汽車車身電阻焊接自動控制系統
2014-12-18 08:03:52仲穎鑫張麒麟
制造業自動化 2014年18期
王 穎,仲穎鑫,張麒麟,張 毅
(1.上海汽車商用車有限公司,上海 200438;2.上海商科焊接設備有限公司,上海 201804)
0 引言
電阻焊是一種焊接質量穩定、生產效率高、易于實現機械化、自動化的焊接方法。因此,自19世紀末問世以來得到了迅速發展,廣泛地用于航空航天、汽車車輛、輕工家電等行業。特別是近年來,隨著汽車工業等現代化大批量生產企業的不斷增加,電阻焊方法在整個焊接領域中的比例也在增加。在車身制造過程中電阻焊占到了90%,是最重要的一項工藝手段[1]。電阻焊的自動化運用、質量監控也是現在汽車行業研究的熱點。
1 工藝要求及控制難點
電阻焊的優點在于產熱集中、速度快、生產效率高。但其生產過程中對工藝條件要求也較高,并且質量控制有一定的難度。
1.1 焊接質量影響,傳統理論難以支持
電阻焊接過程較為復雜,包含了多種影響焊接質量的因素,如被焊材料、焊接電流、電極壓力、焊接時間、設備冷卻、電極材料、形狀及尺寸、分流和工件表面狀態等。其中光被焊工件電阻率就分為被焊工件本身電阻、被焊工件之間電阻、工件與電極帽之間電阻,他們之間互相影響,并在焊接過程中不斷變化,對其變化規律研究較為困難[2]。
1.2 參數控制困難,生產管理困難
電阻焊焊接過程中,最重要的影響因素為焊接電流、焊接壓力和焊接時間。在生產過程中,多臺焊機的同時工作和電網電壓的波動都會對焊接電流產生一定的影響;焊接壓力受到工廠整條壓縮空氣管路的影響;通電時間的長短直接影響電流輸入熱量的大小,由于電極是內水冷卻,電極上散失的熱量往往是輸入總熱量的一半,要相互配合調整,客觀的講每個焊點的焊接條件和結果都是不同的。由于生產節拍較高,樣本量大,焊接參數在生產過程中一般不做檢測,由工程師定期使用專用設備檢查校正,這也增加了由于設備參數變動造成質量風險的可能性。現在各家主機廠都有自己的焊接參數設置規范,但在實際設定過程中,一般都有20%的調節量,并且規范對于一些新工藝條件、新設備、特殊板材,并不適用。
1.3 控制手段單一
現在使用最多的焊接質量檢查手段為生產線鑿檢和定期破檢。這兩種手段都存在一定的局限性[3]。鑿檢單個焊點需要占用一個生產循環內10~20秒,很多被覆蓋焊點和底部焊點無法鑿檢,且鑿檢受工人技能熟練度和水平影響很大。破壞性檢查能夠最直觀反映生產線所有焊點質量,但破檢周期一般至少一個月以上,有很大的滯后性,一旦發現虛焊、漏焊,往往已經造成批量事故。并且以單個白車身兩萬元計算,破檢成本也很高。
1.4 未來的瓶頸
當前汽車業向多品種小批量趨勢發展明顯,傳統的控制方法不但會對制造商本身帶來大量的成本壓力,同時產品的質量風險更是不可小覷。比如我們在同一系統上生產面向不同客戶的板材,可能是鍍鋅板與裸板的差異,也可能是高強度板與厚板件的差異,這些問題在某些個性化明顯的產品上甚至會顛覆現有的控制系統體系。
2 結合機電一體化的系統軟硬件改進
針對以上問題,我們開發了焊接自適應控制系統和焊接過程群體監控系統。
2.1 基于動態電阻的焊接自適應
動態電阻特性即焊點加熱過程中電阻變化的規律[5]。它綜合考慮電極間電壓和焊接電流對熔核生長的狀態影響,對焊接區熱量波動、表面狀態、壓力波動、分流、電極磨損、鐵磁性物質伸入等影響因素的變化有較靈敏的反映。動態電阻曲線隨加熱時間變化如圖1所示。由圖可知焊接區的電阻在加熱的初期,由于工件表面的電流分布很不均勻,電阻很大。當溫度增加,熔核開始形成時,接觸電阻消失,內部電阻增大,電阻達到最大值。此后,隨著熔核的長大,接觸面積增大,電阻減小。由此可見,動態電阻的變化規律較為真實的反映了熔核的形成過程,掌握了動態電阻,可以更好的控制熔核的大小從而控制焊接質量。
通過實驗,我們發現動態電阻曲線與焊核的尺寸有密切關系,比如曲線后期下降的程度可作為有無飛濺的判定(一般出現飛濺時,電阻會出現瞬間跌落,如圖2所示)。
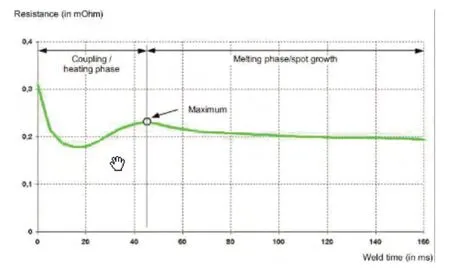
圖1 低碳鋼典型電阻曲線圖

圖2 存在焊接飛濺時的電阻曲線
無論是低碳鋼還是鋁合金,都可以使用跟蹤動態電阻曲線法來監測點焊質量。其原理為:在監測之前,先把合格焊點的標準動態電阻曲線儲存下來。焊接時,對每一個焊點的瞬時電阻值進行監測,與標準曲線進行比較從而判定焊點的質量,這叫做動態電阻閾值法[6]。點焊過程中瞬時電阻可以通過實時采集次級電流和次級電流[4],由公式1計算求得。

式中: wr 為動態電阻瞬時值;
uw為瞬時電壓;
iw為瞬時電流。
根據動態電阻變化及時調整焊接電流和焊接時間進行補償,從而確保焊接能量、熔核直徑和焊點質量,這個過程我們稱為自適應。
理論上,考慮到設備的能力,焊接時間是一個大問題,如何滿足這個焊接調整時間,我們研究了焊接時間的調節,其原理簡圖如圖3所示,其中TR MAX1是Rmax(動態電阻最大值)出現最早時刻,TR Max2是Rmax出現最晚時刻;MT(1)是Rmax出現最早時刻時的焊接時間延長系數,MT(2)是Rmax出現最晚時刻時的焊接時間延長系數。

圖3 焊接時間延長
在焊接資料數據,即合格焊核的數據有效條件下,這個有效數據可以通過統計學方法來確定TR Max1、TR Max2及MT1,MT2,而補償時間則根據實驗結果調整為:
Rmax出現時刻小于等于TR Max1時,焊接時間為焊接時間(調試)× MT1。
Rmax出現時刻在TR Max1和TR Max2之間,焊接時間為焊接時間(調試)×(MT1+MT2)/2。
Rmax出現時刻大于等于TR Max2時,焊接時間為焊接時間(調試)× MT2。
無Rmax時(即從開始查找Rmax開始,電阻一直呈現遞減趨勢),焊接時間不變系統報錯。
基礎焊接參數基值電流、焊接時間(調試)、焊接時間由工藝人員參考焊接規范而得。通過焊接時參數的自動調整,對實際動態電阻與合格焊點閾值差進行補償以獲得合格的焊點。
2.2 基于以太網的焊接過程群體監控系統
如前文所述,實際生產中焊點質量控制方法必須簡單可操作。有了基于自適應的焊接系統,焊接系統本身由以往的粗放管理轉化到精確管理,報錯和故障的概率大大增加了,需要大量的人員支持這個系統。因此,我們要解決系統的直觀性,如圖4讓問題焊點可以直接通知到生產控制和質量管理人員,減少問題發現的成本,從而從系統上優化。通過將工藝文件導入系統,在發生焊接事故時,能與現場車號和唯一焊點編號相對應,方便工藝人員追溯和缺陷快速返修;通過利用SQL建立焊點數據庫,記錄合格焊點并增加學習功能,利用自適應系統不斷優化動態曲線,最終獲得最佳焊點。做到既保證全過程的焊接質量,又能保持良好的人員效率。

圖4 焊點監控報警圖
基于這個理解,我們建立了基于以太網的焊接數據監控系統,如圖5所示,可以使作為現場生產單元的電焊機與目前基于以太網和TCP/IP協議的企業信息系統無縫集成,從而使焊接生產過程的網絡化和信息化及電焊機的遠程故障診斷成為可能。整個系統可以實現焊接規范參數數據庫的維護、電焊機參數遠程監控和焊接規范的遠程設置與網絡化管理。

圖5 焊接群體監控系統
整套系統包含以下部分:執行與采集信號單元(伺服焊槍),信號收集與轉換模塊載體(中頻直流焊機)以及監控終端。整套系統通過以太網和TCP/IP協議進行傳輸,上位機采用C++編寫界面,保證了生產時隨時監控焊點狀態。該套系統最終建立后實現了以下功能:1)通過監測動態電阻、二次電壓、二次電流曲線發現可能存在缺陷的焊點發出報警并記錄。2)可以通過上位機直接對每臺焊機的焊接參數進行編輯,改變了傳統的使用焊接編程器逐個修改的方法。
3 驗證過程
為了驗證自適應系統的可行性,對試驗工件進行了焊接實驗。在實驗中,我們使用同一焊接規范開啟自適應功能,觀察在焊接不同板厚和有涂膠狀態下的動態曲線變化。
以下展示2組實驗結果,第一組是增加板厚;第二組是增加雜質或車身膠。

圖6 不同板厚焊接曲線對比
第一組結果,由圖6對比可以得出,雖然使用的是同一焊接規范基礎焊接參數相同,但明顯三層板焊接比兩層板電流增加,焊接時間延長以獲得更好的焊接效果。

圖7 涂膠狀態下的焊接曲線
第二組結果,圖7表示存在點焊膠情況下電阻曲線,先通過預熱段檢測涂膠狀態,動態電阻瞬間跌落代表涂膠已被擊穿,然后恢復正常焊接。
實驗結果表明自適應系統可以對焊接過程中的情況自動識別,并做出相應補償,焊接效果優于傳統恒電流方式。
4 結束語
通過跟蹤動態電阻曲線并與合格焊點電阻閾值比較可以準確的監測焊點的質量,自適應系統調節電流、焊接時間對動態電阻變化進行補償,從而可以提高焊接質量,實現焊接質量的自動控制。
通過利用以太網實現工業設備的串聯和群控,焊接群控系統可以幫助工藝人員快速發現焊接中的質量事故,并在平時的焊接參數維護中起到快速調整的作用,既提高了工作效率也節約了成本。
隨著自動化和IT技術的發展,自動化控制系統能夠將傳統的車身電阻焊接控制問題提升為精確的系統,產品冗余達30%的傳統焊點設計可能被顛覆,以2013年中國汽車2211.68萬輛,以單車4000點計算,如果減少10%的冗余焊點,焊接系統的改進單能源成本就可以節約15億,還不包括設備和人力投入,應用潛力巨大。
[1]趙熹華.壓力焊[M].北京機械工業出版社,1989.
[2]王亞榮,張忠典,馮吉才等.電阻點焊過程中動態電阻的變化規律[J].電焊機.2006.36(2):42-44.
[3]曾鴻志,單平.電阻點焊過程及質量控制方法的研究進展[J].焊接技術.2000,29(5):1-3.
[4]薛海濤,宋永倫,牛勇,等.點焊過程工藝參數采集及缺陷信息分析[J].焊接學報.2004,25,103-107.
[5]Frank J,Garza,Manohar Das,et al.Indetification of time varying resistance during welding[R].IEEE,2000:1534-1539.
[6]Shriver J,Peng H and Hu S J,Control of Resistance Spot Welding[A].IEEE.Proceedings of the American Control Conference[C].1999:187-191.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國生殖健康(2019年2期)2019-08-23 08:12:08
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
產品可靠性報告(2017年7期)2017-09-05 09:49:12
