高錳鋼工業性應用分析及關鍵參數控制
2014-12-14 12:20:04崔林科董建軍李志翔
金屬加工(熱加工) 2014年15期
崔林科,董建軍,李志翔
1.概述
高錳鋼產品在實際工況條件下,能否獲得良好的應用效果,關鍵是要通過工藝措施來實現各參數的最佳匹配,多年來我們一直致力于這方面的研究工作,經大量的工業性試驗及結果統計分析,總結出了一整套生產高錳鋼產品的科學方法,保障了高錳鋼產品在實際工況條件下獲得良好的應用效果。現將關鍵控制參數介紹如下,供同行參考。
2.高錳鋼的工業性應用結果分析
表1、表2是高錳鋼襯板在我公司選礦廠使用的生產統計數據。
對一系列統計數據的分析可知,白花嶺選礦廠球磨機襯板平均使用時間由2012年的4128.84h提高到2013年的4896.27h,高錳鋼襯板平均使用壽命延長了767.43h。ZGMn13Cr2應用于破碎機軋臼壁、破碎壁,在白花嶺選礦廠與某冶金機械廠的產品對比試驗,試驗的軋臼壁運行170天,破碎壁運行154天。軋臼壁比對比產品多運行30天。電鏟斗齒在露天礦2012年消耗450件,2013年消耗降低到300件,耐磨性提高也很明顯。在高錳鋼產品使用的可靠性方面,球磨機筒體襯板、格子板、電鏟斗齒等,使用中沒有斷裂現象,為公司的采選設備安全運行,提高設備運轉率做出了貢獻。機修廠的高錳鋼產品以高品質占領了公司內部市場,逐步擴大至外部市場。
3.關鍵參數控制
(1)高錳鋼成分控制 wC=1.0%~1.2%,wSi=0.35%~0.45%,wMn=11%~13%,wCr=1.5%~2.5%,wP=0.055%~0.075%,wS<0.05%。
(2)指標 σb≥680MPa,aK≥150J/cm2,硬度≤229HBW,晶粒度≥2級,夾雜物≤4級。
(3)冶煉過程的關鍵參數控制 Mn/C≥10,wP≤0.075%,出爐溫度1520~1550℃,包內鎮定時間≥5min,澆注溫度1370~1420℃,爐前圓杯試樣收縮良好。
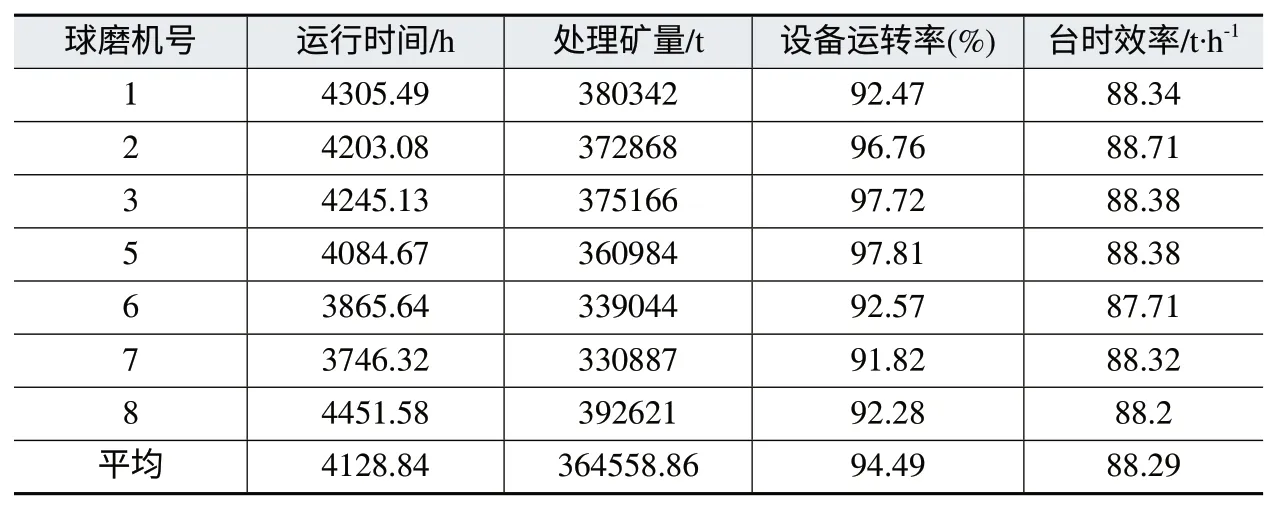
表1 2012年百花嶺選礦廠襯板使用時間統計

表2 2013年百花嶺選礦廠襯板使用時間統計
(4)變質處理 采用包內1#稀土、鋁的復合變質處理工藝,每噸鋼液加入量:1#稀土1.5kg、鋁錠1kg。
(5)工藝模擬 通過高錳鋼凝固模擬,在消失模鑄造工藝條件下,軋臼壁內側8個熱節部位應放置外冷鐵。
(6)熱處理過程的關鍵參數控制 奧氏體化溫度1100~1150℃,保溫時間≥6h,淬火槽加高壓風攪拌,以增加水的冷卻能力。格子板等壁厚不均的鑄件需在鑄型中緩冷48h以上才能進入熱處理工序,并且在鑄件加熱溫度達到760℃以前升溫速度≤80℃/h。
(7)合金化處理 軋臼壁、破碎壁等低沖擊工況使用的高錳鋼鑄件,采用Cr進行合金化,含量控制在wCr=1.5%~2.5%。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
中學生數理化(高中版.高考理化)(2021年6期)2021-07-28 06:21:04
人大建設(2019年9期)2019-12-27 09:06:30
Coco薇(2015年1期)2015-08-13 02:23:50
NBA特刊(2014年7期)2014-04-29 00:44:03
中國商人(2013年1期)2013-12-04 08:52:52
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
兒童時代(2009年5期)2009-05-21 05:31:26
