶體,鋁合金的過載斷口一般為準解理斷裂[12]。ZL101鋁合金準解理斷口的典型特征為韌窩、舌狀花樣、撕裂棱。其中,韌窩特征是由脆性第二相被拉開后發生塑性變形產生;舌狀花樣是裂紋沿一定取向晶面擴展,并造成相顆粒變形產生;撕裂棱是裂紋擴展至兩個以一定角度相交的第二相時,擴展方向發生較大改變產生。
在裂紋擴展過程中,第二相粒子阻礙位錯滑移,塞積在第二相粒子附近的位錯數量越多,相應產生的應力集中也越強,當局部應力集中超過第二相粒子本身的斷裂強度或其與基體的結合強度時,第二相粒子破碎,或者沿界面與基體分離[13]。蘇輝等[14]在研究鋁硅過共晶合金拉伸斷裂過程時也提到,在外載荷作用下,裂紋首先在應力集中最大的先析硅相的尖銳或凹角處形成,與作者結果相符。Wang[15]也指出,密集分布的含硅相粒子能為裂紋提供擴展通道,最終導致材料發生穿晶模式的斷裂,與試驗結果一致。
3 結 論
(1)ZL101鋁合金的拉伸斷口為準解理特征,可見第二相沿斷口分布。
(2)裂紋在第二相粒子的應力集中處萌生,并沿第二相開裂;該過程會拉開或拉斷第二相粒子,并使之產生變形。
(3)韌窩是由脆性第二相被拉開后發生塑性變形產生;舌狀花樣是裂紋沿一定取向晶面擴展,并造成第二相顆粒變形產生;撕裂棱是裂紋擴展至兩個以一定角度相交的第二相時,擴展方向發生較大改變產生。
[1]SHARMA S R,MA Z Y,MISHRA R S.Effect of friction stir process on fatigue behavior ZL101alloy[J].Scripta Materialia,2004,51(3):237-241.
[2]CHEN B,PENG X H,FAN J H,et al.A constitutive model for casting magnesium alloy ZL101based on the analysis of spherical void evolution[J].Computational Materials Science,2008,44(1):190-194.
[3]WANG J,HE S,SUN B,et al.Grain refinement of Al-Si alloy(ZL101)by melt thermal treatment[J].Journal of Materials Process Technology,2003,141(1):29-34.
[4]聶小武.真空處理在ZL101精鑄件生產中的應用[J].中國鑄造裝備與技術,2011(3):25-27.
[5]陳麗芬,方小漢,陳紅麗.Fe含量0.2%以上對ZL101-T6合金力學性能的影響[J].鑄造設備研究,2007(4):29-30.
[6]李峰,張娟,史志銘.重熔與時效工藝對ZL101鋁合金組織與抗拉強度的影響[J].鑄造技術,2006,27(12):1326-1328.
[7]李璐,周榮鋒,岑啟宏,等.ZL101過流冷卻轉移法半固態壓鑄工藝及性能研究[J].特種鑄造及有色合金,2011,31(10):907-910.
[8]周 喆.ZL101 鋁 合 金 輪 轂 的 時 效 處 理[J].熱 處 理,2011,26(4):66-69.
[9]劉伏梅,劉志堅.鐵在鋁合金中的有害作用及其控制[J].內燃機配件,2002(4):7-10.
[10]RATHINDRA D G.Influence of iron on microstructrue and machanical properties of Sr-modified aluminum alloys[J].Die Casting Engineer,1996,40(3):65-67.
[11]GB/T 228.1-2010 金屬材料拉伸試驗 第1部分 室溫試驗方法[S].
[12]張棟,鐘培道,陶春虎,等.失效分析[M].北京:國防工業出版社,2005.
[13]BROEK D.Role of inclusions in ductile fracture and fracture toughness[J].Engineering Fracture Mechanics,1973,5:55-66.
[14]蘇輝,呂柏林.Al-Si過共晶合金拉伸斷裂過程的研究[J].材料開發與應用,2008,23(2):22-23.
[15]WANG Q G,CACERES C H.The fracture mode in Al-Si-Mg casting alloys[J].Materials Science and Engineering:A,1998,241:72-82.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38