基于總線通信的CO2連續型激光焊機自動化控制系統設計
2015-01-16 03:46:28王長成
電焊機 2015年7期
王長成
(重慶三峽職業學院,重慶404155)
基于總線通信的CO2連續型激光焊機自動化控制系統設計
王長成
(重慶三峽職業學院,重慶404155)
CO2連續型激光焊機在工業生產中應用廣泛。基于總線通信技術,結合CO2連續型激光焊機焊接的工藝流程,選取了控制系統的輸入和輸出信號,設計了以西門子S7-400為主要控制器的焊機自動化控制系統。控制系統由伺服對中控制、氮氣壓力控制以及電動機位置/速度控制三部分組成,能夠完成鋼板母材間的高質量焊接。并基于WinCC研發了能實現流程監控和故障警報的監控系統。本研究對于提高激光焊接的自動化程度和保證焊縫質量都具有重要意義。
總線通信;激光焊機;自動控制
0 前言
CO2連續型激光焊機作為先進自動化焊接設備,在不影響焊接層韌性的同時能夠獲得高強度平整焊縫,在各種高、低碳鋼以及合金鋼材的焊接中得到了廣泛應用。CO2連續型激光焊機采用基于PLC的控制系統,可以根據PLC中編寫的指令獲得與母材組織及性能基本等同的焊接接頭。CO2連續型激光焊機自動化控制系統的主要作用是根據焊接母材的工藝參數,對激光的焦點進行位置控制,從而實現母材間的焊接,在焊接完成后,控制碾壓設備進行焊接面的平整[1]。本研究基于總線通信技術,以PLC作為控制器進行了CO2連續型激光焊機自動化控制系統設計,對于提高激光焊接的自動化程度和保證焊縫的質量都具有重要意義。
1 控制對象工藝流程概述
CO2連續型激光焊機焊接工藝的研究是自動化控制系統設計的基礎。CO2連續型激光焊接的完整流程如圖1所示。以帶鋼焊接為例,被激光切割尾部的頭帶鋼經傳送帶到達對中位置,帶鋼的運動信號被固定在帶鋼兩側的傳感器捕捉,并將實時的位置信號傳送給PLC控制器,PLC根據帶鋼的位置發出位移信號。利用伺服電機的驅動,完成入口和出口的對中。之后,將激光切割頭部的尾帶鋼由出口處送入,此時采用入口夾和出口夾固定頭帶鋼和尾帶鋼,打開CO2連續型激光焊機完成鋼板間的焊接[2]。

圖1 CO2連續型激光焊接的完整流程
2 系統硬件的設計組成
CO2連續型激光焊機的控制器為siemens公司的S7-400型中型PLC控制器,系統的上位機為32位XP系統的計算機,松下電機以及其驅動單元構成焊機的執行機構。PLC控制器可以實現數字量、模擬量的采集和傳送,用于實現伺服對中以及焊接頭和切割頭的控制。伺服電機驅動器的型號為MADDT1205,可以同時實現雙電機模式的驅動。驅動器中內置伺服控制算法,可以根據PLC的輸入信號選擇控制方法。CO2連續型激光焊機自動控制系統的硬件組成如圖2所示。在實際的系統中要實現3個自由度方向14臺電動機的運動。其中,電機的位置信號采用32位增量編碼器進行測量,位置信號與指令信號形成閉環反饋控制。CO2連續型激光焊機控制系統在設計過程中充分考慮了對控制界面人機友好的要求,采用先進的OP170可視觸摸面板,可實現自動與手動模式間的自由切換,并且方便進行程序的導入和數據的導出。所編寫的程序基于西門子公司提供的Step7V5.0編寫環境,采用梯形圖的編程語言進行編寫。上位機開發了基于WINCC6.2組態下的監視控制系統,采用PLC的輸出信號控制電機的驅動單元[3]。

圖2 CO2連續型激光焊機自動控制系統的硬件組成
3 焊接過程自動控制程序設計
3.1 工藝控制設計
CO2連續型激光焊機焊接的工藝流程是控制系統設計的基礎。根據焊接工藝流程可知,帶鋼的伺服對中控制、電機的位置控制以及氮氣壓力補償控制是控制系統的三大組成部分。S7-400作為自動控制系統的核心,利用總線通信技術將控制信號輸送到伺服電機驅動器,驅動器與伺服電機構成位置閉環和速度閉環,從而實現伺服電動機的閉環控制,如圖3所示。
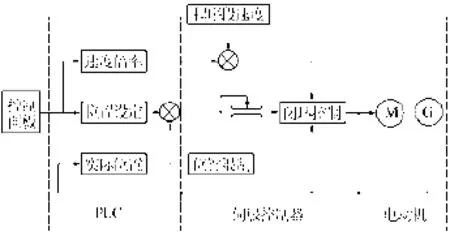
圖3 伺服電機位置和速度控制框圖
在具體的控制過程中,比較給定位置信號與實際反饋的位置信號,得到的偏差信號進入PLC控制器,控制器根據偏差信號的大小按照給定的控制算法調整輸出控制信號值,從而實現糾正偏差的目的,當電機位置到達指定位置時,電動機停止工作。同理可以完成伺服電機速度閉環控制系統的設計。但是在速度閉環過程中,電機的運行速度取決于驅動器中設置的速度值和PLC控制器輸出的速度增益的乘積。帶鋼的伺服對中控制原理如圖4所示,采用的傳感裝置為磁尺。通過磁尺測量計算帶鋼的中心線相對帶鋼生產線的偏移量所需的四處數據,分別為用于測量帶鋼中心線偏移量的d11和d12,以及用于測量帶鋼生產中心線偏移量的d21和d22。由此可以計算出帶鋼板對中所需要的帶鋼中心和帶鋼生產中心偏移量基本補償值d1和d2為
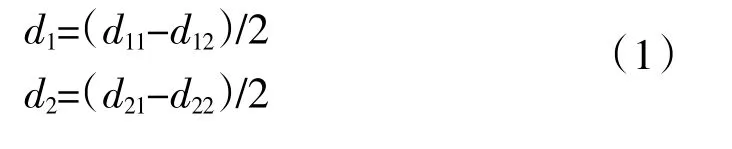

圖4 帶鋼的伺服對中控制原理
控制器根據偏差信號計算出鋼帶移動方向上的補償量,從而實現偏差的補償[4]

氮氣在CO2連續型激光焊接過程中對焊縫起冷卻和保護的作用。而氮氣的壓力決定了氮氣釋放量的大小,從而影響焊縫的質量和切割過程的安全。本研究涉及的氮氣控制系統采用基于上位機的帶有壓力非線性補償作用的PID控制模塊,能夠根據基準壓力值,不斷控制氮氣控制閥口的開度,從而準確有效地控制氮氣壓力。控制系統選用SFB41PID模塊作為氮氣控制的核心控制器,其最大優點在于能夠在焊接完成后產生快速衰減的信號,完成控制閥口的閉合。所涉及的氮氣控制系統在P、I、D參數分別設置為6,3 600ms,2 700ms時,可以實現精度為1Pa的壓力控制[5]。
3.2 監控系統設計
CO2連續型激光焊機系統所需采集和傳送的信號較多,輸入輸出點數的增加導致系統容易出現故障點的數量增多,需要采用在線監控系統對系統實行全程監控。CO2連續型激光焊機采用工業領域廣泛采用的WinCC技術用于監控激光焊接過程中的帶鋼參數、氣體參數以及激光發射器的參數,并且能夠進行常見故障警報。
WinCC的功能主要為現場監控和故障警報。在現場監控過程中,WinCC系統會將工作人員輸入的加工數據與系統中錄入的帶鋼型號、寬度、厚度以及焊接性能數據庫中的數值進行比較,其中數據庫為SQL專輯數據庫。當對比結果不滿足焊機內部數據庫中的參數要求,則CO2連續型激光焊機將不能正常啟動,并且給出錯誤提示。當對比結果通過,會自動加載控制程序,顯示激光發射器、焦點、氮氣信息等詳細參數,確認后程序加載如驅動單元,從而完成焊接工藝。故障警報主要依靠總線通信技術,利用故障代碼的傳遞,在WinCC系統中產生響應的警報信息,工作人員可以根據警報的類型,確定故障的種類和位置,完成故障的排除工作。故障點的尋找依靠Step7對設備狀態進行排查,并發送故障代碼。在監控系統中還設置了查看歷史記錄功能,便于檢查設備近期的工作狀態。
4 結論
設計的CO2連續型激光焊機具有自動化程度高、智能故障診斷、工藝參數控制準確等優點,能夠完成質量和外觀要求較高的焊縫加工。采用基于總線通信的CO2連續型激光焊機自動化控制系統的樣機已經通過相關單位驗收,所獲得的焊接接頭的抗拉強度優于母材強度,并且焊縫美觀,接頭熱變形不明顯,各項指標均達到設計要求。相比于閃光焊機,獲得了更為光滑平整的焊縫。本研究對于提高激光焊接的自動化程度和保證焊縫質量都具有重要意義。
[1]孫鶴旭,馬子涵,陳海永,等.激光焊機高精度帶鋼對中控制系統設計[J].電焊機,2013,43(06):16-21.
[2]董硯,孟慶江,王睿.激光焊機焊接對中伺服控制系統[J].電焊機,2011,41(09):30-32,84.
[3]陳海永,方灶軍,徐德,等.基于視覺的薄鋼板焊接機器人起始點識別與定位控制[J].機器人,2013(01):99-102.
[4]王立偉.基于視覺信息的鋼板連續生產線激光焊接關鍵技術的研究[D].天津:河北工業大學,2012:15-19.
[5]方敏,楊賽丹.激光焊機在冷軋軋機的應用[J].寶鋼技術,2009(02):35-38.
Design of automatic control system for continuous CO2laser weldingmachine based on bus communication
WANG Changcheng
(Chongqing ThreeGorges VocationalCollege,Chongqing 404155,China)
Continuous CO2laser welding machine is widely used in industrial production.Based on bus communication technology, combining with welding technology process of continuous CO2laser weldingmachine,the input and output signals of control system are selected,and the automatic control system with amain controller Siemens S7-400 for weldingmachine is designed.The control system consists of a servo control,a nitrogen pressure control and amotor position/speed control,and it can complete the high quality welding of steel basemetal.Based on WinCC,amonitoring system which can realize processmonitoring and fault alarm is developed. This study is significant for improving the degree of automation and quality of thewelds for laserwelding.
bus communication;laserwelding;automatic control
TG439.4
A
1001-2303(2015)07-0049-03
10.7512/j.issn.1001-2303.2015.07.11
2014-08-04;
2014-09-28
王長成(1970—),男,重慶萬州人,講師,碩士,主要從事電機與電氣控制技術、機床電氣控制系統的研究工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:25:42
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業自動化(2017年2期)2017-03-20 14:26:13
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
