TC4鈦合金薄壁圓管縱縫TIG 焊接模擬與分析
2015-01-22 06:06:11王永軍云海濤
焊管 2015年7期
楊 凱,王永軍,云海濤,白 穎,傅 莉
(1.西北工業大學 陜西省數字化制造工程技術研究中心,西安710072;2.中航飛機股份有限公司 西安飛機分公司,西安710089;3.西北工業大學 材料學院,西安710072)
飛機環境控制系統的輸氣管道零件是采用板料漸進折彎成形后,將管件上的縫隙進行焊接的方法制造[1]。為防止鈦合金在焊接過程中氧化,可采用惰性氣體保護的鎢極氬弧焊(TIG焊)進行焊接。由于高度集中的瞬時熱輸入和隨后的快速冷卻,鈦合金薄壁管件在焊接過程中會產生較大的焊接殘余應力,導致角變形、彎曲以及焊縫處的波浪變形。
Mollicone P等[2]為了對焊接過程進行有限元分析,建立了不同的熱彈塑性有限元模型,研究了所建模型對模擬結果的準確性以及焊后變形的影響。Padma Kumari T等[3]利用焊接模擬軟件對EBD焊接接頭的殘余應力和焊接變形進行了有限元分析,研究了裝夾條件對焊后殘余應力和變形量的影響,并取得了良好的效果。Deng D等[4]對低碳鋼薄壁板的焊后變形進行了有限元模擬,驗證了固有應變法預測薄板對接接頭焊后變形的有效性。曹振寧等[5]推導出了熔透情況下焊接熔池表面的變形方程,并建立了TIG焊接熔透熔池流場與熱場的數值分析模型。陳玉華[6]等采用焊接過程數值模擬軟件SYSWELD研究了在役輸氣管線焊接過程中管道內壁的變形。鄭煒[7]建立了脈沖TIG焊接熔池溫度場瞬態數值模型,建立了一套適合該模型的非穩態、非線性、多區域、強耦合特點的數值模擬方法。王中輝等[8]利用有限元分析軟件SYSWELD對薄板對接焊縫進行數值模擬,得出平板對接焊縫溫度場分布和變形,并通過試驗驗證了模擬分析結果的可靠性。何洪文等[9]采用三維激光掃描法測量板材的焊接變形。
本研究使用SYSWELD軟件,對TC4鈦合金薄壁圓管縱縫焊接過程進行了模擬,得到了焊接溫度場和焊后變形的分布結果。
1 有限元模型的建立
1.1 網格劃分
TC4鈦合金薄壁圓管的外徑60 mm,壁厚0.8 mm,長度200 mm,焊縫形式為縱縫對接,采用氬氣保護的TIG焊,電弧電壓為14.2 V,焊接電流為31 A,焊接速度為1.4 mm/s。用Visual-Mesh對TC4鈦合金薄壁圓管進行建模和網格劃分。為了防止求解時出現不收斂的問題,網格劃分時盡可能采用規則的四面體單元。由于焊縫周圍的溫度梯度較大,而遠離焊縫的區域溫度梯度較小,因此將焊縫附近區域的網格細化,如圖1所示,這樣既能夠保證焊縫區域有足夠的計算精度,又能減少計算時間。

圖1 TC4鈦合金薄壁圓管網格劃分模型
模型共有節點6 120個,1D單元100個,2D單元6 180個,3D單元3 000個,模型表面的2D單元無畸變網格。
1.2 材料的物理性質
材料為TC4鈦合金,熔點約為1 650℃,密度為 4.51×103kg/m3, 主要化學成分見表 1。

表1 TC4鈦合金主要化學成分 %
TC4鈦合金的主要力學性能參數隨溫度變化曲線如圖2[10-11]所示。

圖2 TC4鈦合金主要力學性能參數隨溫度變化曲線
1.3 焊接熱源
焊接溫度場的精確描述是進行焊接應力分析的前提,焊接溫度場決定了焊接應力場和應變場。焊接過程中熔池是在運動狀態下結晶的,熔池是以等速隨熱源而移動的。在熔池中金屬的熔化和凝固過程同時進行,在熔池的前半部進行熔化過程,后半部進行凝固過程。
通常對于常規的手工電弧焊、TIG和MAG等進行模擬時,雙橢球熱源模型是目前使用最多的一種熱源模式,該熱源考慮到焊接電弧對熔池的沖擊性,能夠對焊接溫度場進行準確的模擬[12-13]。據此,數值模擬熱源選擇雙橢球體熱源模型。
圖3為雙橢球熱源模型示意圖。由圖3可知,雙橢球體熱源模型由兩個半橢球體構成,分別對熱源前半部分和后半部分進行模擬,前后兩個半橢球體的尺寸不一樣,因為在實際焊接熱源的前段熱源密度更大。

圖3 雙橢球體熱源模型示意圖
雙橢球體熱源模型函數表達式如下:
式中:qf,qr—熔池前后的熱輸入密度,W/mm3;
ff,fr—熱源分布參數,ff+fr=2;
η—熱源效率;
U—電弧電壓,V;
I—焊接電流,A;
af—雙橢球前半軸長度,mm;
ar—雙橢球后半軸長度,mm;
b—表示雙橢球熱源寬度,mm;
c—雙橢球熱源深度,mm;
v—焊接速度,mm/s;
t—焊接時間, s。
1.4 控制方程及邊界條件
1.4.1 控制方程
TIG焊接包括起弧、熔池形成、熔池長大、熔透、達到宏觀準穩態和熄弧等過程。焊接熱過程取決于外加熱源的分布形式、材料的熱物理性能以及材料與周圍的換熱。三維焊接溫度場數值計算模型可以描述如下:溫度T(x,y,z,t)為空間坐標(x,y,z)與時間t的函數,在間接考慮熔池中液態金屬流動的情況下,區域中的任意點應滿足能量守恒方程
式中:k—熱導率;
cp—定壓比熱容;
ρ—材料密度;
T—溫度;
t—時間;
qj—源項。
1.4.2 邊界條件
(1)工件上表面
式中:qs—焊接電弧熱流密度;
qcr—因對流和輻射而散失的熱流密度;
qevp—因蒸發而散失的熱流密度;
αcr—對流和輻射的綜合熱傳導系數;
T∝—環境溫度;
mcr—蒸發率;
Lb—蒸發潛熱常數。
(2)工件下表面

(3) 計算區域
計算區域關于焊縫中心線對稱,對于對稱面,有

能量守恒方程的初始條件為

2 焊件焊后性能分析
2.1 焊后溫度場分析
隨著熱源的移動,構件上的各個節點的溫度不斷發生變化,溫度場求解正確與否直接影響到后面的變形模擬結果。
焊接開始的時候溫度不是很穩定,但是隨著焊接過程的進行,構件逐漸升溫,溫度場進入準穩定狀態。圖4為準穩定狀態下熱源所在位置及溫度場分布云圖。通過云圖可以看出準穩定狀態下的等溫線呈橢圓形分布。在熱源中心前部等溫線密集,溫度梯度較大,熱源中心后部和遠離焊縫的地方溫度梯度逐漸減小甚至不受熱源影響。
圖5為焊縫截面示意圖,母材金屬在焊接電弧的作用下,局部金屬發生熔化形成熔池。焊縫處于熔透狀態,焊縫及其鄰近區域溫度梯度較大。
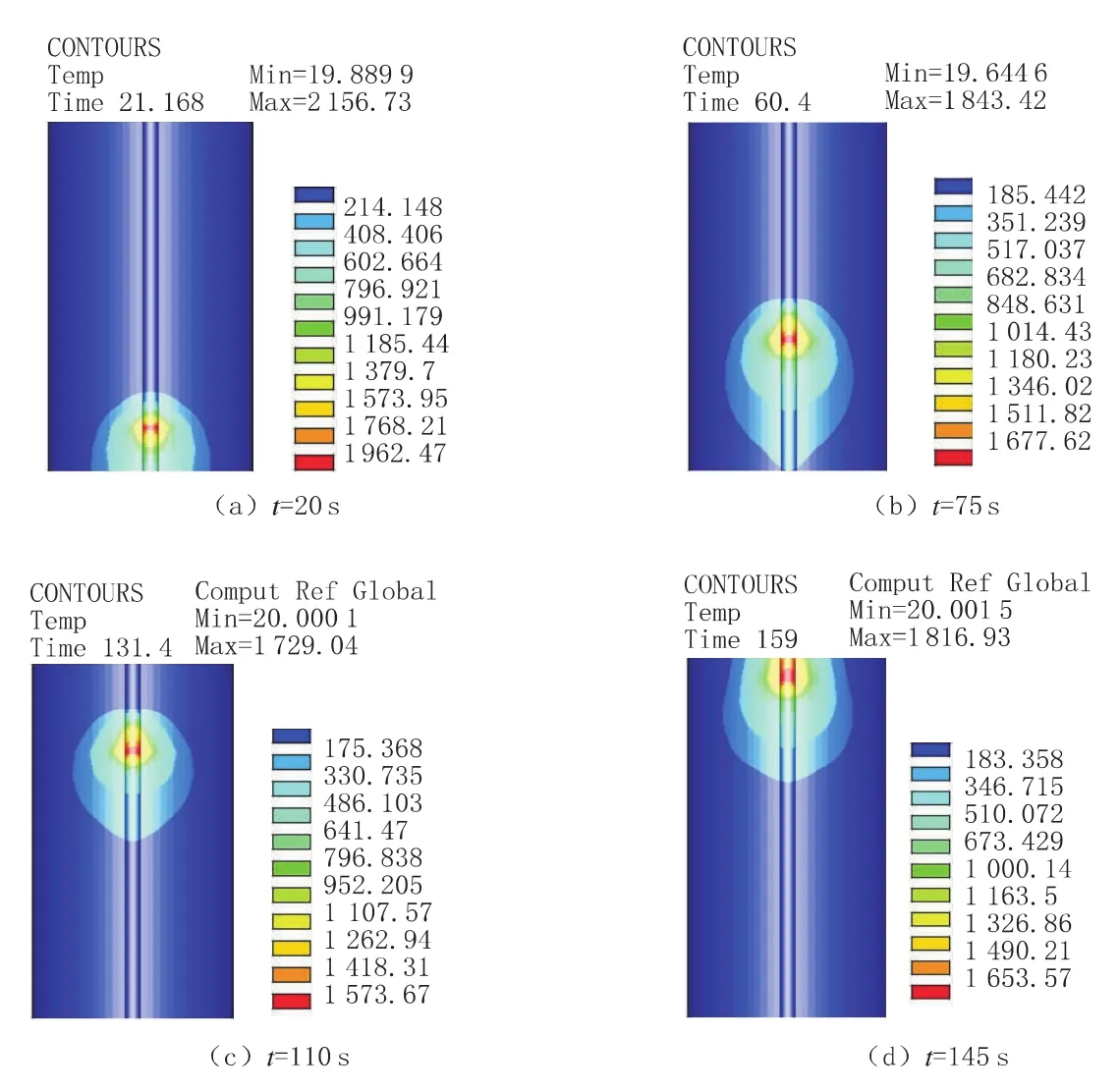
圖4 不同時刻溫度場云圖
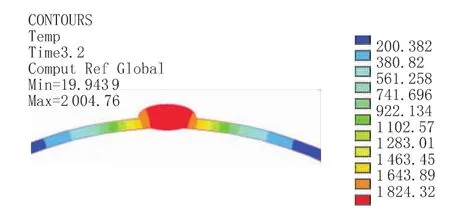
圖5 焊縫截面示意圖
2.2 焊接變形分析
在焊接的過程中,熱源對焊件進行了不均勻的加熱,焊后金屬沿焊縫收縮時受到焊件低溫部分的阻礙,整個工件縱、橫向尺寸有一定量縮短。如果在焊接過程中,焊件能夠較自由的伸縮,則焊后焊件的變形較大,而焊接應力較小;反之,如果焊件厚度或剛性較大不能自由伸縮,則焊后變形較小而焊接應力較大。

圖6 焊件變形云圖(放大5倍顯示結果)
圖6為焊后試件整體變形云圖,變形主要發生在焊縫及裝夾點處,最大變形量發生在裝夾點處,約為0.69 mm,同時焊縫中心線附近有波浪變形。圖7所示試樣焊后實物照片,圖7中顯示圓管兩端發生較為明顯的翹曲變形。

圖7 焊件焊后端部變形照片
為準確測量出圓管的焊后變形量,本研究采用非接觸式三維激光掃描儀測量試樣的焊接變形。焊接前后應用激光掃描儀對試樣進行掃描,輸出相應的點云文件,應用逆向工程軟件Geomagic Qualify對構件焊接前后的點云文件進行分析和處理,截取熱影響區內距離焊縫中心線周向4 mm處的縱向截面線,進行取樣測量,測量位置如圖8所示,可以得到距離焊接起始端不同位置處焊接變形量的大小。
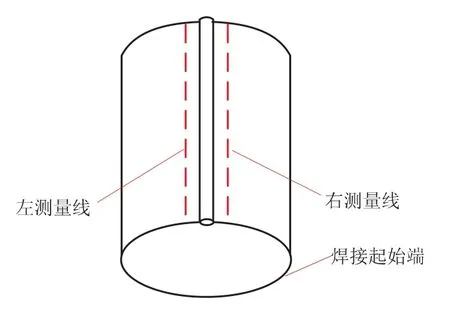
圖8 變形量測量位置示意圖
由于試驗件是由漸進折彎工藝成型的管件,試件在試驗之前兩端變形較大,測量得到焊接變形的分布曲線如圖9所示。隨著距離起始節點位置的不斷加大,距離焊接起始節點變形量首先急劇下降,而后趨于平緩,在將要到達圓管的另一端時,變形量又大幅度上升,測量線上的變形量在圓管兩端處達到最大。模擬結果與掃描試驗結果變形趨勢相似。

圖9 變形量分布曲線圖
3 結 論
(1)利用SYSWELD軟件所提供的熱源校核工具,結合實際焊件尺寸,輸入相應的焊接工藝參數以及材料的熱物理性能參數對熱源進行校核,得出合適的熱源模型,并取得了良好的模擬效果。
(2)通過三維激光掃描測量焊接后管件的變形,焊接模擬與試驗結果顯示的變形規律一致。
[1]張紀春,王永軍,白穎.大飛機鈦合金薄壁管道零件冷成形關鍵技術研究[J].航空制造技術,2013(1):108-111.
[2]MOLLICONE P,CAMILLERI D,GRAY T G F,et al.Simple thermo-elastic-plastic models for welding distortion simulation[J].Journal of Materials Processing Technology,2006,176(1):77-86.
[3]PADMA K T,VENKATA S S.Finite element analysis of EBW welded joint using SYSWELD[J].International Journal of Emerging Technology and Advanced Engineering,2013,3(2):337-340.
[4]DENG D,MURAKAWA H.Prediction of welding distrotion and residual stress in a thin plate butt-welded joint[J].Computational Materials Science,2008,43(2):353-365.
[5]曹振寧,武傳松,吳林.TIG焊接熔池表面變形對流場與熱場的影響[J].材料科學與工藝,1996(1):62-70.
[6]陳玉華,王勇,何建軍.輸氣管線在役焊接管道內壁變形的數值模擬[J].焊接學報,2010,31(1):109-112.
[7]鄭煒.脈沖TIG焊接熔池流場與熱場動態過程的數值模擬[J].焊接學報,1997,18(4):227-231.
[8]王中輝,韓笑傲,張志蓮,等.薄板焊接數值模擬研究[J].焊管,2011(4):24-26.
[9]何洪文,趙海燕,鈕文翀,等.應用三維激光掃描法測量板材的焊接變形[J].焊接學報,2012,32(12):9-12.
[10]《中國航空材料手冊》編委會.中國航空材料手冊[M].北京:中國標準出版社,2002.
[11]JOUVARD J M,GIRARD K,PERRET O.Keyhole formation and power deposition in Nd:YAG laser spot welding[J].Journal of Physics D:Applied Physics,2001(34): 2894-2901.
[12]莫春立,于少飛,錢百年,等.焊接熱源計算模式的研究進展[J].焊接學報, 2001, 22(3):93-96.
[13]李美艷,王勇,宋立新,等.管線鋼在役焊接接頭殘余應力的數值模擬[J].焊管, 2011,34(7):18-22.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
