機(jī)加工高效不停車(chē)夾具
2014-12-23 07:14:16陳偉斌
科技視界 2014年10期
陳偉斌
(汕頭市高級(jí)技工學(xué)校,廣東 汕頭515000)
0 前言
在機(jī)械行業(yè)中,加工曲軸法蘭盤(pán)的最終成形工藝過(guò)程中,一般采用傳統(tǒng)的定位夾緊方式是一端用三爪卡盤(pán)夾持一頭,另一端用中心孔定位,然后再校正,夾緊,最后加工。 由于以上工藝對(duì)于該曲軸零件加工中,存在以下幾個(gè)問(wèn)題:(1)由于對(duì)曲軸零件實(shí)施加工以前,小頭外圓已精磨成形,小頭處有外螺紋用三爪夾緊此處易造成小頭外圓螺紋碰傷卡傷,已加工面被損壞,嚴(yán)重時(shí)會(huì)造成曲軸報(bào)廢。 (2)由于該工序精車(chē)余量很小,實(shí)際加工時(shí)間較短,這樣相對(duì)裝卸工件就占用了一半以上的時(shí)間,生產(chǎn)效率低,工人勞動(dòng)強(qiáng)度大,曲軸零件的裝卸都必須在停車(chē)之后才能進(jìn)行,費(fèi)時(shí)、費(fèi)工。 針對(duì)上述問(wèn)題,結(jié)合曲軸機(jī)加工實(shí)際情況,設(shè)計(jì)了一套高效不停車(chē)夾具。
1 不停車(chē)夾具的設(shè)計(jì)原理與裝卸過(guò)程
不停車(chē)夾具設(shè)計(jì)的指導(dǎo)思想是采用一個(gè)傳動(dòng)套和兩個(gè)接套兩部分組,如圖1 裝配圖所示,傳動(dòng)套6 內(nèi)的移動(dòng)頂尖5 可在套筒13,14孔內(nèi)作軸向滑動(dòng),鎖緊螺母1 可調(diào)整移動(dòng)頂尖施加一個(gè)方向向右的作用力。 接套10 上的半圓鍵9 起傳遞轉(zhuǎn)矩的作用,用兩根拉伸彈簧17穿過(guò)半圓鍵上的兩個(gè)孔繞接套一周后搭接,接套孔中銅襯套8 的作用是保護(hù)小頭外圓表面不受損傷,錐面的作用是傳遞轉(zhuǎn)矩。裝夾時(shí),先將傳動(dòng)套在三爪卡盤(pán)上夾緊,然后將接套插入曲軸小頭部位,注意要小頭頂端一定要頂?shù)剿理敿猓€要使半圓鍵與小頭鍵槽要配合。 按圖示方法定位后,利用吊車(chē)移到車(chē)床上用尾座頂尖頂緊即可加工。 加工完畢后,退回頂尖一段距離,利用移動(dòng)頂尖在壓縮彈簧的作用下頂出接套,則傳動(dòng)套與接套脫離,這時(shí),傳動(dòng)套繼續(xù)轉(zhuǎn)動(dòng),而移動(dòng)頂尖、接套和曲軸等則停止轉(zhuǎn)動(dòng),用吊車(chē)吊住曲軸,退回頂尖,即可卸下接套與曲軸,再?gòu)慕犹咨闲断虑S。同時(shí)在進(jìn)行加工過(guò)程中,可將另一個(gè)接套與待加工的曲軸進(jìn)行先裝夾,等到在加工的曲軸加工完畢后,卸下接套與曲軸,同時(shí)在不停車(chē)的情況下裝上接套與曲軸,頂緊頂尖,這時(shí)移動(dòng)頂尖在壓縮彈簧的作用下繼續(xù)頂緊接套實(shí)施加工。 這樣,在完全不停車(chē)的情況下,完成了曲軸的裝卸,生產(chǎn)效率大大提高。
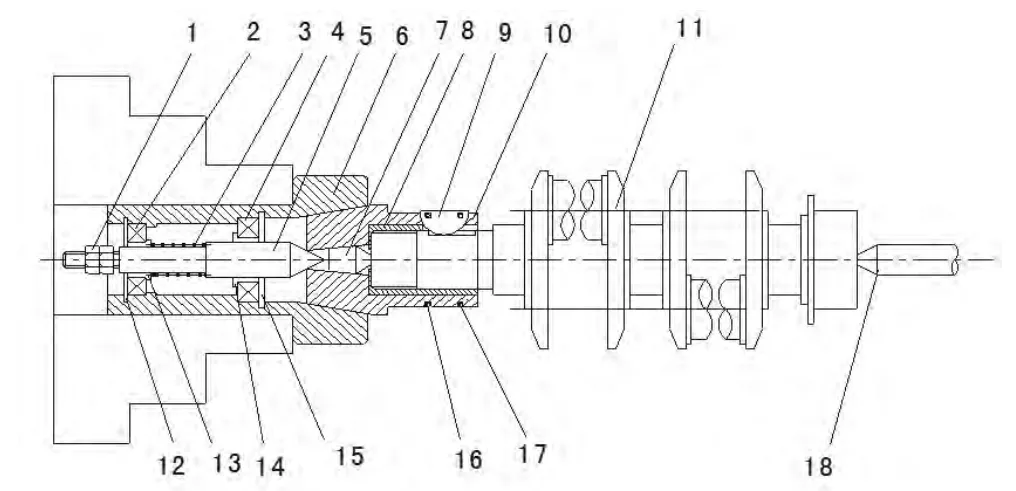
圖1
2 曲軸零件的工藝分析
曲軸零件如圖中11 所示,曲軸零件為半精加工零件,零件大部分已經(jīng)精加工,剩下要精加工的工序?yàn)榫?chē)曲軸法蘭盤(pán)外加圓,切槽,倒角及端面,由于該工序精車(chē)余量很小,工件外圓直徑較大,在實(shí)際加工中,選用車(chē)床為旋轉(zhuǎn)直徑為300mm 以上,轉(zhuǎn)速控制在150 轉(zhuǎn)/分左右,進(jìn)行加工速度要較慢,實(shí)際進(jìn)給量為0.1mm/轉(zhuǎn)左右,實(shí)際加工時(shí)間較短,裝卸工件時(shí)間較,生產(chǎn)效率低,工人勞動(dòng)強(qiáng)度大,曲軸零件的裝卸都必須在停車(chē)之后才能進(jìn)行,費(fèi)時(shí)、費(fèi)工。 針對(duì)上述問(wèn)題,結(jié)合曲軸機(jī)加工實(shí)際情況,設(shè)計(jì)了一套高效不停車(chē)夾具。
3 設(shè)計(jì)不停車(chē)夾具的結(jié)構(gòu)分析
該不停車(chē)夾具主要由傳動(dòng)套和接套兩大部分組。
3.1 傳動(dòng)套結(jié)構(gòu)與部件的選用
傳動(dòng)套主要起到主軸傳動(dòng)的作用,同時(shí)又起到當(dāng)卸工件時(shí)可以頂開(kāi)接套部分與工件。 如圖1 所示,該傳動(dòng)套結(jié)構(gòu)由傳動(dòng)套、鎖緊螺母、彈性檔圈、軸承、套簡(jiǎn)、壓縮彈簧和活動(dòng)頂尖等幾部分組成。
傳動(dòng)套:傳動(dòng)套的作用主要是傳動(dòng)主軸的旋轉(zhuǎn),由于是被夾緊零件,采用調(diào)質(zhì)鋼材料,零件右端為配合端,為了定心和傳遞轉(zhuǎn)矩,一般做成錐孔形狀,為更好的傳遞轉(zhuǎn)矩,表面粗糙度應(yīng)不大于Ra 1.6,錐孔面要有足夠的配合長(zhǎng)度,以防止打滑損傷夾具,錐半角應(yīng)控制在10°左右,太小容易自鎖,太大易造成傳動(dòng)轉(zhuǎn)矩不足而打滑錐半角一般在。
鎖緊螺母:鎖緊螺母的作用是向移動(dòng)頂尖施加一個(gè)可調(diào)的,方向向右的作用力。
彈性檔圈:圖中兩個(gè)彈性檔圈起到軸承限位作用,分別用擋圈72 GB893-76 與擋圈85 GB893-76 的孔用彈性檔圈。
軸承:兩個(gè)軸承在圖中的作用是使移動(dòng)頂尖不隨主軸的轉(zhuǎn)動(dòng)面轉(zhuǎn)動(dòng)。 分別用滾動(dòng)軸承207 GB176-64 與滾動(dòng)軸承209 GB176-64 的單列向心軸承。
套簡(jiǎn):套簡(jiǎn)的材料為青銅料,其作用是移動(dòng)頂尖在移動(dòng)時(shí)起到耐磨作用。
壓縮彈簧:壓縮彈簧的作用是在卸掉尾座頂尖的同時(shí),把接套與零件頂出傳套錐面,卸掉轉(zhuǎn)矩,經(jīng)過(guò)調(diào)試,選擇合式的壓縮彈簧。
活動(dòng)頂尖:活動(dòng)頂尖的作用是配合壓縮彈簧來(lái)對(duì)接套與零件卸掉轉(zhuǎn)矩。
3.2 接套結(jié)構(gòu)與部件的選用(兩件)
接套主要起到工件與傳動(dòng)套的連接,定心與傳遞轉(zhuǎn)矩等作用。 如圖1 所示,該接套結(jié)構(gòu)由接套、死頂尖,銅襯套、拉伸彈簧和半圓鍵等幾部分組成。
接套:接套主要傳遞轉(zhuǎn)矩到零件上,由于零件要與傳動(dòng)套作錐度配合,為更好的傳遞轉(zhuǎn)矩,零件做成錐面形狀,也采用調(diào)質(zhì)鋼材料,表面粗糙度應(yīng)不大于Ra 1.6,錐面也要有足夠的配合長(zhǎng)度,以防止打滑損傷夾具,錐半角應(yīng)控制在10°左右,太小容易自鎖,太大易造成傳動(dòng)轉(zhuǎn)矩不足而打滑。
死頂尖:起到工件定心作用。
銅襯套:作用是為了保護(hù)零件小頭外圓螺紋的損傷。
拉伸彈簧:兩根拉伸簧穿過(guò)圓鍵上的兩個(gè)孔繞接,利用半圓鍵定位。
半圓鍵:利用拉伸彈簧起到定位作用,注意的是半圓鍵工作面與鍵槽的配合間隙不易過(guò)大(0.05mm 左右),否則會(huì)影響夾具的使用壽命。
3.3 注意事項(xiàng)
1)傳動(dòng)套錐面與接套錐面表面粗糙度應(yīng)不大于Ra 1.6。
2)兩錐面要有足夠的配合長(zhǎng)度,以防止打滑損傷夾具。
3)錐半角應(yīng)控制在10°左右,太小容易自鎖,太大易造成傳動(dòng)轉(zhuǎn)矩不足而打滑。
4)半圓鍵工作面與鍵槽的配合間隙不易過(guò)大(0.05mm 左右),否則會(huì)影響夾具的使用壽命。
4 結(jié)束語(yǔ)
本次針對(duì)曲軸零件精加工序設(shè)計(jì)此夾具在實(shí)際生產(chǎn)應(yīng)用中,簡(jiǎn)化了裝夾難度,降低勞動(dòng)強(qiáng)度和操作技術(shù)要求,從而提高了加工質(zhì)量和工作效率。最后說(shuō)明,該不停車(chē)夾具具有一定的通用,不只針對(duì)該曲軸零件,還可以根據(jù)曲軸零件的技術(shù)要求,重新設(shè)計(jì)接套,使曲軸零件可以在不停車(chē)的時(shí)候進(jìn)行裝夾。
[1]吳宗澤,羅圣國(guó),主編.機(jī)械設(shè)計(jì)課程設(shè)計(jì)手冊(cè)[M].高等教育出版社.
[2]陳秀寧,主編.機(jī)械設(shè)計(jì)基礎(chǔ)[M].2 版.浙江大學(xué)出版社.
[3]王季琨,沈中偉,劉錫珍,主編.機(jī)械制造工藝學(xué)[M].天津大學(xué)出版社.
