軸流轉(zhuǎn)槳式水輪機(jī)大長(zhǎng)寬比固定導(dǎo)葉裝焊工藝優(yōu)化
2015-01-22 01:16:06喬宏來閆海濱呂勝海陶捍崢
大電機(jī)技術(shù) 2015年2期
喬宏來,閆海濱,呂勝海,陶捍崢
(1. 水力發(fā)電設(shè)備國(guó)家重點(diǎn)實(shí)驗(yàn)室,哈爾濱 150040;2. 哈爾濱電機(jī)廠有限責(zé)任公司,哈爾濱150040)
0 前言
某梯級(jí)電站軸流轉(zhuǎn)槳式水輪機(jī)座環(huán)固定導(dǎo)葉設(shè)計(jì)為中空結(jié)構(gòu),采用低合金結(jié)構(gòu)鋼組焊而成。由于該類型固定導(dǎo)葉形狀狹長(zhǎng),剛度極差,焊接過程中變形很難控制,選擇合適的裝配和焊接工藝顯得尤為重要。
本文詳細(xì)論述了此類固定導(dǎo)葉裝配和焊接過程的技術(shù)關(guān)鍵及工藝驗(yàn)證方法。該電站共安裝4臺(tái)單機(jī)容量為 150MW 的軸流轉(zhuǎn)槳式水輪發(fā)電機(jī)組,額定水頭20m,最大水頭27.7m,最小水頭11.48m。
1 固定導(dǎo)葉結(jié)構(gòu)簡(jiǎn)介
固定導(dǎo)葉是水輪機(jī)座環(huán)的重要組成部分,能起到支撐、分流和導(dǎo)流的作用。該電站水輪機(jī)固定導(dǎo)葉為鋼板焊接結(jié)構(gòu),每臺(tái)座環(huán)共有24個(gè)固定導(dǎo)葉。根據(jù)流體計(jì)算結(jié)果單臺(tái)機(jī)共分為九種不同尺寸的固定導(dǎo)葉結(jié)構(gòu),其中1號(hào)固定導(dǎo)葉為特殊固定導(dǎo)葉,連接蝸殼首尾兩端;其余八種分別為2號(hào)、3號(hào)、4號(hào)、5號(hào)、6號(hào)、7號(hào)、8號(hào)、9號(hào),18號(hào)~24號(hào)、10號(hào)~17號(hào)。本文選取2號(hào)和3號(hào)固定導(dǎo)葉為例進(jìn)行工藝試驗(yàn)及工藝驗(yàn)證,通過實(shí)際工藝驗(yàn)證后再投入正式生產(chǎn)。
9種固定導(dǎo)葉的高度均為4600mm,由兩塊弧板和肋板裝焊而成,弧板和肋板的厚度均為 40mm,材料為Q345C,圖1所示為普通固定導(dǎo)葉的三維結(jié)構(gòu)簡(jiǎn)圖。固定導(dǎo)葉寬度從1060mm到1487mm不等,瓣體的半徑從R860.2mm到R23911mm不等。圖紙要求按輪廓樣板進(jìn)行檢查,誤差小于±8mm。該固定導(dǎo)葉瓣體薄、整體較長(zhǎng),并且外形輪廓公差要求較為嚴(yán)格,使得瓣體在成型、吊運(yùn)過程中需要嚴(yán)格控制尺寸;同時(shí)瓣體間的焊縫為單側(cè)焊縫布置,很容易造成工件向一側(cè)變形,尺寸精度很難控制;該固定導(dǎo)葉縱向尺寸較長(zhǎng),并且焊縫另一側(cè)為弧形結(jié)構(gòu),需要特制的胎具或者其它工具進(jìn)行支撐,給裝配和焊接帶來很大難度。
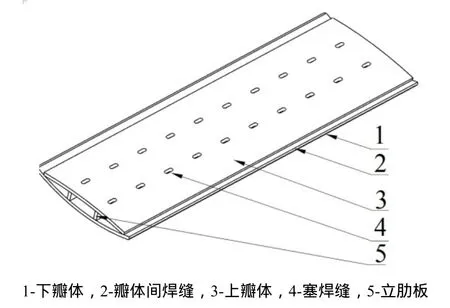
圖1 普通固定導(dǎo)葉三維結(jié)構(gòu)簡(jiǎn)圖
2 工藝方案制定及試制試驗(yàn)要點(diǎn)
2.1 固定導(dǎo)葉瓣體的成型
固定導(dǎo)葉瓣體采用通用模具冷壓成型,根據(jù)以往制造經(jīng)驗(yàn),通用模具的成型單邊需預(yù)留2~3倍厚度的成型余量以保證整體成型質(zhì)量。通過在生產(chǎn)一線的調(diào)研以及與相關(guān)操作者的共同探討驗(yàn)證,最終確定瓣體半徑大于R1400mm時(shí)不留成型余量,如此可節(jié)約15%左右的鋼材消耗,同時(shí)取消了余量切割工序,降低生產(chǎn)成本、確保成型質(zhì)量的同時(shí)提高了生產(chǎn)效率。
因瓣體的長(zhǎng)度為 4600mm,大大增加了瓣體成型過程中尺寸控制的難度。經(jīng)論證及實(shí)際驗(yàn)證將原有成型胎具修復(fù)并加固,4600mm長(zhǎng)的瓣體直線度可控制在5mm以內(nèi),節(jié)約工具成本,滿足成型質(zhì)量。
2.2 疊裝疊焊
固定導(dǎo)葉瓣體長(zhǎng)度為 4600mm,寬度從 1060mm至1487mm不等,單件固定導(dǎo)葉的獨(dú)立裝焊可能會(huì)產(chǎn)生較大的焊接變形。由于焊縫的另一側(cè)為弧面,需要特制的胎具或工具支撐才能完成整個(gè)裝焊工藝過程,裝配周期長(zhǎng),定位困難。
經(jīng)反復(fù)論證,確定采用疊裝疊焊的工藝方案,即將一組固定導(dǎo)葉重疊裝配成一組固定導(dǎo)葉,焊縫和塞焊孔朝向外側(cè),在固定導(dǎo)葉之間裝焊?jìng)?cè)向拉筋和斷面肋板。后續(xù)可省去專用的支撐胎具;在焊接過程中,側(cè)向拉筋可提高部件的剛度、增強(qiáng)抗變形能力、有效控制焊接過程中部件產(chǎn)生的撓曲變形。優(yōu)化后的方案需實(shí)際驗(yàn)證后固化實(shí)施。
3 固定導(dǎo)葉疊裝工藝技術(shù)要點(diǎn)及過程
3.1 固定導(dǎo)葉的裝配
固定導(dǎo)葉裝配和疊裝順序如圖2所示:
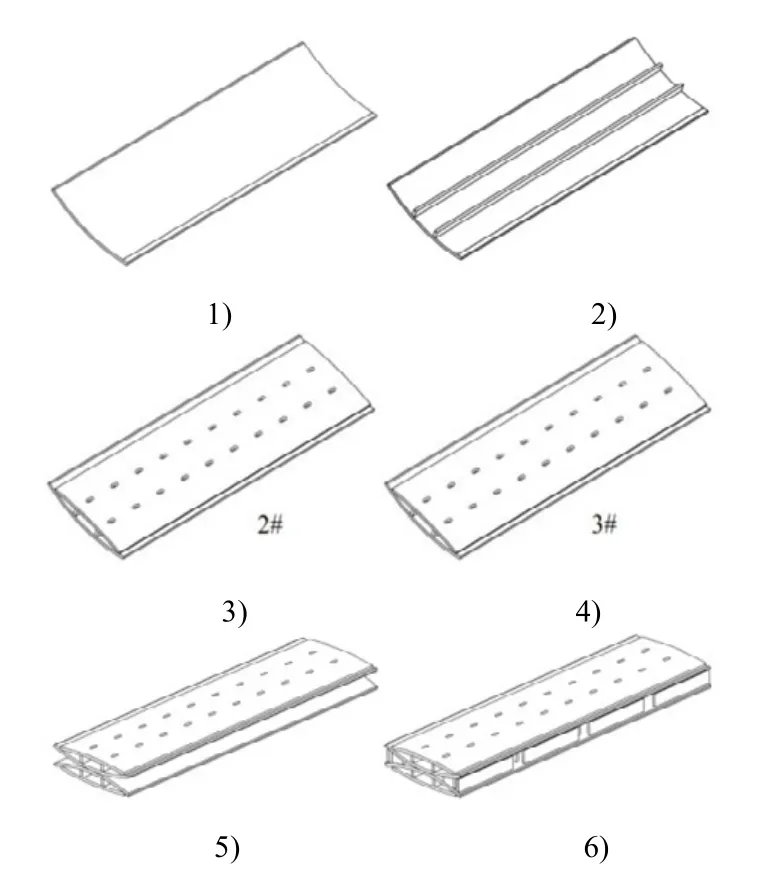
圖2 固定導(dǎo)葉疊裝示意圖
(1)吊放固定導(dǎo)葉下瓣體(不帶塞焊孔)于平臺(tái)上,按圖紙要求調(diào)整兩側(cè)距離及裝配尺寸,調(diào)整后固定。
(2)根據(jù)圖紙尺寸要求分別在下瓣體內(nèi)吊裝立肋板,按圖紙要求調(diào)整尺寸,并確保垂直度不大于1mm,點(diǎn)焊固定后可按照?qǐng)D紙要求進(jìn)行施焊。
(3)吊放上瓣體(帶有塞焊孔)于立肋板和下瓣體上,按圖紙要求調(diào)整尺寸,檢查合格后點(diǎn)焊固定。裝配結(jié)束后使用固定導(dǎo)葉斷面檢查樣板進(jìn)行尺寸檢查,如圖3所示。
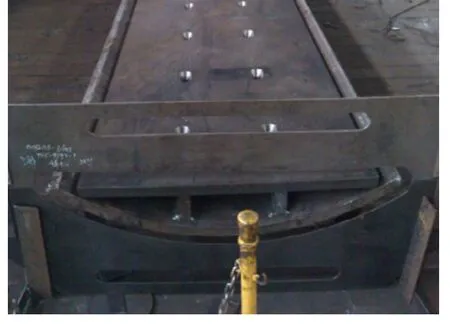
圖3 使用斷面檢查樣板進(jìn)行裝配尺寸檢查
(4)按照上述工序(1)~(3)進(jìn)行3號(hào)固定導(dǎo)葉裝配。
(5)將2號(hào)或3號(hào)固定導(dǎo)葉翻身后放置于操作平臺(tái)上,調(diào)整固定導(dǎo)葉位置使立肋板與水平面垂直;而后在該固定導(dǎo)葉上方吊裝另一個(gè)固定導(dǎo)葉,調(diào)整位置使其立肋板與水平面垂直,并使兩個(gè)固定導(dǎo)葉兩側(cè)盡量邊緣的水平距離最小,以便于后續(xù)操作。
(6)隨型配裝斷面工藝?yán)睿瑪?shù)量為5~6個(gè),厚度為 30mm~40mm,調(diào)整完畢后進(jìn)行焊接固定;隨后安裝側(cè)面工藝?yán)睿摾詈穸葹?30mm~40mm,數(shù)量4~5個(gè),長(zhǎng)度為800mm~1000mm均可,調(diào)整結(jié)束后焊接固定。
在疊裝的工藝試驗(yàn)過程中,因?yàn)楣潭▽?dǎo)葉瓣體為弧形結(jié)構(gòu),應(yīng)首先保證整體尺寸的準(zhǔn)確性,所以與配割的立肋板裝配允許存在間隙,同時(shí)也要保證固定導(dǎo)葉整體的穩(wěn)定性,可以通過定位焊或其它的方式進(jìn)行固定,圖4所示為疊裝結(jié)束后示意圖。
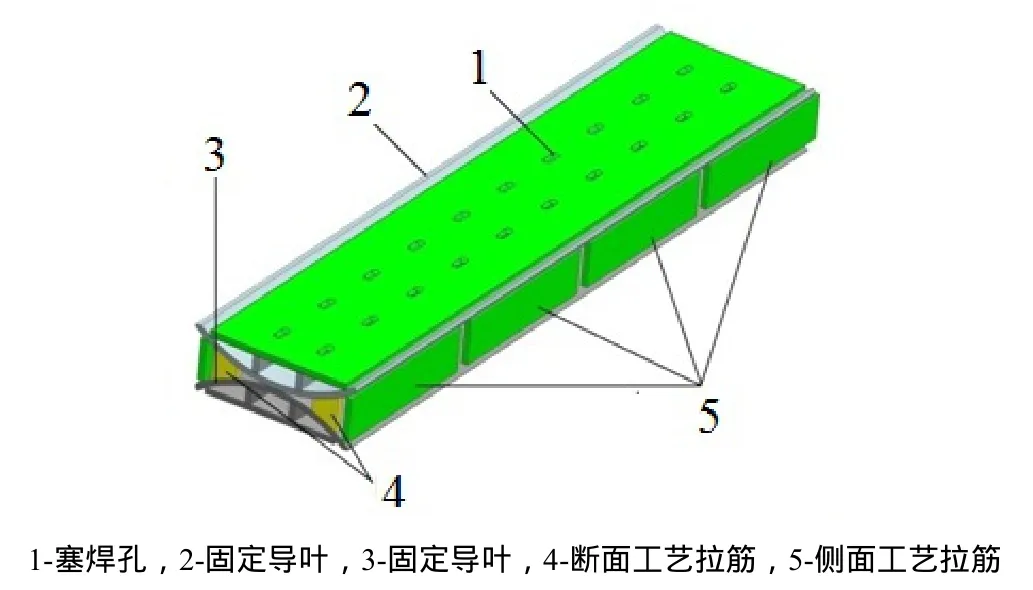
圖4 固定導(dǎo)葉疊裝示意圖
3.2 固定導(dǎo)葉的焊接
采用熔化極氣體保護(hù)焊(GMAW)的方法進(jìn)行焊接,保護(hù)氣體為 78%Ar+22%CO2,焊接材料為 GB ER50-6。在焊接過程中,預(yù)熱溫度為 50℃~60℃,層間溫度控制在260℃以內(nèi)。
本工藝試驗(yàn)利用了固定導(dǎo)葉疊裝后抗變形能力提高的特點(diǎn),側(cè)向和斷面工藝?yán)钸M(jìn)一步增強(qiáng)了整體的剛度,并且可以有效的防止焊接變形。焊接過程中焊工需嚴(yán)格按照工藝試驗(yàn)的要求執(zhí)行,采用分段、退步、多層、多道焊的方法并采用小規(guī)范的焊接輸入對(duì)稱施焊,層間焊接順序如圖5所示,在一側(cè)焊縫(包括塞焊縫)完成1/3深度時(shí),則翻身進(jìn)行另一側(cè)焊縫(包括塞焊縫)的焊接,同樣在完成1/3深度時(shí),再次翻身焊接,如此往復(fù)交替直至焊接結(jié)束。
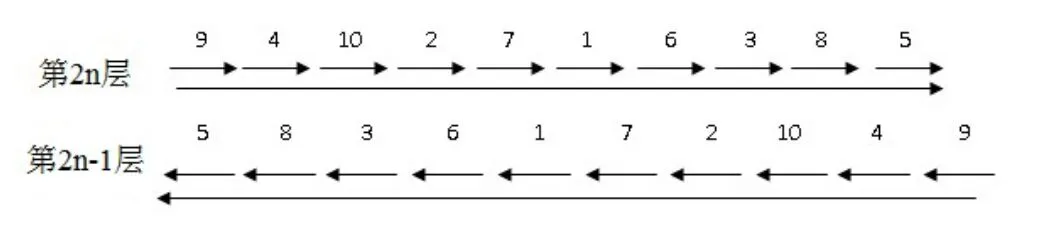
圖5 層間焊接順序
注意層間焊道接頭至少錯(cuò)開 30mm,瓣體之間的焊縫寬度較寬,可對(duì)外側(cè)的焊縫先進(jìn)行堆焊,堆焊的寬度以不影響后續(xù)瓣體之間焊縫的焊接為原則。在焊接過程中,除了底層和表層焊縫外,每層焊縫均應(yīng)進(jìn)行錘擊,以充分釋放應(yīng)力、有效控制變形,確保結(jié)構(gòu)尺寸的穩(wěn)定,圖6所示為疊焊的施焊現(xiàn)場(chǎng)。

圖6 固定導(dǎo)葉疊焊施焊現(xiàn)場(chǎng)
3.3 固定導(dǎo)葉的焊后熱處理
固定導(dǎo)葉在整體裝配焊接結(jié)束后進(jìn)行退火消除應(yīng)力處理,為保證退火質(zhì)量,本文采用立放式退火,并設(shè)計(jì)了一套退火支撐工具,可滿足三組六個(gè)固定導(dǎo)葉同時(shí)退火,充分利用退火爐空間,有效控制退火變形,提高退火效率,退火擺放示意圖如圖7所示。
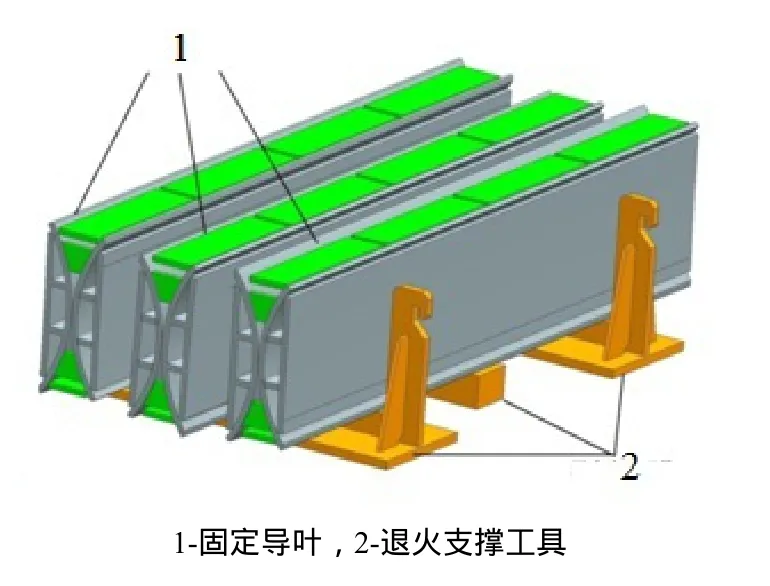
圖7 固定導(dǎo)葉立放退火示意圖
退火結(jié)束后清除工藝?yán)睢醢宓容o助物體,根據(jù)圖紙和相關(guān)要求進(jìn)行VT、UT、PT或MT無損探傷檢查,并根據(jù)圖紙?jiān)O(shè)計(jì)要求由焊接車間和加工車間的質(zhì)量檢驗(yàn)人員使用斷面檢查工具進(jìn)行尺寸的全面聯(lián)合劃線檢查,整體尺寸均滿足加工要求后方可轉(zhuǎn)入下序。
4 工藝試驗(yàn)驗(yàn)證數(shù)據(jù)分析
采用“透光度”檢查方法,使用特制斷面樣板進(jìn)行拉線檢查,樣板距離固定導(dǎo)葉的理論距離為 40mm。在固定導(dǎo)葉斷面兩側(cè)表面分別選取A、A’、B、B’、C、C’、D、D’、E、E’、F和F’十二個(gè)個(gè)點(diǎn),在長(zhǎng)度方向選取測(cè)點(diǎn)1~測(cè)點(diǎn)6六個(gè)測(cè)點(diǎn),即總共72個(gè)測(cè)點(diǎn)進(jìn)行全面檢查,測(cè)點(diǎn)選取示意圖如圖8所示,圖9和圖10所示分別為2號(hào)和3號(hào)固定導(dǎo)葉焊后檢查記錄。
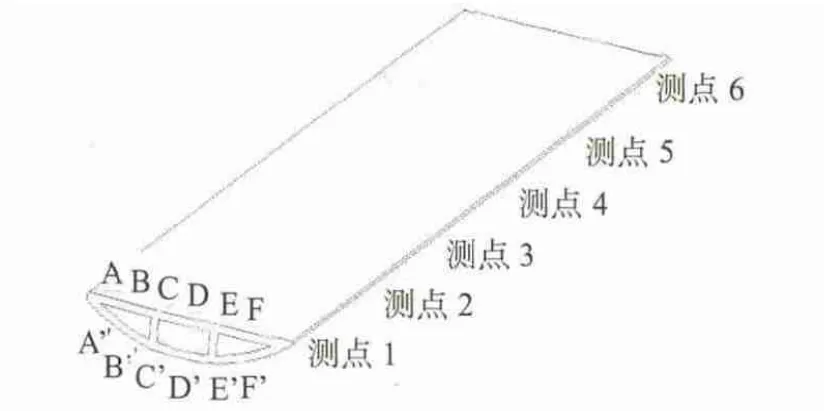
圖8 固定導(dǎo)葉測(cè)點(diǎn)位置選取示意圖
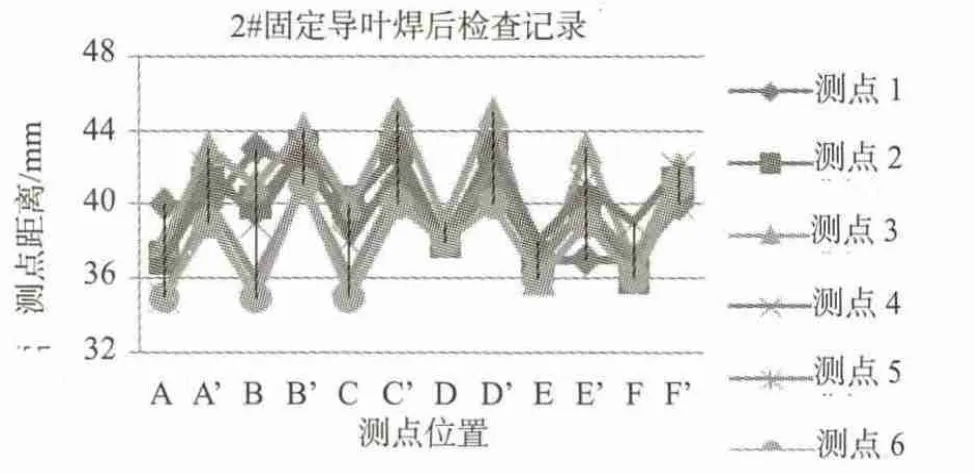
圖9 2號(hào)固定導(dǎo)葉焊后檢查記
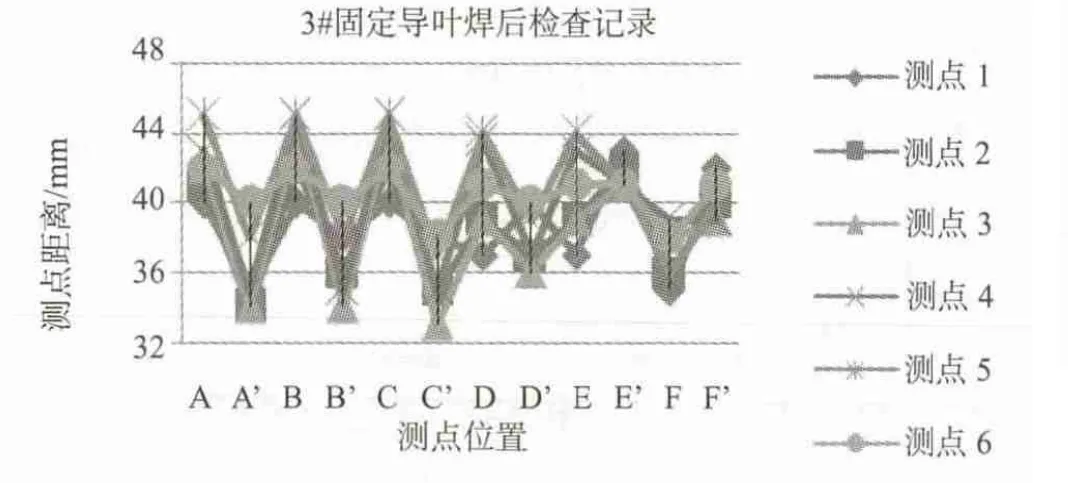
圖10 3號(hào)固定導(dǎo)葉焊后檢查記錄
根據(jù)上圖所示,2號(hào)固定導(dǎo)葉焊后測(cè)點(diǎn)的局部最小值為 35mm,局部最大值為 45mm,多數(shù)均在37mm~42mm范圍內(nèi);3號(hào)固定導(dǎo)葉焊后測(cè)點(diǎn)的局部最小值為 33mm,局部最大值為 45mm,多數(shù)均在37mm~43mm范圍內(nèi),所有的公差均在±8mm之內(nèi),符合圖紙尺寸要求。
5 結(jié)論
通過對(duì)軸流轉(zhuǎn)槳式水輪機(jī)大長(zhǎng)寬比固定導(dǎo)葉結(jié)構(gòu)分析及裝焊工藝方案論證、優(yōu)化與改進(jìn),并將擬定的裝焊工藝進(jìn)行實(shí)際驗(yàn)證表明:優(yōu)化、改進(jìn)的工藝措施技術(shù)合理、可行。固定導(dǎo)葉的撓曲變形得到有效控制,各部位結(jié)構(gòu)尺寸均滿足設(shè)計(jì)圖紙技術(shù)要求,不僅為生產(chǎn)提供了有效的技術(shù)保障,同時(shí)也為今后此類超大型同類機(jī)組固定導(dǎo)葉焊接、制造積累了寶貴的經(jīng)驗(yàn)。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
汽車實(shí)用技術(shù)(2020年16期)2020-09-06 13:28:22
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
當(dāng)代工人(2019年20期)2019-12-13 08:26:11
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03