基于韌性斷裂的汽車用鋁合金板滾壓包邊成形開裂預測
2014-12-11 10:38:16楊海軍
機械工程材料 2014年2期
關鍵詞:變形
胡 星,楊海軍
(上海電機學院 汽車學院,上海200245)
0 引 言
包邊是連接汽車外板和內板的常見加工方法,是指把外板料折疊180°使其與內板連接的成形工藝。機器人滾壓包邊技術是實現(xiàn)車身“四門兩蓋”等分總成包邊柔性化的最新技術,是一種由機器人引導滾輪沿著包邊線逐步對零件翻邊高度進行逐步彎曲的工藝,是包邊柔性化的必然趨勢[1]。
滾壓包邊時,包邊線附近小半徑極限彎曲會造成板料不同方向上存在較大的應力和應變梯度,包邊線附近極易出現(xiàn)開裂傾向。鋁合金作為汽車輕量化的主要用材之一,在汽車車身上已有應用[2]。鋁合金材料由于伸長率低,彎曲變形能力、應變擴展能力差,沿包邊線的開裂問題非常突出,如圖1所示。
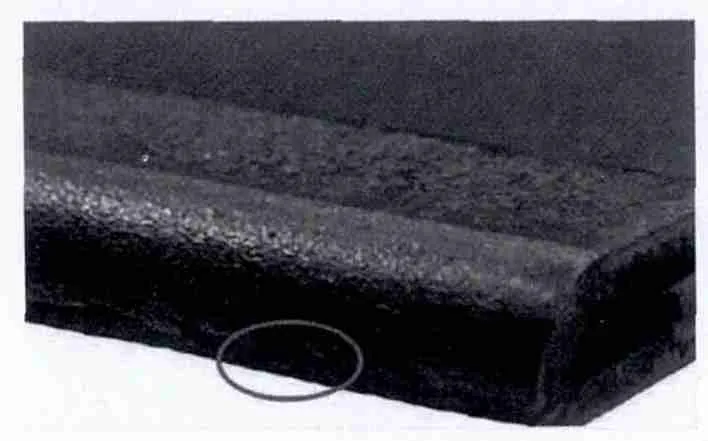
圖1 鋁合金板的滾壓包邊開裂Fig.1 Fracture of aluminum alloy sheet in roller hemming
薄板成形時材料的失效形式主要有兩種:集中性失穩(wěn)和韌性斷裂。集中性失穩(wěn)是指材料在面內拉應力的作用下,經(jīng)歷均勻變形、分散性失穩(wěn)和頸縮等三個階段,最終被拉斷,斷口處材料厚度明顯減薄。Keeler[3-4]基于被業(yè)界廣泛接受的成形極限圖(FLD),對薄板成形工藝中的集中性失穩(wěn)進行了評價。M-K 溝槽理論[5-6]是被廣泛使用的成形極限理論,其核心理論即厚度不均勻假設:由于幾何或物理的原因,材料變形前存在著線性凹槽,隨變形程度的增大,應變集中將在槽內形成并發(fā)展。目前成形極限理論的基礎在于面內加載時所產(chǎn)生的失穩(wěn)現(xiàn)象。韌性斷裂[7-9]是指在塑性變形到斷裂的過程中,材料在失效前并沒有發(fā)生明顯的局部厚度變薄,失效形式宏觀表現(xiàn)為直接可見的材料斷裂脫落現(xiàn)象,通常斷裂時板料沿著厚度方向減薄小于5%。
滾壓包邊是一種小半徑自由彎曲的多步成形工藝,材料的應變軌跡不再遵從簡單加載規(guī)律。在變形的過程中,彎曲中心包邊線上外層材料受拉,內層材料受壓,變形區(qū)材料應變分布不均勻造成應變梯度,應變梯度的存在使得周圍材料對危險區(qū)材料產(chǎn)生補償作用,即應變分散,從而有利于提高其成形極限,使得材料的彎曲成形極限可能突破頸縮。
對于鋁合金板的彎曲成形極限問題已進行了一系列的研究。Chien等[10]的研究表明,在平面應變彎曲條件下,AA5754鋁合金板彎曲成形極限比平面應變拉深下的極限要高。Lin等[11]以平面應變的極限應變作為評價模壓包邊完全成形極限的判據(jù),該應變可以通過平面應變拉伸試驗得到,通過模擬和試驗相結合的方式對破裂判據(jù)進行了驗證。王海波等[12]基于不同強化模型,針對分散性失穩(wěn)準則、Hill集中性失穩(wěn)準則得到簡單加載路徑下的成形極限圖和成形極限應力圖。研究表明,強化模型對成形極限預測具有較大影響。上述研究表明,鋁合金板發(fā)生彎曲變形后,其成形極限提高,基于集中性失穩(wěn)的成形極限預測模型已經(jīng)無法應用于鋁合金板的彎曲失效預測。
為此,作者通過比較集中性失穩(wěn)和韌性斷裂理論,研究彎曲效應對成形極限的影響,確定鋁合金板滾壓包邊開裂的失效機理;基于韌性斷裂準則,通過單向拉伸試驗和數(shù)值模擬,得到鋁合金成形極限應變能,在線性應變路徑和全量理論假設下,得到了基于韌性斷裂的滾壓包邊開裂預測的彎曲成形極限圖,并通過平面直邊滾邊試驗驗證了彎曲成形極限圖預測滾壓包邊開裂的正確性;最后,通過解析模型研究了韌性斷裂準則的應用范圍。
1 基于集中性失穩(wěn)的成形極限模型
成形極限圖是判斷和評定材料成形性的有效工具,而傳統(tǒng)的成形極限理論研究建立在塑性集中性失穩(wěn)基礎上,預測過于保守,導致對材料變形能力的低估,限制了滾邊工藝的設置空間。
分析所采用的鋁板為6061-T6鋁合金板,化學成分如表1 所示[13],板厚為1 mm,其彈性模量為66.6GPa,泊松比為0.33,屈服強度為235 MPa,抗拉強度為300 MPa,應變硬化指數(shù)為0.12。

表1 6061-T6鋁合金板的化學成分(質量分數(shù))Tab.1 Chemical composition of 6061-T6aluminum alloy sheet(mass) %
傳統(tǒng)的Keeler-Brazier成形極限預測模型[14]被廣泛應用于汽車行業(yè)的沖壓有限元分析中,包括Ls-dyna在內的諸多軟件供應商均采用了此計算模型,其表達式如下:
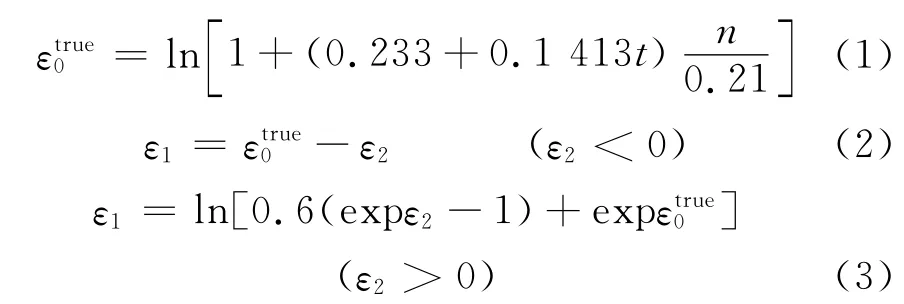
式中:εtrue0為在平面應變條件下的成形極限真應變;n為經(jīng)單向拉伸試驗確定的應變硬化指數(shù);t為板料的厚度,mm;ε1為面內的主應變;ε2為面內的次應變。
將材料參數(shù)帶入式(1),得到基于集中性失穩(wěn),厚度為1mm 的6061-T6鋁合金的為0.192。
圖2為圓角半徑為1.5mm 時的翻邊過程中所產(chǎn)生的變形情況。從數(shù)值模擬結果可以看到,翻邊時,主應變已經(jīng)達到了0.248,而根據(jù)頸縮失穩(wěn)理論得到的極限應變僅為0.192;而作者的試驗結果可以看到,零件外表面并沒有發(fā)生明顯的裂紋。由此可見,基于集中性失穩(wěn)的成形極限理論已經(jīng)完全無法用來預測鋁合金板在純彎曲變形下的成形極限。
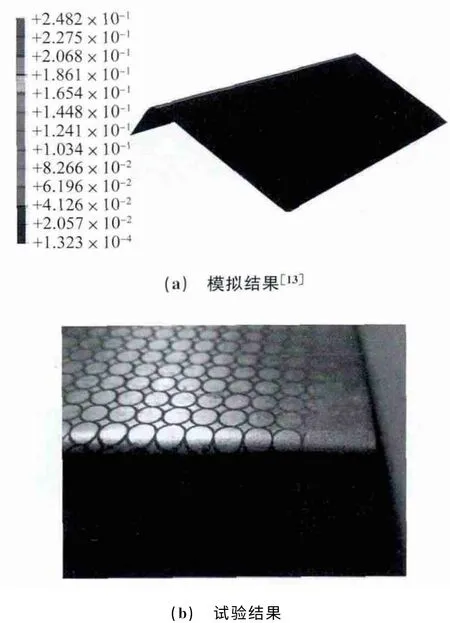
圖2 鋁合金翻邊模擬與試驗結果Fig.2 Simulation result(a)and experimental result(b)during Al alloying flanging
2 基于韌性斷裂的成形極限模型
由圖3可以看到,鋁合金單向拉伸斷口出現(xiàn)了明顯的厚度減薄現(xiàn)象,同時,韌窩被拉長;而滾壓包邊的斷口厚度并沒有發(fā)生明顯的減薄,沒有看到拉長的韌窩,出現(xiàn)了一種沿著厚向剪切狀的韌性斷裂斷面。
根據(jù)韌性斷裂理論,在塑性變形過程中,開裂是由損傷引起的,成形極限應變能可以用來預測滾壓包邊過程中所產(chǎn)生的開裂現(xiàn)象。采用Cockcroft和Latham 韌性斷裂準則進行鋁合金的成形極限預測,此準則破裂產(chǎn)生的條件是

式中:σ1為最大主應力;Wc為應變能積分量W 的臨界值,可以基于單向拉伸試驗和單拉模擬結果相結合的方法得到為等效塑性應變。
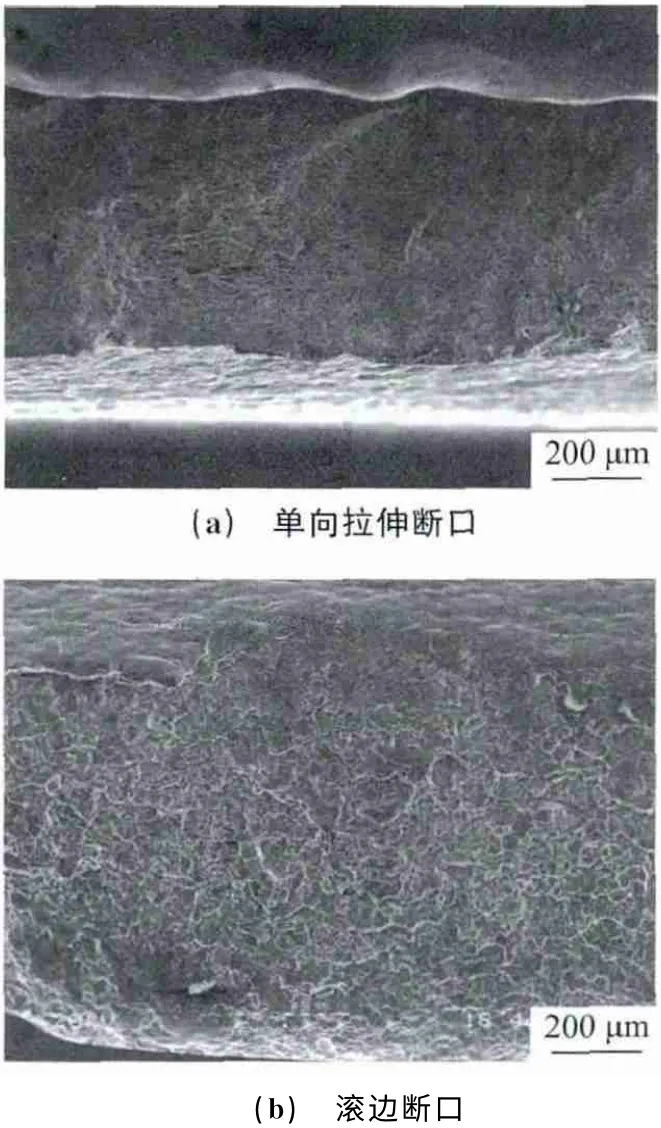
圖3 單向拉伸斷口及滾邊斷口SEM 形貌Fig.3 SEM morphology of uniaxial tensile fracture(a)and roller hemming fracture(b)
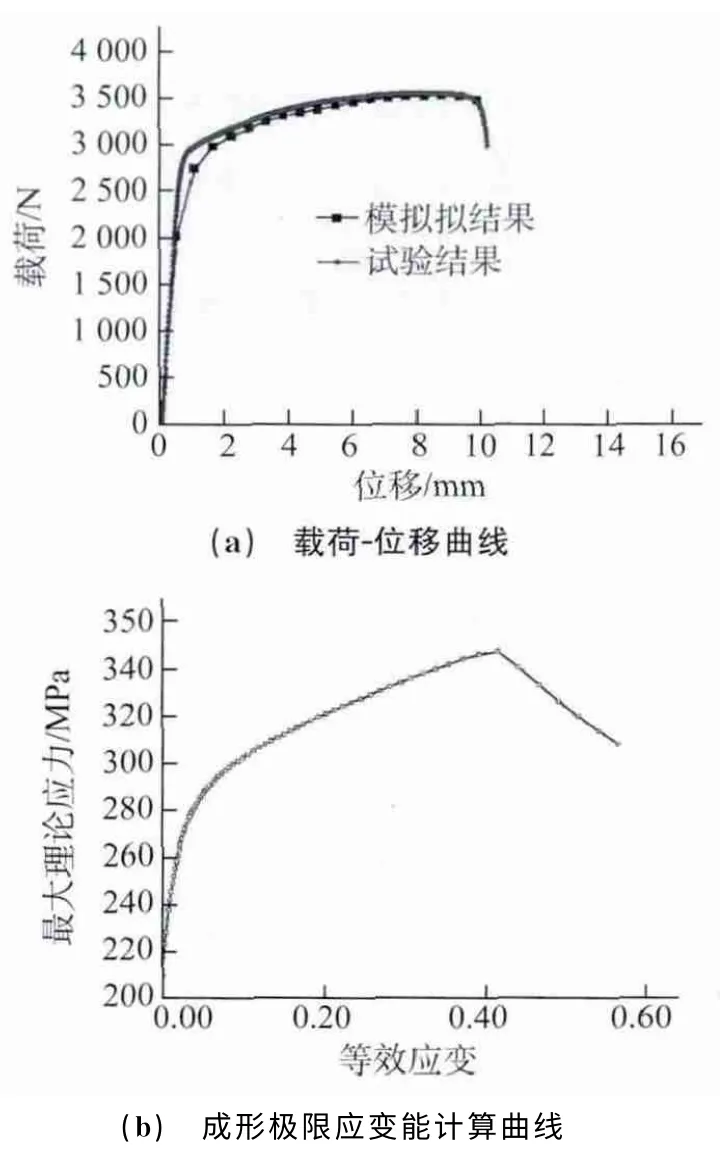
圖4 基于韌性斷裂的載荷-位移曲線和成形極限應變能計算曲線Fig.4 Load-displacement curve(a)and calculated forming limit strain energy curve(b)based on ductile fracture
由圖4(a)的單向拉伸載荷-位移曲線可得到材料破裂時頸縮部位的最小厚度,最小厚度可以認為是韌性斷裂開始的時刻。基于有限元模型對單向拉伸進行有限元模擬,對比模擬和試驗得到的載荷-位移曲線可知,模擬結果與試驗結果接近,模擬精度可以接受。在已驗證得到的模擬精度的基礎上,基于之前試驗所測得的韌性斷裂開始時的最小厚度,Wc即為在有限元模型上的應變能積分的臨界值,如圖4(b)所示。根據(jù)圖4(b)數(shù)據(jù)進行積分得到1mm 厚6061-T6鋁合金板韌性斷裂開始時的成形極限應變能為177.3 MPa。
基于平面應力、線性應變路徑及塑性增量理論等假設,可以得到滾壓包邊彎曲成形極限圖,如圖5所示[13]。從圖5中可看出,基于韌性斷裂準則的厚度為1mm 的6061-T6鋁合金的εtrue0為0.413,明顯大于基于集中性失穩(wěn)模型的預測值。
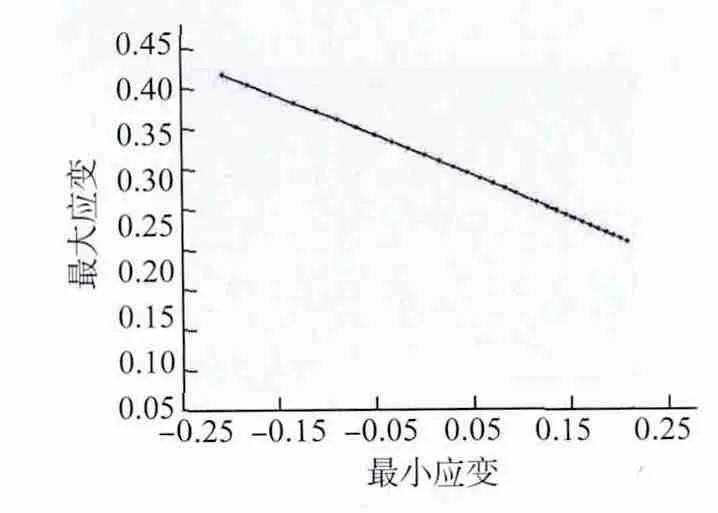
圖5 鋁合金板滾壓包邊彎曲成形極限圖Fig.5 Bending limit curve of aluminum alloy during roller hemming
根據(jù)彎曲成形極限圖,基于動態(tài)顯式有限元算法,對滾壓包邊的過程進行了有限元模擬[15]。其中ω 為成形性能指數(shù),定義為在材料所處應力狀態(tài)下,當前應變與極限應變的比值,其值大于1時即表明成形過程中出現(xiàn)了開裂現(xiàn)象。圖6(a)為模擬中的破裂位置,圖6(b)為試驗中零件的破裂位置,兩者位置接近。可見,基于韌性斷裂準則的彎曲成形極限圖,可以用來預測滾壓包邊過程中所產(chǎn)生的開裂。
3 彎曲效應對成形極限的影響
滾壓包邊是一種純彎曲工藝,從圖7純彎曲條件下板料的應變狀態(tài)可見,外層材料受拉,內層材料受壓,材料厚度保持不變,假定中性層位于厚度中間層。θ為圓心角,Ri為彎曲內圓角半徑;t0為板料初始厚度。純彎曲條件下材料變形滿足平面應變假設:即z向應變?yōu)?;x 向應變沿著厚度方向(即y向)線性分布;y 向不同位置處的應變如式(5)所示。

式中:ε0為外層材料沿x 方向的應變;εi為內層材料沿x方向的應變。
由于中性層位于厚度中間層,內外層材料應變?yōu)?/p>

圖6 滾壓包邊成形開裂位置有限元模擬與試驗結果對比Fig.6 Comparison of FEM simulation result(a)and experimental result(b)fracture position in roller hemming process
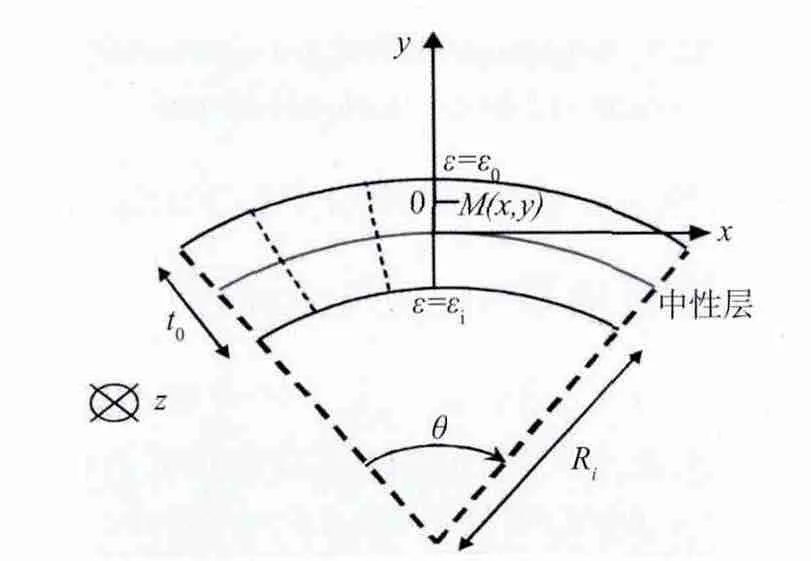
圖7 純彎曲條件下的板料應變狀態(tài)Fig.7 Schematic illustration for strain situation of sheet in pure bending
代入式(5)可得:
因此,純彎曲條件下沿著厚向的應變梯度g 為

同理可以推導出拉伸彎曲時沿著厚向的應變梯度方程為
從圖8可以看到,相比拉伸彎曲,純彎曲在厚向上的應變梯度更大,使得變形更容易沿著厚度方向擴展,因此純彎曲變形時材料的成形極限得到提高;相對彎曲半徑(Ri/t0)越大,厚度方向應變梯度越小,純彎曲和拉伸彎曲變形在厚度方向上產(chǎn)生的應變梯度差別越小;當相對彎曲半徑大于3時,純彎曲和拉伸彎曲變形產(chǎn)生的厚度方向應變梯度基本一致,可以忽略其彎曲強化效應。
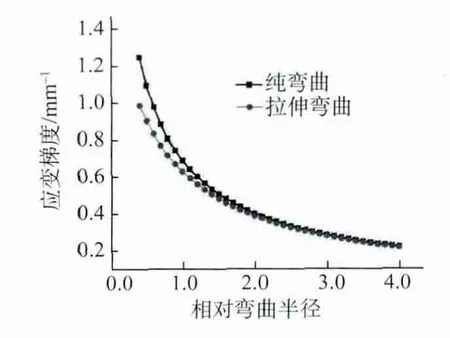
圖8 相對彎曲半徑對彎曲變形應變梯度的影響Fig.8 Effect of relative bending radius on strain gradient in bending process
由于包邊變形屬于小半徑彎曲工藝,其相對彎曲半徑一般不超過2,彎曲強化效應無法忽略,因此適用于拉彎成形極限預測的集中性失穩(wěn)理論將無法應用于滾壓包邊成形。
4 結 論
(1)基于韌性斷裂準則的成形極限圖,可以用來預測鋁合金滾壓包邊過程中所產(chǎn)生的開裂。
(2)當相對彎曲半徑大于3時,純彎曲產(chǎn)生的厚向應變梯度和拉伸彎曲成形的基本一致,可以忽略彎曲強化效應,適用于基于集中性失穩(wěn)的彎曲成形極限準則;包邊變形屬于小半徑彎曲工藝,其相對彎曲半徑不超過2,彎曲強化效應無法忽略,因此適用于拉伸彎曲成形極限預測的集中性失穩(wěn)理論將無法應用于滾壓包邊成形。
[1]THUILLIER S,LE MAOUT N,MANACH P,et al.Nu-merical simulation of the roll hemming process[J].Journal of Materials Processing and Technology,2008,198:226-233.
[2]LE MAOUT N,THUILLIER S,MANACH P.Aluminum alloy damage evolution for different strain paths-application to hemming process[J].Engineering Fracture Mechanics,2009,76:1202-1214.
[3]KEELER S.Circular grid systems:a valuable aid for evaluation sheet forming[J].Sheet Met Ind,1969,45:633-640.
[4]GOODWIN G.Application of strain analysis to sheet metal forming problems[J].Metalltalurgica,1968,60:767-771.
[5]MELANDER E,SCHEDIN S,KARLSSON J,et al.A theoretical and experimental study of the forming limit diagrams of deep drawing steels,dual phase steels,austenitic and ferritic stainless steels and titanium[J].Scand J Metall,1985,14:127-148.
[6]LIAN J,BAUDELCT B.Forming limit diagram of sheet metal in the negative minor strain region[J].Mater Sci Eng,1987,86:137-144.
[7]YU Z,LIN Z,ZHAO Y.Evaluation of fracture limit in automotive aluminium alloy sheet forming[J].Materials and Design,2007,28:203-207.
[8]RAGAB A.Prediction of fracture limit curves in sheet metals using a void growth and coalescence model[J].Journal of Materials Processing Technology,2008,199:206-213.
[9]CHEN Jie-shi,ZHOU Xian-bin,CHEN Jun.Sheet metal forming limit prediction based on plastic deformation energy[J].Journal of Materials Processing Technology,2010,210:315-322.
[10]CHIEN W,PAN J,TANG S.A combined necking and shear localization analysis for aluminum sheets under biaxial stretching conditions[J].International Journal of Plasticity,2004,20:1953-1981.
[11]LIN G,LI J,HU S,et al.A computational response surface study of three-dimensional aluminum hemming using solid-toshell mapping[J].Journal of Manufacturing Science and Engineering,2007,129:360-368.
[12]王海波,萬敏,吳向東,等.不同強化模型下的板料成形極限[J].機械工程學報,2007,43(8):60-65.
[13]HU X,LIN Z,LI S,et al.Fracture limit prediction for roller hemming of aluminum alloy sheet[J].Materials and Design,2010,31:1410-1416.
[14]KEELER S,BRAZIER W.Relationship between laboratory material characterization and press shop formability[C]//Proceedings of Microalloying.New York:[s.n],1977:517-582.
[15]HU X,ZHAO Y,LI S,et al.Numerical simulation of ductile fracture behavior for aluminum alloy sheet under cyclic plastic deformation[J].Trans Nonferrous Met Soc China,2011,21:1595-1601.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36