數控機床刀塔的結構分析及可靠性研究
2014-12-19 01:46:38李興凱
制造業自動化 2014年18期
李興凱
LI Xing-kai
(山東科技職業學院,濰坊 261053)
0 引言
數控機床作為衡量國家機械制造水平的重要標志,其發展直接關系到國家工業化程度和經濟實力。國產數控機床的可靠性雖已有很大程度的提高,但與世界先進水平相比還有很大差距,這其中最重要的原因就是功能部件不能滿足可靠性要求,特別是數控刀塔已成為制約整體機床發展的瓶頸因素之一[1,2]。因此開展刀塔等數控機床功能部件的可靠性研究以提升我國數控機床的整體可靠性是亟須解決的問題。
針對目前我國刀塔的可靠性水平低不能滿足高檔機床加工需求的問題,本文以某公司生產的液壓刀塔為研究對象,對刀塔系統的可靠性進行了分析研究。通過刀塔結構分析將其細分為多個子系統組成的串聯模型,進而根據刀塔的故障數據計算了刀塔的可靠性特征量,然后利用故障模式、影響及危害性分析(FMECA)方法對刀塔的故障部位、故障模式、故障原因及危害性等進行了研究,找出了刀塔系統的可靠性薄弱環節并提出了高效的改進措施。
1 刀架結構分析
所研究的液壓刀塔由本體部分、傳動系統、定位系統、液壓系統、電器系統和冷卻系統等子系統組成。刀塔內部機械采用分割角度準確與換刀速度快的平形凸輪設計,其刀盤旋轉使用扭力大而平穩的油壓馬達驅動,其刀盤夾緊松開配備有動作準確順暢的油壓動力源,刀塔還具有左右安裝的設計及就近選刀功能。刀塔以油壓馬達為分度動力源,通過1:4步進共軛凸輪,再分別由1:2、1:2.5與1:3齒輪傳動分別使刀盤實現1/8、1/10與1/12的分度。刀盤的初分位置由信號盤、接近開關信號確定,刀盤精定位由連接器保證(分度精度為6〃),連接器的分開、鎖緊由液壓控制活塞動作實現。
刀塔本體部分為刀塔的主要部分,包括支撐和油封兩部分。支撐部分由底座、后蓋、軸承座及副蓋等組成,主要起支撐及防護作用,主軸及凸輪軸等零件均通過支撐部分來安裝及固定。油封部分則主要由油缸蓋、活塞及O型密封環等構成。刀塔內部設計為浸油式潤滑,以降低凸輪、滾輪及齒輪之間的磨耗,同時兼具降溫、降噪與軸承潤滑的作用。
刀塔傳動系統由油壓馬達驅動,然后經凸輪傳動、滾輪傳動及齒輪傳動,最后帶動主軸運轉。凸輪傳動主要由凸輪及凸輪軸等構成,滾輪傳動主要由滾輪及滾輪軸等構成,而齒輪傳動主要由齒輪、鎖緊螺帽等構成。滾輪在傳動系統中處于中間的位置,其滾輪與凸輪要有較好的配合,同時滾輪軸的齒輪還需要與分度盤齒輪精準嚙合,這樣才能以不同傳動比實現刀盤的分度和分度精度。
刀塔液壓系統分為松開鎖緊部分和轉位部分。松開鎖緊部分由油路板、節流閥、油壓電磁閥等組成,刀塔刀盤的松開、鎖緊由二位四通油壓電磁閥來控制,而刀盤的鎖緊速度由單向節流閥加以控制,刀盤常態是鎖緊的,只有換刀時才抬起。轉位部要由油路板、油壓電磁閥、油壓馬達等構成,刀盤在換刀抬起后可轉位,雙向油壓馬達驅動刀盤轉位,刀盤的轉向則由三位四通油壓電磁閥進行控制。刀盤鎖緊確認后,控制松開鎖緊的二位四通電磁閥回歸中位,同時雙向油壓馬達停止轉動。
刀塔定位系統則主要由刀盤、連接器、主軸、墊圈及鎖緊螺帽等構件組成,用于保證刀具運動到精確的位置。刀塔電器系統主要由感應凸輪、固定架和接近開關等構件組成,用于控制刀盤的松開鎖緊及轉位等運動的啟停。刀塔冷卻系統主要由導流座、導流桿、套筒、彈簧、O型環及襯套等構件組成,冷卻液由刀塔側旁的管接頭進入導流座,再經導流桿進入刀盤,當刀盤往外推出時導流座內的機械可自動將冷卻液阻隔。
2 刀塔可靠性分析
樣本歷史故障維修數據是進行可靠性分析的基礎[3]。通過與某企業合作,設計專門的故障維修數據收集表格對其生產現場的26臺上述刀塔進行為期1.5年的故障及維修記錄統計,整理后獲得了108條刀塔的有效故障維修信息,其中刀塔的最小無故障工作時間僅為8.13h,而最大無故障使用時間則為1689.45h。
理論研究與實踐表明,機電液產品的壽命大多服從正態分布、對數正態分布、指數分布及威布爾分布等常見形式,從而將刀塔無故障時間數據分為10組,計算和擬合其經驗分布函數,然后計算概率密度函數。擬合計算結果表明,刀塔無故障時間的概率密度曲線呈明顯的單調下降趨勢,從而排除概率密度函數曲線呈現單峰鐘形的正態分布及對數正態分布,可見刀塔無故障時間服威布爾分布(指數分析又為威布爾分布形狀參數取1的特例),后續將基于威布爾分布對刀塔無故障時間進行擬合和開展可靠性分析。
雙參數威布爾累積分布函數為:

其中α >0 為與工作負載有關的尺度參數,β > 0為與刀塔使用階段相關的形狀參數,考慮時刻 t ≥0。
確定刀塔無故障時間的分布類型后,需通過極大似然估計法、圖估計法、最小二乘法及一元線性回歸法等方法對分布函數中的待定參數進行估計。威布爾分布的累積分布函數不含積分項,可通過一定的數學變化轉換為最小二乘最優估計問題,故通過最小二乘法對參數α、β進行估計。將現場采集的故障數據按要求進行變換后,通過SPSS 軟件進行參數估計,可得α=579.984,β=1.135,擬合結果通過線性相關性檢驗和K—S檢驗。
完成累積分布函數參數估計后,即可對刀塔無故障時間的可靠度、故障率及平均無故障時間等可靠性特征量進行計算。其中刀塔的可靠度函數為:

其隨時間變化曲線如圖一所示,可見刀塔可靠度隨使用時間的延長而呈指數下降。
平均無故障工作時間(MTBF)是衡量刀塔可靠性質量的重要指標,其定義為刀塔相鄰兩次故障間的平均工作時間,即MTBF為刀塔無故障工作時間的數學期望值:

代入數據后可得MTBF=554.12h,而根據現場刀塔數據計算可得到MTBF的觀測值為533.69h,兩者相差不到4%,這進一步驗證了前述刀塔故障數據分布模型和參數估計的正確性。另外,“十一五”期間國家規定的數控機床的平均壽命為900h,而由上述分析得知該系列刀塔的還達不到要求,亟需找出刀塔系統的薄弱環節并加以改進,提高其可靠性水平。

圖1 刀塔系統可靠度變化曲線
3 刀塔FMECA分析
FMECA(Failure Mode,Effects and Criticality Analysis)是以故障模式為基礎,以故障影響及危害為目標的可靠性分析技術。FMECA可分為故障模式及影響分析(FMEA)和危害性分析(CA)兩部分,而FMEA則進一步細分為故障部位、故障模式、故障原因及故障責任歸屬分析。通過FMECA分析系統各組成部分的不同故障模式及其影響,可識別系統中的薄弱和關鍵環節,為系統的可靠性改進提供重要依據。
通過數控機床刀塔的功能分析可知,刀塔要實現刀具儲備、刀具夾持切削及自動換刀等設計功能需要子系統均能正常無故障運行,則刀塔的可靠性框圖即為本體部分、傳動系統和定位系統等6個子系統串聯而成,而每個子系統的可靠性框圖則是其各自零部件與元器件組成的串聯模型。針對刀塔開展FMECA分析,可找出其結構中的薄弱環節,進而采取高效的改進措施提高刀塔的可靠度。

圖2 刀塔系統故障部位的頻率直方圖
整個刀塔FMEC分析表明,電器系統是影響刀塔可靠性的主要因素,其占刀塔故障發生部位比例達到38.89%,定位系統(15.74%)及冷卻系統(14.81%)也是刀塔故障的多發部位;零部件損壞(22.22%)和元器件損壞(18.52%)是刀塔的主要故障模式,其它故障模式還包括接近開關位置設置不當等;刀塔故障的最主要原因是零部件損壞(20.37%),元器件損壞(17.59%)和調整不當(13.89%)也不容忽視,而其它故障原因的發生率則相對較少;而就故障責任歸屬來看,零件的制造引起的故障次數最多(33.33%),裝配不當(25%)則是造成刀塔故障的另一主要責任源。其中刀塔故障部位的頻率直方圖如圖二所示。
電器系統是刀塔的關鍵系統,下面通過FMEC對其作進一步的分析。電器系統的故障部位主要為接近開關(66.67%)與固定架(16.67%);而元器件損壞(42.86%)和接近開關位置調整不當(35.71%)是電器系統的故障模式,這說明元器件的損壞為刀塔可靠性的重要制約因素;同時元器件損壞(42.86%)和調整不當(30.95%)也是電器系統的主要故障原因。電器系統的故障責任主要來自于外購外協、裝配和用戶,分別發生了16次、11次及9次。其中刀塔電器系統故障責任歸屬頻率直方圖如圖3所示。
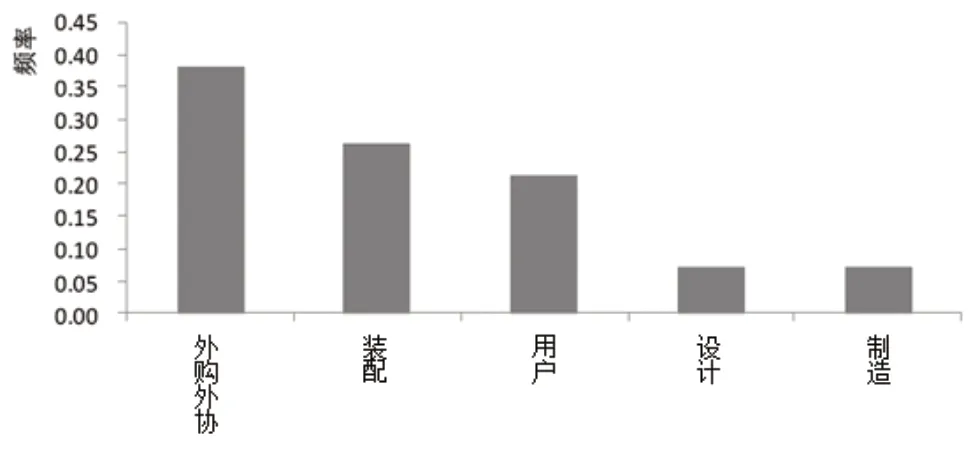
圖3 刀塔電器系統故障責任歸屬的頻率直方圖
刀塔危害性分析綜合考慮故障模式發生的頻率及其對刀塔系統的危害程度,易于找出刀塔的薄弱環節。刀塔CA分析結果表明,電器系統、定位系統、傳動系統、冷卻系統、液壓系統與本體系統等對刀塔的危害性依次減小,可見電器系統是刀塔最為薄弱的環節,應重點考慮其可靠性改進。
通過FMECA分析找出了刀塔系統的多發故障部位、故障模式、故障原因、故障責任歸屬及其薄弱環節,從而可以采取有效的措施以增加刀塔系統的可靠性。如通過更為嚴格的元器件采購、檢驗及安裝原則提高電器系統的可靠性,通過制造工藝及制造過程的質量控制以減少相關零部件損壞及通過裝配工藝和裝配流程的優化來提高裝配的可靠性等。
4 結束語
數控機床重要功能部件的質量直接影響到數控機床的質量,因此提高數控機床的質量需要提高刀塔等重要功能部件的質量。本文對某公司生產液壓刀塔的結構和可靠性進行了分析研究,通過刀塔的結構分析建立了刀塔的可靠性模型,進而基于故障數據對刀塔的可靠性特征量進行了擬合與計算,然后利用FMECA對刀塔進行了分析,重點是確定了刀塔的故障部位、故障模式及故障原因等,找出了電氣系統是刀塔最為薄弱的環節,并提出了提高刀塔整體可靠性的改進措施。
[1]于捷,孫立大,石耀霖,等.基于BDD技術下的數控機床轉塔刀架系統重要度分析[J].機床與液壓,2009,37(1):157-161.
[2]于捷,石耀霖,申桂香,等.基于二元決策圖的數控機床轉塔刀架系統重要度分析[J].制造技術與機床,2009,(3):132-136.
[3]金淵源,馮虎田.刀庫及自動換刀裝置可靠性熵法評定技術[J].組合機床與自動化加工技術,2013,(8):23-25.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
北京測繪(2020年12期)2020-12-29 01:33:58
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年18期)2018-11-14 01:48:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
山東工業技術(2016年15期)2016-12-01 05:31:22
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年6期)2015-04-17 03:31:50
