工藝參數(shù)對(duì)摩擦疊焊單元成形過程的影響
2015-01-16 03:46:30宋國(guó)祥陳秀清徐亞國(guó)焦向東周燦豐
電焊機(jī) 2015年7期
楊 帆,宋國(guó)祥,陳秀清,徐亞國(guó),高 輝,焦向東,周燦豐
(1.海洋石油工程股份有限公司,天津300451;2.北京石油化工學(xué)院能源工程先進(jìn)連接技術(shù)北京市高等學(xué)校工程研究中心,北京102617))
工藝參數(shù)對(duì)摩擦疊焊單元成形過程的影響
楊 帆1,宋國(guó)祥1,陳秀清1,徐亞國(guó)2,高 輝2,焦向東2,周燦豐2
(1.海洋石油工程股份有限公司,天津300451;2.北京石油化工學(xué)院能源工程先進(jìn)連接技術(shù)北京市高等學(xué)校工程研究中心,北京102617))
基于摩擦焊技術(shù)特點(diǎn),研究摩擦疊焊單元成形工藝,分析轉(zhuǎn)速、進(jìn)給速度和軸向壓力這三個(gè)主要工藝參數(shù)對(duì)摩擦疊焊單元成形過程的影響。結(jié)果表明:焊接過程中選用高轉(zhuǎn)速,可以顯著提高產(chǎn)熱速率,填充材料更容易達(dá)到塑性狀態(tài)而與預(yù)制孔側(cè)壁緊密結(jié)合,在與轉(zhuǎn)速匹配較好的進(jìn)給速度和軸向壓力范圍內(nèi),選用較高的進(jìn)給速度和軸向壓力更容易獲得質(zhì)量?jī)?yōu)異的接頭。
摩擦疊焊;單元成形;焊接工藝
0 前言
摩擦疊焊(Friction Stitch Welding)屬于摩擦焊技術(shù)的一種,因其不采用電弧加熱而通過摩擦生熱的方式進(jìn)行焊接,且焊接接頭性能優(yōu)異,不受壓力環(huán)境的影響,特別適用于水下作業(yè),尤其是適用于水下結(jié)構(gòu)物的修復(fù)。隨著海洋油氣資源在世界范圍內(nèi)開發(fā)力度的不斷加強(qiáng),油田開采逐漸從近海走向深海,海洋工程鋼結(jié)構(gòu)物數(shù)量也逐年增多,因此水下結(jié)構(gòu)物修復(fù)的重要性也隨著其使用年限的增加而凸現(xiàn)出來(lái)。近十多年來(lái),摩擦疊焊在歐洲得到高度重視,歐盟、日本、美國(guó)、挪威等圍繞該技術(shù)開展了一系列應(yīng)用基礎(chǔ)研究工作。雖然我國(guó)關(guān)于摩擦焊技術(shù)發(fā)展動(dòng)態(tài)的報(bào)告中已涉及到摩擦疊焊的一些內(nèi)容,但主要都是介紹摩擦疊焊技術(shù)的發(fā)展起源、國(guó)外發(fā)展現(xiàn)狀及連接特性方面的相關(guān)內(nèi)容,對(duì)該技術(shù)的基礎(chǔ)工藝研究卻很少[1-6]。
摩擦疊焊焊接過程結(jié)合圖1所示描述如下:首先在基體母材上預(yù)鉆一個(gè)孔,然后在預(yù)制孔中插入一根直徑略小的旋轉(zhuǎn)塞棒,同時(shí)在沿塞棒方向上施加軸向力并保持一定的進(jìn)給速度,當(dāng)旋轉(zhuǎn)塞棒與焊孔底部接觸時(shí),開始摩擦剪切發(fā)熱過程;在摩擦熱和塞棒本身的快速旋轉(zhuǎn)作用下,塞棒底部在摩擦接觸剪切面上發(fā)生塑性流動(dòng),并在壓力作用下向接觸界面四周轉(zhuǎn)移而填充塞棒與預(yù)制孔之間的間隙;隨著塑性金屬材料不斷填充預(yù)制孔以及表面雜質(zhì)的不斷排出,摩擦剪切面迅速?gòu)暮缚椎撞可弦疲瑫r(shí)塑性金屬材料與預(yù)制孔內(nèi)表面緊密結(jié)合,摩擦面上移至基體表面以上即完成單元焊接過程(Friction Hydro Pillar Processing,簡(jiǎn)稱FHPP),一系列這樣的單元相互重疊或搭接便構(gòu)成摩擦疊焊。由此可見單元成形質(zhì)量是摩擦疊焊成形的關(guān)鍵。通過試驗(yàn)研究主要工藝參數(shù)如塞棒轉(zhuǎn)速、進(jìn)給速度和軸向壓力對(duì)摩擦疊焊單元成形過程的影響。
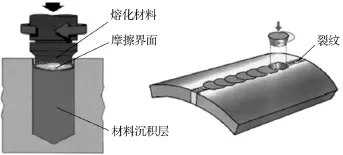
圖1 摩擦疊焊單元成形及完整焊縫形成Fig.1 Friction Hydro Pillar Processingand com pletedweld
2 試驗(yàn)條件和方法
2.1 摩擦疊焊試驗(yàn)裝置
摩擦疊焊試驗(yàn)裝置如圖2所示,該試驗(yàn)裝置由北京石油化工學(xué)院自主研發(fā)設(shè)計(jì),主要包括液壓泵站、閥組、焊接主軸頭、控制系統(tǒng)、數(shù)據(jù)記錄系統(tǒng)和試驗(yàn)臺(tái)架等。試驗(yàn)裝置能夠提供最高30 kN的軸向工作壓力和最大50N·m的轉(zhuǎn)矩,液壓馬達(dá)的最高轉(zhuǎn)速可達(dá)到9 000 r/min。該設(shè)備焊接能力和技術(shù)水平高于以TWI和GKSS為代表的國(guó)外同類摩擦焊設(shè)備[7],完全能夠滿足試驗(yàn)要求。

圖2 摩擦疊焊試驗(yàn)裝置Fig.2 Test device of friction stitch welding
2.2 試驗(yàn)材料
為促進(jìn)該技術(shù)更快應(yīng)用到實(shí)際工程,為后續(xù)研究提供更直接的參考,試驗(yàn)材料有針對(duì)性地選用目前海洋及船舶常用的船用低合金高強(qiáng)鋼D36。國(guó)標(biāo)GB712-2000規(guī)定船用D36鋼的化學(xué)成分見表1,D36鋼材料中加入Mn、Si、Nb、V等合金元素,極大改善了D36鋼的機(jī)械性能(其機(jī)械性能見表2),特別是低溫下很高的沖擊韌性,使該材料能夠應(yīng)用于船上低溫部位的結(jié)構(gòu)。

表1 D36級(jí)船體結(jié)構(gòu)用鋼化學(xué)成分Tab.1 Chem icalcomposition ofD36-classhullstructural steel%

表2 D36級(jí)船體結(jié)構(gòu)用鋼機(jī)械性能Tab.2 Mechanical properties of D36-class structural hull steel
2.3 試驗(yàn)方法
根據(jù)預(yù)制孔和金屬塞棒幾何尺寸不同,摩擦疊焊單元成形焊接常用組合有圓柱形組合和圓錐形組合,如圖3所示。參考相關(guān)文獻(xiàn)[8],選用圖4所示的塞棒與預(yù)制孔形狀組合,預(yù)制孔深度30mm,最大直徑24mm。焊接試驗(yàn)分三組進(jìn)行,即分別在轉(zhuǎn)速為5 000 r/min、6 000 r/min和7 000 r/min下進(jìn)行試驗(yàn),在每組試驗(yàn)中分別選用低進(jìn)給速度和高進(jìn)給速度匹配,軸向壓力分別為5MPa和7MPa進(jìn)行正交試驗(yàn)。通過對(duì)比不同工藝參數(shù)條件下試件的宏觀照片和拉伸試驗(yàn)結(jié)果,分析各工藝參數(shù)對(duì)焊接過程和焊接質(zhì)量的影響。

圖3 摩擦疊焊單元成形常用組合Fig.3 Common combinations of friction stitch welding

圖4 試驗(yàn)用塞棒與預(yù)制孔形狀組合Fig.4 Form combinations of rod and hole in the test
3 試驗(yàn)結(jié)果分析
通過觀察分析試驗(yàn)過程可知:摩擦疊焊單元成形過程中,塞棒在與預(yù)制孔底部開始接觸時(shí)的摩擦不穩(wěn)定,表現(xiàn)為初始焊接階段震動(dòng)很大;當(dāng)摩擦產(chǎn)生的熱量逐漸積累,材料強(qiáng)度和硬度降低,表面的微觀尖峰就會(huì)全部被擠壓磨削,波谷也被填平,摩擦面變得平整,接下來(lái)摩擦力帶動(dòng)原子遷移,摩擦過程趨于平穩(wěn),進(jìn)入穩(wěn)定摩擦階段。其中初始階段摩擦生熱的快慢對(duì)焊接過程影響很大,當(dāng)塞棒轉(zhuǎn)速較低時(shí),單位時(shí)間內(nèi)的摩擦剪切次數(shù)較少而造成產(chǎn)熱不足,焊接區(qū)材料未能達(dá)到熱塑性狀態(tài),其強(qiáng)度和硬度較高,在相互摩擦過程中,當(dāng)塞棒軸向進(jìn)給時(shí),螺柱與基板之間的作用力逐漸增大,表面的微觀尖峰之間進(jìn)行的摩擦剪切過程極易因摩擦阻力過大造成焊接中止。增大塞棒轉(zhuǎn)速后,產(chǎn)熱充分,焊接區(qū)不斷接收熱量,并逐漸積累,預(yù)制孔底部與側(cè)壁都得到充分加熱,這樣首先解決了焊接中止的問題,其次為填充材料與側(cè)壁的緊密結(jié)合創(chuàng)造了條件。
對(duì)各組試驗(yàn)中得到的接頭進(jìn)行拉伸試驗(yàn),每個(gè)工藝參數(shù)組合下取三個(gè)試樣的拉伸試驗(yàn)值求平均值,圖5和圖6為各工藝參數(shù)下接頭的拉伸試驗(yàn)結(jié)果,對(duì)比各組試驗(yàn)結(jié)果可以發(fā)現(xiàn)各個(gè)工藝參數(shù)對(duì)摩擦疊焊單元成形過程的影響規(guī)律。

圖5 工藝參數(shù)對(duì)摩擦疊焊單元成形接頭強(qiáng)度的影響(軸向壓力5MPa)Fig.5 Influence of process parameters on tensile strength of FHPP(axial stress:5MPa)

圖6 工藝參數(shù)對(duì)摩擦疊焊單元成形接頭強(qiáng)度的影響(軸向壓力7MPa)Fig.6 Influence of process parameters on tensile strength of FHPP(axial stress:7MPa)
3.1 轉(zhuǎn)速對(duì)摩擦疊焊單元成形過程的影響
對(duì)三組試驗(yàn)中進(jìn)給速度和軸向壓力都相同的典型試樣進(jìn)行橫向?qū)Ρ瓤梢园l(fā)現(xiàn),隨著轉(zhuǎn)速的提高,接頭強(qiáng)度明顯提升。如圖7所示,從斷裂接頭的斷口外觀可以看出,底部均能緊密結(jié)合,斷口為韌性斷口,但側(cè)壁存在不同程度的未熔合且材料組織相對(duì)疏松,轉(zhuǎn)速越高,側(cè)壁未熔合部分越少,這主要是摩擦產(chǎn)熱的速率造成的,轉(zhuǎn)速越高,產(chǎn)熱速率越大,焊接區(qū)的熱輸入越多,塞棒和預(yù)制孔底部與側(cè)壁更容易達(dá)到塑性化狀態(tài),填充材料在預(yù)制孔內(nèi)的流動(dòng)性和擴(kuò)散性更好,因而更容易與預(yù)制孔側(cè)壁結(jié)合且組織致密。
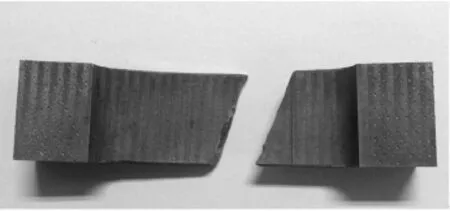
圖7 拉伸試驗(yàn)中典型接頭斷裂Fig.7 Graph of typical fracture joint in tensile test
3.2 進(jìn)給速度對(duì)摩擦疊焊單元成形過程的影響
在轉(zhuǎn)速一定的情況下,低進(jìn)給速度比高進(jìn)給速度條件下更容易焊接,試驗(yàn)中表現(xiàn)最明顯的一組是在轉(zhuǎn)速5 000 r/min、軸向壓力7 MPa條件下焊接(見圖6),其中低進(jìn)給速度時(shí)焊接過程在最后階段因熱輸入不足而中止,高進(jìn)給速度時(shí)焊接過程在初始階段就中止,因此拉伸強(qiáng)度很低;提高轉(zhuǎn)速后,低進(jìn)給速度比高進(jìn)給速度條件下的焊接過程更平穩(wěn),但接頭拉伸強(qiáng)度相對(duì)較低,如圖5、圖6所示。觀察焊接過程可知,進(jìn)給速度還會(huì)影響焊接過程中軸向壓力建立起來(lái)的時(shí)間,高進(jìn)給速度焊接時(shí),軸向壓力可以很快到達(dá)設(shè)定值,使焊接區(qū)處于高壓力狀態(tài)的時(shí)間占整個(gè)焊接過程的時(shí)間較長(zhǎng),這也是高進(jìn)給速度焊接時(shí)得到的接頭的拉伸強(qiáng)度相對(duì)較高的原因之一。
3.3 軸向壓力對(duì)摩擦疊焊單元成形過程的影響
軸向壓力對(duì)單元成形過程影響也很大,軸向壓力較小時(shí),焊接過程中填充材料與預(yù)制孔側(cè)壁的結(jié)合都不致密,使接頭強(qiáng)度很低;軸向壓力較大時(shí),當(dāng)與之匹配的轉(zhuǎn)速較低或進(jìn)給速度較大時(shí),產(chǎn)熱不足使填充材料未能達(dá)到熱塑性狀態(tài),其在預(yù)制孔內(nèi)的流動(dòng)性和擴(kuò)散性較差,很容易因摩擦阻力過大造成焊接中止,在轉(zhuǎn)速5000 r/min,軸向壓力5MPa時(shí)可以完成焊接,而軸向壓力增加到7MPa時(shí)未能完成焊接即說(shuō)明了這一點(diǎn);另外,通過對(duì)比圖5、圖6可知,在轉(zhuǎn)速和進(jìn)給速度相同的情況下,軸向壓力7 MPa時(shí)焊接得到的接頭拉伸強(qiáng)度較高,因此,在確保可焊的情況下,選用較大的軸向壓力有利于提高接頭強(qiáng)度。
4 結(jié)論
塞棒轉(zhuǎn)速、進(jìn)給速度和軸向壓力是影響摩擦疊焊單元成形質(zhì)量的主要工藝參數(shù),通過研究不同工藝參數(shù)條件下焊縫的形貌及接頭強(qiáng)度,可知:
(1)焊接過程中選用高轉(zhuǎn)速,能夠顯著提高產(chǎn)熱速率,塞棒和預(yù)制孔底部與側(cè)壁更容易達(dá)到塑性化狀態(tài),填充材料在預(yù)制孔內(nèi)的流動(dòng)性和擴(kuò)散性更好,更容易與預(yù)制孔側(cè)壁結(jié)合且組織致密。
(2)與轉(zhuǎn)速匹配較好的進(jìn)給速度范圍內(nèi),選用較高的進(jìn)給速度更容易獲得質(zhì)量?jī)?yōu)異的接頭。
(3)軸向壓力較小時(shí),填充材料及與預(yù)制孔側(cè)壁的結(jié)合都不致密使得接頭強(qiáng)度很低;軸向壓力較大時(shí),焊接過程很容易因摩擦阻力過大造成焊接中止。在確保可焊的情況下,選用較大的軸向壓力有利于提高接頭強(qiáng)度。
[1]Gibson D E,Meyer A,Vennemann O,et al.Engineering applicationsof friction stitchwelding[A].Proceedingsof20th InternationalConferenceon Offshore Mechanics and Arctic Engineering[C].Brazil,2001.
[2]MeyerA,Pauly D,Santos JFD,etal.Subsea robotic friction weldingrepairsystem[A].OTC13250:2001OffshoreTechnology Conference[C].Houston,Texas,2001.
[3]陳家慶,焦向東,周燦豐,等.新型材料成形加工技術(shù)—摩擦疊焊[J].焊接技術(shù),2007,28(9):108-112.
[4]陳忠海,陳家慶,焦向東,等.摩擦疊焊的基礎(chǔ)研究及工程應(yīng)用[J].電焊機(jī),2009,39(4):109-116.
[5]高輝.摩擦疊焊試驗(yàn)裝置及焊接工藝研究[D].北京:北京化工大學(xué),2010.
[6]ThomasW M,NicholasED.Emergingfriction joiningtechnology forstainlesssteelandaluminumapplications[Z].“Productivity beyond 2000”:IIW Asian PacificWeldingCongress,Auckland,New Zealand,1996.
[7]BlakemoreGR.Designand implementationofa total control system for a portable friction weldingmachine[C].The 4th InternationalConference“ComputerTechnologyinWelding”,TWI,Cambridge,UK,1992.
[8]宋國(guó)祥,陳秀清,楊帆,等.塞棒形式對(duì)摩擦疊焊單元成形質(zhì)量的影響[J].電焊機(jī),2014,44(8):84-87.
Influence of technological parameters on friction hydro pillar processing
YANG Fan1,SONG Guoxiang1,CHEN Xiuqing1,XU Yaguo2,GAO Hui2,JIAO Xiangdong2,ZHOU Canfeng2
(1.OffshoreOilEngineeringCo.,Ltd.,Tianjin 300451,China;2.Beijing Higher Institution EngineeringResearch Center of Energy Engineering Advanced Joining Technology,Beijing Institute of Petrochemical Technology,Beijing 102617,China)
Based on the characteristics of friction welding technology,the friction hydro pillar processing is studied,and the influence of three main technological parameters on the friction hydro pillar processing is analyzed.The results show that the rate of heat production can be significantly improved under the condition of high rotation speed in the welding process,and fillingmaterial can be processed more easily into the plastic state and integrated closely with side wall of pre-drilled hole.In the range of feed rate and axial pressurewhich bettermatch with rotation speed,the high quality joints can be acquired under high feed speed and high axial pressure.
friction stitch welding;friction hydro pillar processing;welding technology
TG453+.9
A
1001-2303(2015)07-0066-04
10.7512/j.issn.1001-2303.2015.07.14
2014-12-30;
2015-03-25
國(guó)家高技術(shù)研究發(fā)展計(jì)劃(863計(jì)劃)資助項(xiàng)目(2011AA090302);北京市屬高校創(chuàng)新團(tuán)隊(duì)建設(shè)提升計(jì)劃資助項(xiàng)目(IDHT20130516);北京市屬高等學(xué)校長(zhǎng)城學(xué)者培養(yǎng)計(jì)劃資助項(xiàng)目(CIT&TCD20140316)
楊帆(1982—),男,遼寧朝陽(yáng)人,工程師,碩士,主要從事焊接方面的工作。
