半軸端蓋夾具設(shè)計
2015-01-02 05:16:32殷頤清
科技視界 2015年4期
關(guān)鍵詞:設(shè)計
殷頤清
(桂林電子科技大學(xué)信息科技學(xué)院,廣西 桂林541004)
1 零件的分析
零件:半軸端蓋,鑄造,部分精度要求較高。
1.1 零件的功用及結(jié)構(gòu)分析
端蓋主要用于零件的外部,結(jié)構(gòu)簡單,形狀普通,端蓋作為一種重要的機(jī)械零件,用途十分廣泛。
作用:(1)軸承外圈的軸向定位;
(2)防塵和密封,除本身可以防塵密封外,也常和密封件配合以達(dá)到密封的作用;
(3)在電動機(jī)與主軸箱之間的端蓋主要起到傳動扭矩和緩沖吸震的作用,使主軸箱的傳動平穩(wěn)。
1.2 零件的材質(zhì)分析
零件采用鑄鋼進(jìn)行鑄造,鑄鋼(cast steel)鑄鋼是在凝固過程中不經(jīng)歷共晶轉(zhuǎn)變的用于生產(chǎn)鑄件的鐵基合金的總稱。鑄造合金的一種。鑄鋼分為鑄造碳鋼、鑄造低合金鋼和鑄造特種鋼3類。鑄鋼是以鐵、碳為主要元素的合金,碳含量0-2%。鑄鋼又分為鑄造碳鋼、鑄造低合金鋼和鑄造特種鋼3類。
鑄造碳鋼。以碳為主要合金元素并含有少量其他元素的鑄鋼。含碳小于0.2%的為鑄造低碳鋼,含碳0.2%~0.5%的為鑄造中碳鋼,含碳大于0.5%的為鑄造高碳鋼。隨著含碳量的增加,鑄造碳鋼的強(qiáng)度增大,硬度提高。鑄造碳鋼具有較高的強(qiáng)度、塑性和韌性,成本較低,在重型機(jī)械中用于制造承受大負(fù)荷的零件,如軋鋼機(jī)機(jī)架、水壓機(jī)底座等;在鐵路車輛上用于制造受力大又承受沖擊的零件如搖枕、側(cè)架、車輪和車鉤等。
鑄造低合金剛。含有錳、鉻、銅等合金元素的鑄鋼。合金元素總量一般小于5%,具有較大的沖擊韌性,并能通過熱處理獲得更好的機(jī)械性能。鑄造低合金鋼比碳鋼具有較優(yōu)的使用性能,能減小零件質(zhì)量,提高使用壽命。
鑄造特種鋼。為適應(yīng)特殊需要而煉制的合金鑄鋼,品種繁多,通常含有一種或多種的高量合金元素,以獲得某種特殊性能。例如,含錳11%~14%的高錳鋼能耐沖擊磨損,多用于礦山機(jī)械、工程機(jī)械的耐磨零件;以鉻或鉻鎳為主要合金元素的各種不銹鋼,用于在有腐蝕或650℃以上高溫條件下工作的零件,如化工用閥體、泵、容器或大容量電站的汽輪機(jī)殼體等。
鋼鑄件的優(yōu)點(diǎn):
(1)更大的設(shè)計靈活性
這種設(shè)計有與對鑄件形狀和大小有最大的選擇自由度,尤其是復(fù)雜的形狀和空心部分,而且鋼鑄件可以由核心鑄件的獨(dú)特工藝制造。易成型和易改變形狀并可以快速根據(jù)圖紙制作出成品可以提供快速響應(yīng)并縮短交貨時間。
(2)冶金制造最強(qiáng)的靈活性和可變性
你可以選擇不同的化學(xué)成分和組織結(jié)構(gòu)來滿足不同項目的需求。不同的熱處理工藝可以選擇力學(xué)性能而且可在大范圍內(nèi)使用該屬性并提高可焊性和可使用性。
(3)提高整體結(jié)構(gòu)強(qiáng)度
由于項目可靠性高,再加上減重設(shè)計和較短的交貨時間,可在價格和經(jīng)濟(jì)方面提高競爭優(yōu)勢。
(4)大范圍的重量變化
小型鋼鑄件有可能僅有10克,而大型鋼鑄件可達(dá)數(shù)噸,幾十甚至數(shù)百噸。
與鍛鋼部件相比:
鋼鑄件的力學(xué)性能在各個方向相差不大,比鍛鋼零件占優(yōu)。設(shè)計師在進(jìn)行一些高科技產(chǎn)品的設(shè)計時必須在三個方向上考慮材料的性能,這樣的就突出了鑄件的優(yōu)勢。不考慮重量、體積和一次所制量,鋼鑄件很容易做出復(fù)雜的形狀和非應(yīng)力集中部件。
與焊接結(jié)構(gòu)相比:
在形狀和大小方面,焊接結(jié)構(gòu)的靈活性比鍛鋼零件強(qiáng),但與鋼鑄件相比,有仍然以下缺點(diǎn):
①在焊接過程中容易變形。
②很難形成流線型結(jié)構(gòu)。
③焊接過程中內(nèi)部應(yīng)力高。
④焊縫影響部件的外觀和可靠性。
與鐵鑄造和其他合金鑄件相比:
鋼鑄件可用于各種各樣的工作條件,且力學(xué)性能優(yōu)于其他合金鑄件。
當(dāng)我們需要高拉伸強(qiáng)度或動態(tài)載荷部件、重要的壓力容器鑄件和在低或高溫下承擔(dān)重負(fù)荷的核心部件時,原則上,我們應(yīng)該優(yōu)先使用鋼鑄件。
然而,鋼鑄件的吸振性、耐磨性和機(jī)動性不如鐵鑄件,而且,成本也比鐵鑄件高。
1.3 零件的精度分析
直徑為74的外圓精度要求0.8,直徑為62的內(nèi)孔圓精度0.8較高,其余的精度要求都不高,可以較容易的加工。且由零件圖可知零件不易直接車出,需要鑄造。同時根據(jù)技術(shù)要求:零件需去除毛刺 飛邊,鑄件表面上不允許有冷隔,裂紋,縮孔和穿透性缺陷及嚴(yán)重的殘缺類缺陷(如欠 鑄,機(jī)械損傷等),并且鑄件應(yīng)該清理干凈,不得有毛刺,飛邊,非加工表面上的澆冒口應(yīng)清理與鑄件表面齊平。總體而言零件精度復(fù)雜度較高。
1.4 零件的工藝分析
工藝程序分析是對現(xiàn)場的宏觀分析,把整個生產(chǎn)系統(tǒng)作為分析對象。目的:改善整個生產(chǎn)過程中不合理的工藝內(nèi)容、工藝方法、工藝程序和作業(yè)現(xiàn)場的空間配置。通過嚴(yán)格的考查與分析,設(shè)計出最經(jīng)濟(jì)合理、最優(yōu)化的工藝方法、工藝程序、空間配置。

表1
1.5 工藝流程圖
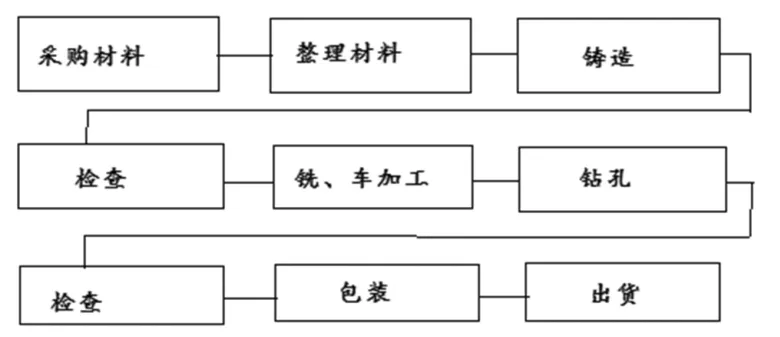
圖1
2 加工誤差分析
2.1 元件的選擇(定位)
工裝夾具的任務(wù)是對一個或幾個工件進(jìn)行準(zhǔn)確地固定定位。定位應(yīng)為工件的全方位 定位,但不過定位。 每個物體由3個坐標(biāo)軸X、Y、Z決定其空間位置。一個工件也按其加工要求在一個、兩個或者3個平面上確定其位置。如果在一個定位平面大于一個定位需要的面,則工件 為過定位。工件過定位存在不平衡,由此會出現(xiàn)尺寸變化和形狀誤差。

圖2各種基準(zhǔn)示例
定位面的選擇
工件在工裝夾具中可以按其加工狀態(tài)和形狀以其未加工面、已加工面、孔或其他結(jié) 構(gòu)元素定位。定位面原則上是選擇用作測定要加工面尺寸的工件表面和形狀。對于未加 工的鑄件,常常是適當(dāng)?shù)倪x擇一個或兩個預(yù)加工的面用作定位面。
由于φ62孔與φ64外圓有同心度要求,定位面選擇為下端面,同時使用短圓柱定位,夾具上的定位夾限制Z兩個方向,與X、Y旋轉(zhuǎn),而短圓柱限制X、Y方向位移。
2.2 定位誤差分析與計算
由于定位引起的同一批工件的工序基準(zhǔn)在加工尺寸方向上的最大變動量,成為定位 誤差,以ΔD表示。定位誤差研究的主要對象是工序基準(zhǔn)和定位基準(zhǔn)。它的變動量將影響工件的尺寸精度和位置精度。
(1)工件底面與支承板接觸,由于地面已經(jīng)達(dá)到加工要求,所以認(rèn)為工序尺寸h的基準(zhǔn)位移誤差為0。
(2)定位軸與圓孔孔定位,其中由基孔制制定定位短圓柱的直徑為:φ58(假設(shè)基孔制代號:H7/g6),則:
①工序尺寸為:62mm

3 夾緊方式以及力的計算
3.1 列出常用的夾緊機(jī)構(gòu)
常用的典型夾緊機(jī)構(gòu)有斜楔夾緊機(jī)構(gòu)、螺旋夾緊機(jī)構(gòu)、偏心夾緊機(jī)構(gòu)及鉸鏈夾緊機(jī)構(gòu)等。
(1)斜楔夾緊機(jī)構(gòu)
①原理:采用斜楔作為傳力元件或者夾緊元件的夾緊機(jī)構(gòu)稱為斜楔夾緊機(jī)構(gòu)。斜楔主要是利用其斜面移動時所產(chǎn)生的壓力來夾緊工件的。
②特點(diǎn)和應(yīng)用范圍:斜楔夾緊機(jī)構(gòu)的優(yōu)點(diǎn)是結(jié)構(gòu)簡單,易于制造,具有良好的自鎖
性,并有增力作用。其缺點(diǎn)是增力比小,夾緊行程小,且動作慢,故很少用于手動夾緊機(jī)構(gòu)中,而在機(jī)動夾緊機(jī)構(gòu)中應(yīng)用廣泛。
(2)螺旋夾緊機(jī)構(gòu)
螺旋夾緊機(jī)構(gòu)可分為簡單螺旋夾緊機(jī)構(gòu)、螺旋壓板夾緊機(jī)構(gòu)、快速螺旋夾緊機(jī)構(gòu)三大類。
①簡單螺旋夾緊機(jī)構(gòu):單個螺旋夾緊機(jī)構(gòu)直接用螺釘或螺母夾緊工件的機(jī)構(gòu)。單個螺旋夾緊機(jī)構(gòu)夾緊動作慢,裝卸工件費(fèi)時,為克服這一缺點(diǎn),可采用各種快速螺旋夾緊機(jī)構(gòu)。
②螺旋壓板夾緊機(jī)構(gòu):采用壓板作為夾緊元件的機(jī)構(gòu)成為螺旋壓板夾緊機(jī)構(gòu)。螺旋夾緊機(jī)構(gòu)具有結(jié)構(gòu)簡單、制造容易、自鎖性能好、夾緊可靠,是手動夾緊中常用的一種夾緊機(jī)構(gòu)。
③快速螺旋夾緊機(jī)構(gòu):為了減少輔助時間,可以使用各種快速接近或快速撤離工件的螺旋夾緊機(jī)構(gòu),在手動夾緊裝置中被廣泛使用。
(3)偏心夾緊機(jī)構(gòu)
①原理:用偏心件直接或間接夾緊工件的機(jī)構(gòu),稱為偏心夾緊機(jī)構(gòu)。常用的偏心件是圓偏心輪和偏心軸。
②特點(diǎn)和應(yīng)用范圍:偏心夾緊機(jī)構(gòu)操作方便、夾緊迅速,但夾緊力和行程較小,一般用于切削力不大、振動小、夾壓面公差小的情況。
(4)鉸鏈夾緊機(jī)構(gòu)
①常用的鉸鏈夾緊機(jī)構(gòu)的三種基本結(jié)構(gòu):(a)單臂鉸鏈夾緊機(jī)構(gòu);(b)雙臂單作用鉸鏈夾緊機(jī)構(gòu);(c)雙臂雙作用鉸鏈夾緊機(jī)構(gòu)。
②特點(diǎn)和應(yīng)用范圍:鉸鏈夾緊機(jī)構(gòu)是一種增力機(jī)構(gòu),其結(jié)構(gòu)簡單,增力比大,摩擦損失小,但一般不具備自鎖性能,常與具有自鎖性能的機(jī)構(gòu)組成復(fù)合夾緊機(jī)構(gòu)。所以鉸鏈夾緊機(jī)構(gòu)適用于多點(diǎn)、多件夾緊,在氣動、液壓夾具中獲得廣泛應(yīng)用。
(5)聯(lián)動夾緊機(jī)構(gòu)
(6)定心夾緊機(jī)構(gòu)
對自己設(shè)計的夾具進(jìn)行夾緊機(jī)構(gòu)的選擇:
選擇夾緊機(jī)構(gòu)為螺旋夾緊機(jī)構(gòu),同時夾緊機(jī)構(gòu)與定位有關(guān),所以決定自行設(shè)計。
3.2 夾緊機(jī)構(gòu)力的計算
(1)方案設(shè)計 半軸軸承套夾緊力的方向和作用點(diǎn)如圖所示;
(2)驗算夾緊力
切削力的計算:
刀具:φ6mm高速鋼鉆頭;
加工材料:高速鋼,強(qiáng)度為σb=0.655GPa
加工機(jī)床為:立式鉆床
查《切削用量手冊》可得,進(jìn)給量:f=0.2mm/r。

查《切削用量手冊》可知:CF=600 ZF=1.0 yF=0.7 kF=1.0 CM=0.305 ZM=2.0 yM=0.8 kM=1.0
計算的軸向力:F=1055N 軸向轉(zhuǎn)矩:M=2.44N/m夾緊力的計算:
設(shè)夾緊力為FN,由夾緊產(chǎn)生的摩擦力為Fμ由于鉆削要滿足扭矩要求,故Fμ·l≥M,由夾具結(jié)果得l=36mm,

4 總體結(jié)構(gòu)設(shè)計
4.1 單個零件的設(shè)計(鉆套)
采用固定鉆套,安裝于鉆模板中,配合為H7/n6。
①鉆套已經(jīng)標(biāo)準(zhǔn)化,根據(jù)實(shí)際要求查閱相關(guān)手冊后,選用:

②(a)基軸制間隙配合。鉆孔時公差用F7
(b)導(dǎo)向高度取H=10mm
(c)排屑空間取h=(0.3~0.7)d=4mm
4.2 鉆模板的設(shè)計
根據(jù)設(shè)計的要求,決定選用鉸鏈?zhǔn)姐@模板,采用此模板較好進(jìn)行加工,以及較易維護(hù)。
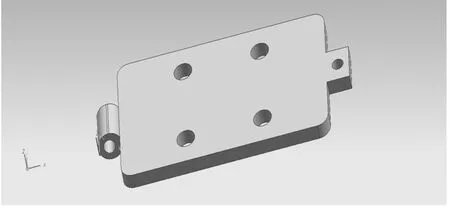
圖3
4.3 夾具體的設(shè)計
整體采用鑄造,結(jié)構(gòu)自行設(shè)計,直到符合工件對于夾具的要求。
支腳設(shè)計
為了減少夾具體與機(jī)床工作臺的接觸面積,使夾具能夠平穩(wěn)地放置,可以對夾具設(shè)計支腳。支腳的結(jié)構(gòu)只要有:(1)矩形截面支腳;(2)圓形截面支腳。
在此,選用矩形截面支腳。
4.4 總圖

圖4
夾具設(shè)計是一個長期的過程,需要不斷的進(jìn)行精心的修改,不斷地去整理各方面的資料,不斷的想出新的方案,認(rèn)真總結(jié)。
[1]薜源順.機(jī)床夾具設(shè)計[M].北京:機(jī)械工業(yè)出版社,2011:49-52.
[2]楊金鳳,何丁勇,王春焱,等.機(jī)床夾具 及應(yīng)用[M].北京:北京理工大 學(xué),2011.8:64-89.
[3]E.Keller,R.Kilgus,W.Klein,et al..模具、工裝夾具制造實(shí)用技術(shù)(劉希恭)[M].德國:Europe出版社,2001:190-229.
[4]徐發(fā)仁.機(jī)床夾具設(shè)計[M].重慶:重慶大學(xué)出版社,1993:16-20.
[5]蔡光耀.機(jī)床夾具設(shè)計[M].北京:機(jī)械工業(yè)出版社,1990:60-70.
[6]GB/T 8045.1-1999,中華人民共和國國家標(biāo)準(zhǔn)[S].
[7]黃繼昌,徐巧魚,張海貴,等.實(shí)用機(jī)械圖冊[M].機(jī)械工業(yè)出版社.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
