長方體類光學元件形位誤差高精度測量方法*
2015-02-02 01:21:52戴一帆彭小強鐵貴鵬
國防科技大學學報 2015年6期
郭 蒙,戴一帆,彭小強,鐵貴鵬
(1.國防科技大學 機電工程與自動化學院, 湖南 長沙 410073;
2.超精密加工技術湖南省重點實驗室, 湖南 長沙 410073)
?
長方體類光學元件形位誤差高精度測量方法*
郭蒙1,2,戴一帆1,2,彭小強1,2,鐵貴鵬1,2
(1.國防科技大學 機電工程與自動化學院, 湖南 長沙410073;
2.超精密加工技術湖南省重點實驗室, 湖南 長沙410073)
摘要:如何實現長方體元件光學面形位誤差的高精度測量以及怎樣利用測量數據對這些誤差進行修正加工是制造過程中的主要問題。提出一種基于波面干涉的長方體類光學元件形位誤差測量方法,借助大口徑干涉儀和高精度端齒盤搭建測量系統,實現了長方體類光學元件1μm/400mm精度的平行度和垂直度測量,獲得了高精度的形位誤差綜合分布數據,并利用磁流變、小磨頭數控拋光等現代光學加工手段實現了此類光學元件的高精度加工。
關鍵詞:長方體光學元件;形位誤差;平行度誤差;垂直度誤差;修形加工
長方體類光學元件是光學加工與制造領域中一類重要的對象類別,在某些尖端技術產品中發揮著無可替代的作用。長方體類光學元件不僅對光學表面傳統的面形、波紋度、粗糙度等形狀指標有較高的要求,同時還要求有相互位置關系的光學面之間的位置誤差能夠保持在非常小的公差范圍之內。例如:光刻機是集成電路制造中最為重要的加工設備,其性能直接決定了光刻微細圖形的傳遞能力,與微電子器件超大規模化直接相關。而作為光刻機的關鍵分系統之一的工作臺測量方鏡就是典型的長方體類光學元件,其形位誤差要求在440mm長度上達到2um以下(1″),加工和檢測的難度極高。隨著光學制造技術的發展,長方體類光學元件已經越來越成為一些領域光學系統中影響總體性能的關鍵,其形位誤差高精度測量和加工問題亟待解決。而目前對于長方體類光學元件的檢測方法研究還不成體系,較好的測量理念急需補充發展。解決這一類光學元件形位誤差的檢測方法,形成一套合理的標準化評價方案,并能實際指導此類元件的加工和制造,對于尖端技術產品精度性能和可靠性的提升具有突破性的意義。
1光學元件形位誤差測量研究現狀
國外對形位誤差的研究在19世紀末就已開始,至今已形成了系統性的測量理論、測量標準及相關設備的研究。中國從20世紀70年代末開始對形位誤差進行較系統的研究,近四十年來取得了大幅的進步,但與世界先進水平還有很大差距[1]。在形位誤差檢測國家標準中,針對不同的測量對象、測量條件、測量環境及測量精度規定了多種測量方法。三坐標測量機是現代工業普遍采用的形狀和尺寸檢測設備,其最大的特點是通用性強[2]。通過測頭采集一些點來計算誤差值,由于采集到的數據有限,獲得的形位誤差分布數據不便用于確定性誤差修正加工,而且精度有限。激光測量基于夫瑯和費單縫衍射原理,利用激光單色性好、方向性好、脈沖寬度窄的特點,屬于非接觸式測量,能克服一般測量方法的缺陷,而且裝置簡單,測量精度較高[3]。自準直儀可以實現多面棱鏡、角度塊垂直度的快速測量[4],可以用作小角度的精密測量,一般配合多齒分度盤使用。配合平面反射鏡使用時,則可以用于測量直線度、平面度、平行度和垂直度。配合高精度的設備,采用不同的測量方法,自準直儀可以達到0.5″的精度。用激光測量或自準直儀可實現形位誤差的快速檢測,具有測量裝置簡單、數據處理方便、測量結果精確度高等優點,但都不能獲得被測面的誤差分布,無法指導確定性修形加工[5]。
波面干涉測量法的優點在于可以通過合適的測量光路獲得高精度的形位誤差分布數據,能夠直接用于確定性修形加工。意大利學者Vannoni和Bertozzi[6]針對小型量塊的相對表面平行度提出了如圖1的測量方案。激光干涉儀發射出的平行光線一部分經過參考平面反射作為參考光,另外一部分照射在被測件的兩個表面上,其反射光按照光路可逆反射至參考平面,并與參考光發生干涉產生兩個干涉條紋。將兩個干涉條紋進行數據處理后,可以得到被測物體兩表面的平面度和平行度信息。
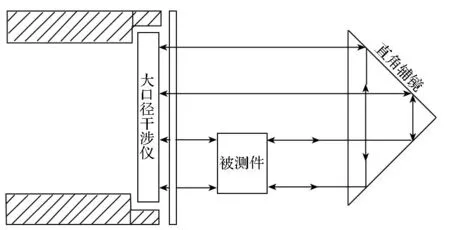
圖1 不透明量塊的平行度測量方案Fig.1 Parallelism measurement method of opaque gauge
在測量垂直度的研究中,Bhattacharya等[7-8]提出了如圖2所示的測量方法測量直角棱鏡的直角差,原理類似于上述的測量方法。光路經過直角棱鏡直角邊的兩次反射,與原參考光形成干涉條紋。這種方法針對對稱式誤差具有較好的測量效果,但僅適用于內垂直度的測量。
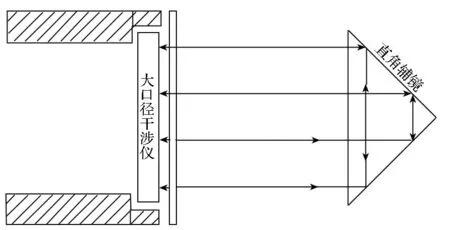
圖2 直角棱鏡垂直度測量方案Fig.2 Verticality measurement method of the right angle prism
2基于波面干涉的長方體類光學元件形位誤差測量方法
波面干涉測量法能夠獲得被測面高精度的面形誤差分布數據,可以直接用于確定性修形加工。對于長方體類光學元件的形位誤差,同樣希望通過干涉測量的方法,獲得形位誤差全息分布數據,從而指導修形加工,提高加工效率。以長方體空氣靜壓導軌的測量和加工過程為例,該導軌屬于高精度軸系部件,尺寸為440mm×200mm×80mm,為保證性能,對導軌工作面的平行度和垂直度提出了較高要求。設計時采用玻璃作為導軌材質,為解決其平行度和垂直度高精度測量問題,借助高精度端齒盤和大口徑干涉儀搭建形位誤差光學測量系統,如圖3所示。通過三十六棱鏡的一組平行面及對應的垂直面對高精度端齒盤進行軸線校準,然后利用端齒盤分度精度高的特點,使用大口徑波面干涉儀對待測件形位誤差進行檢測,獲得待測件形位誤差的全息分布數據,然后根據誤差數據借助光學加工手段,使誤差不斷收斂。
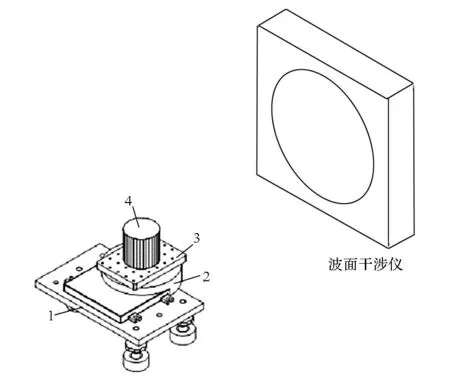
1—大調整臺;2—高精度端齒盤;3—小調整臺;4—高精度三十六棱鏡。圖3 形位誤差測量系統組成Fig.3 Shape and position error measurement system
測量系統主要由大調整臺、高精度端齒盤、小調整臺、高精度三十六棱鏡及波面干涉儀組成。大調整臺、端齒盤和小調整臺之間由螺釘連接固定。大調整臺由臺面和3個可調高度的螺紋支撐腳組成,通過調節墊腳高度可以調整臺面的俯仰傾斜角度。高精度端齒盤具有精確的分度功能,精度可達0.2″,并可以旋轉一定的角度后鎖死。小調整臺則是光學系統中常見的角度調整平臺,通過螺紋旋鈕調節臺面的俯仰傾斜角度。三十六棱鏡是光學檢測中常用的輔助檢測器件,經檢定,棱鏡側面角度偏差為0.4″。波面干涉儀為實驗室采購設備,測量口徑為24 inch。
測量方案操作步驟如下:
步驟一:利用三十六棱鏡對測量系統進行校準,具體包括以下操作:
首先大調整臺置于波面干涉儀氣浮平臺上,正對干涉儀反射鏡。然后用內六角螺釘將高精度端齒盤固定在大調整臺相應位置,再將小調整臺置于端齒盤回轉平面,用螺釘固定。三十六棱鏡放在小調整臺上,選取棱鏡的一個側面正對干涉儀上,標記此側面為1#面,同時按逆時針方向每隔90°依次標記棱鏡的2#,3#,4#面。
1)將標準三十六棱鏡的1#面對準干涉儀,微調小調整臺使反射光斑出現在視場內;
2)端齒盤旋轉180°,使3#面對準干涉儀,由于端齒盤回轉軸線的偏差,此時3#面反射光斑與之前1#面反射光斑分別居于視場上下半部,且與視場中央橫線的距離大體一致。慢慢調節大、小調整臺俯仰角度并旋轉端齒盤觀察1#和3#面反射光斑,使兩個光斑均位于中央橫線上(如圖4所示);
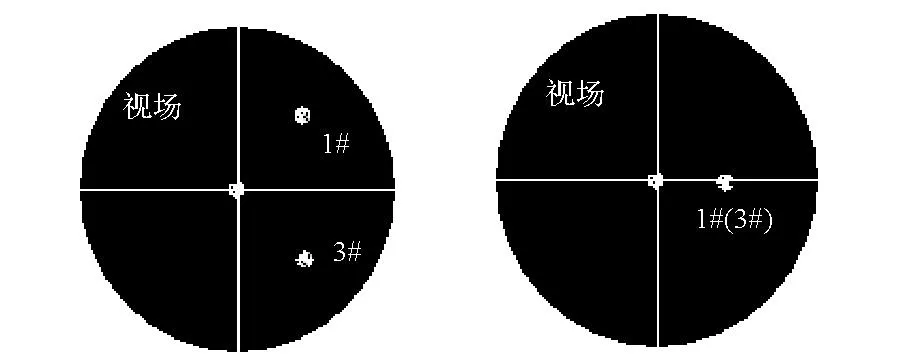
圖4 校準端齒盤軸線示意圖Fig.4 Sketch of the axis calibration of the indexing plate
3)旋轉端齒盤使2#面正對波面干涉儀鏡頭,與第2步操作相同,通過調節大、小調整臺的俯仰角度使2#面和4#面反射光斑也落在中央橫線上;
4)順次觀察四個側面反射光斑位置,微調小調整臺使其落在視場十字線中央,此時校準完畢,端齒盤回轉軸線與干涉儀光路垂直,取下標準棱鏡。
步驟二:對長方體元件的平行度和垂直度進行測量,過程如下:
1)長方體導軌4個工作面依次標記為1#~4#面,將待測方鏡放在小調整臺上使1#面正對波面干涉儀鏡頭。用點膠的方式將導軌固定。
2)轉動端齒盤,使方鏡的4個待測工作面依次對準干涉儀,觀察反射光斑的位置。只調整小調整臺的俯仰角度,使4個待測工作面的反射光斑位于十字線中央。
3)將1#面正對干涉儀,測量軟件將視場光斑模式切換為條紋模式。將1#待測面的反射條紋調至最稀疏,記錄全息測量數據。端齒盤順次轉動90°,記錄其余待測面的測量數據。測量過程中始終保持大調整臺不動。測量結果如圖5所示,形位誤差均在1μm內。
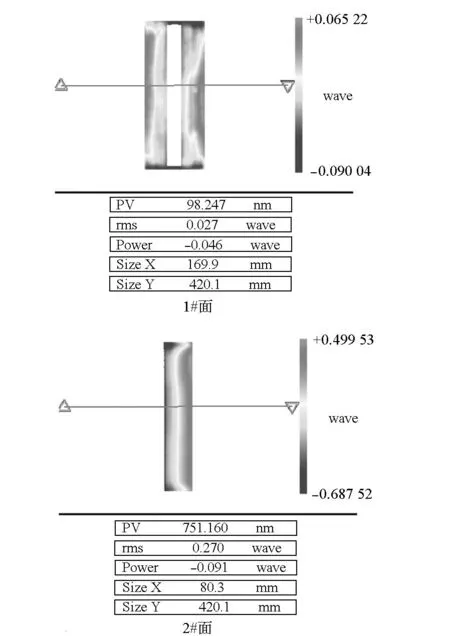
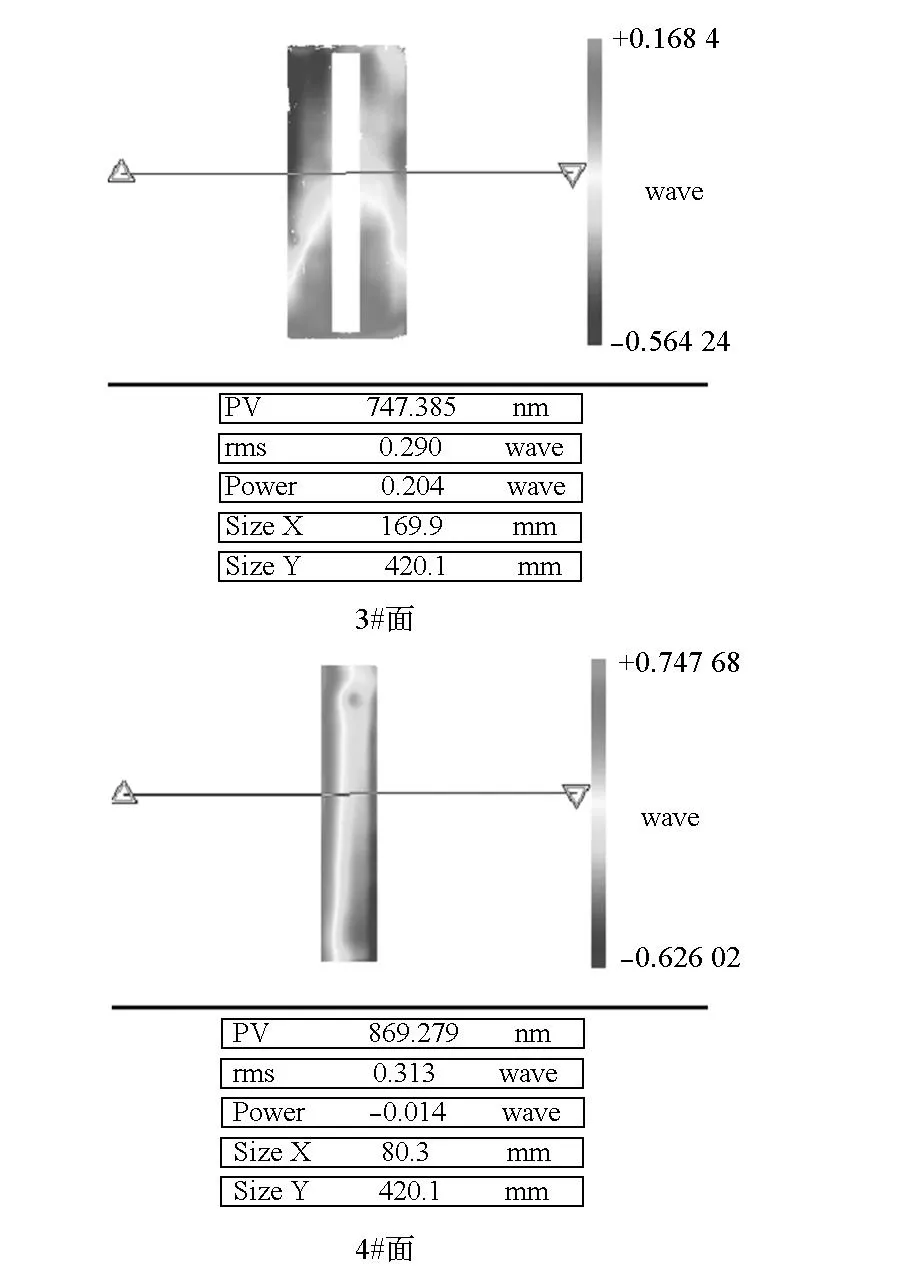
圖5 導軌工作面形位誤差測量結果Fig.5 Measurement results of the shape and position error of the guide working surface
3測量系統誤差分析
測量系統調試過程分為校準和測量兩個階段,相應的測量誤差也主要來源于這兩個過程。校準過程主要是標定端齒盤的位姿,測量過程則需要調節工件回轉軸線與端齒盤軸線的重合。因此誤差分析從端齒盤軸線與干涉儀光路的垂直度偏差及工件軸線與端齒盤回轉軸線的重合度偏差兩方面討論。
1)端齒盤回轉軸線與干涉儀光路的垂直度偏差。該偏差主要是由標定過程中標準三十六棱鏡的精度決定的。為簡便起見,將垂直度偏差分解為繞x方向的偏轉偏差和繞y方向的俯仰偏差,如圖6所示。俯仰偏差對測量影響較大,其值主要由標準棱鏡的對側面平行度決定。假設標準鏡的平行精度為α,則z軸的俯仰偏差為α/2,如圖7所示。偏轉偏差由另外一組對側面以及四個側面的誤差耦合關系共同決定,誤差值在α/2之內。該偏差在實際測量中對測量精度的影響不大,但會造成被測面繞激光方向的偏轉,使測量尺寸與實際尺寸產生偏差。
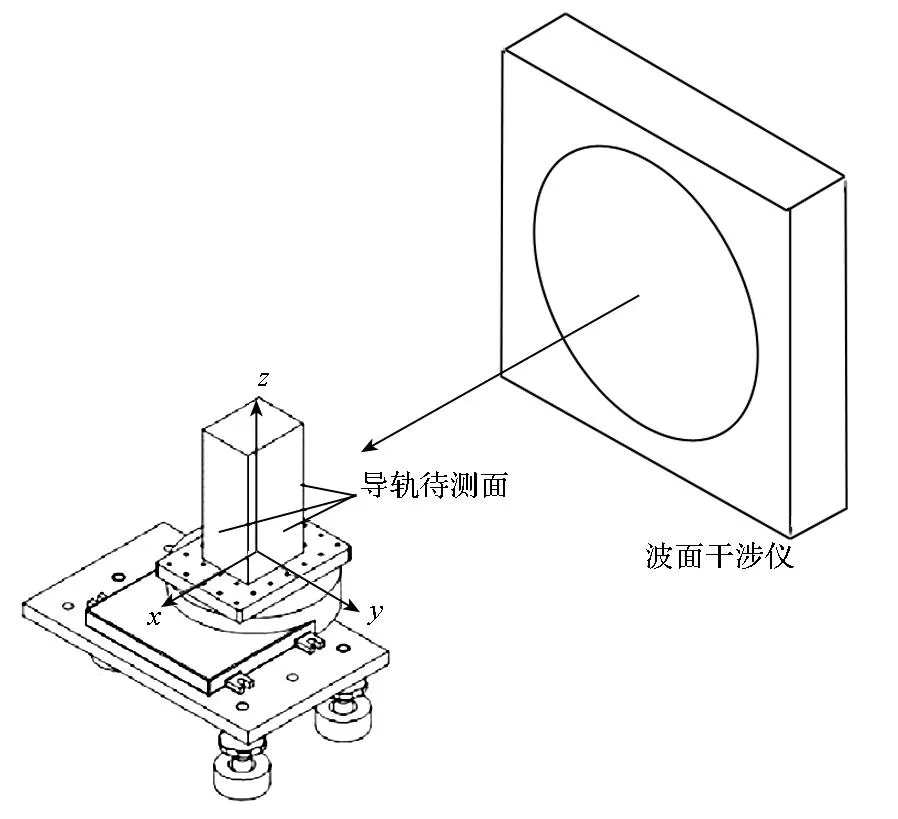
圖6 端齒盤坐標系Fig.6 Coordinate system of the indexing plate
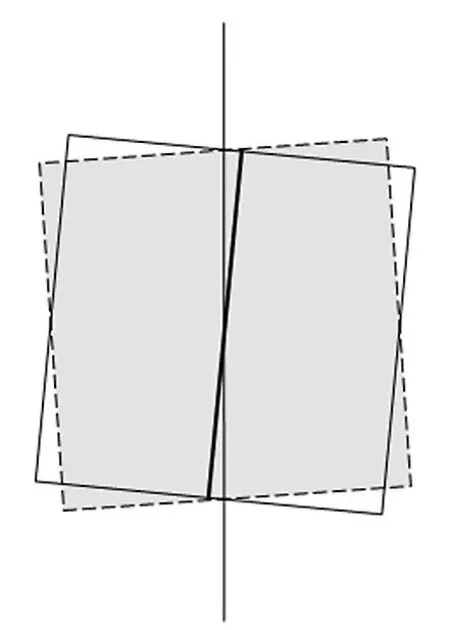
圖7 俯仰偏差與平行度的關系Fig.7 Relationship between pitch deviation and parallel degree
2)工件軸線與端齒盤回轉軸線的重合度偏差。長方體導軌的相鄰兩工作面起到定位基準的作用,用以標定導軌軸線。從測量調試過程中可知,選定的導軌兩相鄰工作面之間的垂直度對標定起到重要作用,因此在上光路調試前應盡量減小這兩個側面的垂直度誤差。在實際測量中,其余兩個工作面起到輔助標定的作用。類似地可將導軌軸線與端齒盤軸線的重合度偏差分解為俯仰和偏轉兩個方向的分量,將第一個側面干涉條紋調節到最少,認為此時導軌軸線已經與端齒盤軸線重合。通過順次調節各個側面,使干涉條紋盡量不產生橫條紋,根據四個側面的耦合關系可知偏轉誤差為α/2。
綜合上述分析,測量系統的誤差主要是由端齒盤軸線的俯仰偏差和工件軸線與端齒盤軸線在偏轉方向上的誤差造成的,并且二者具有耦合關系。此外,端齒盤平面內的回轉精度也會產生一定的影響。
如圖8所示,x軸和y軸分別為工件理想側面的法向,工件轉動時理想回轉軸線為z軸,實際回轉軸線在以O為頂點,以z軸為對稱軸的圓錐區域內,圓錐頂角為α。設A為豎坐標為1的圓錐面內一點,OA與z軸的角度是α/2,端齒盤回轉誤差為β,則測量誤差最大為α/2+β。實際操作中,標準三十六棱鏡一組平行面的平行度誤差為0.4″,高精度端齒盤回轉誤差為0.2″,因此該測量系統的形位誤差測量精度為0.4″。
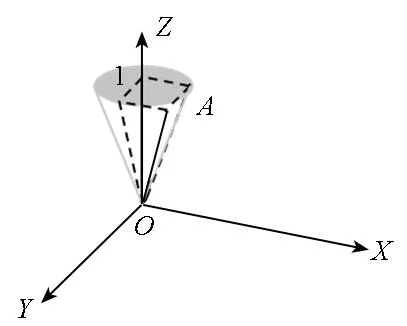
圖8 測量誤差示意圖Fig.8 Sketch of measurement error
4形位誤差加工
由上述測量系統可以直接得到帶有形位誤差分布數據的長方體導軌各工作面面形,利用磁流變、小磨頭數控加工等手段,使測得的工作面面形不斷收斂,即可獲得較高的形位誤差精度。圖5所示為本次加工導軌的最終誤差測量結果,導軌的平行度和垂直度都在1μm以內,實現了長方體導軌形位誤差的高精度測量和加工,證明了本測量系統對于長方體類光學元件形位誤差測量和指導加工的有效性。
5結論
針對長方體類光學元件,基于波面干涉測量的形位誤差高精度測量方法能夠獲得被測面綜合的形狀誤差和位置誤差全息分布數據,可以直
接指導確定性修形加工。通過實際加工實驗,驗證了方案的可行性。相比傳統的測量方法,提出的檢測和加工方案在精度和效率上都有較大的提升。
參考文獻(References)
[1]鄭育軍, 黃富貴. 國內外形位誤差研究進展[J]. 工具技術, 2006, 40(11):10-13.
ZHENG Yujun, HUANG Fugui. Summary of research and development on form & position errors in home and abroad[J].Tool Engineering, 2006, 40(11):10-13.(in Chinese)
[2]趙麗娟, 馬和, 程俊廷. 激光在垂直度誤差測量中的應用[J]. 工業計量, 2003, 13(5):35-36.
ZHAO Lijuan, MA He, CHENG Junting. Application of laser in verticality tolerance measurement[J].Industrial Measurement, 2003, 13(5):35-36.(in Chinese)
[3]李樹波. 自準直儀在垂直度測量中的應用[J]. 計量技術, 2001, 1(2):58.
LI Shubo.The application of the autocollimator in the measurement of the verticality [J].Measurement Technique,2001, 1(2):58.(in Chinese)
[4]吳敏鏡, 易維坤, 周安石.慣性器件制造技術[M].北京:中國宇航出版社, 1988:78-82.
WU Minjing,YI Weikun,ZHOU Anshi. Manufacturing technology for inertial component[M].Beijing:China Astronautic Publishing House, 1988:78-82.(in Chinese)
[5]鄭子文, 劉景坡, 陳善勇. 內表面間垂直度的高精度測量方法設計與誤差分析[J]. 國防科技大學學報, 2009, 31(4):36-41.
ZHENG Ziwen, LIU Jingpo, CHEN Shanyong.A high precision perpendicularity measurement method and analysis for internal surfaces[J].Journal of National University of Defense Technology, 2009, 31(4):36-41.(in Chinese)
[6]Vannoni M, Bertozzi R. Parallelism error characterization with mechanical and interferometric methods[J]. Optics and Lasers in Engineering, 2007, 45(6):719-722.
[7]Bhattacharya J C. Measurement of parallelism of the surfaces of a transparent sample[J]. Optics and Lasers in Engineering, 2001, 35(1):27-31.
[8]Vannoni M M V, Molesini G. Joint interferometric measurement of planarity and parallelism[J]. Optical Engineering, 2004, 43(5): 12-20.
http://journal.nudt.edu.cn
Shape and position error measurement of cuboid optical element in high precision
GUOMeng1,2,DAIYifan1,2,PENGXiaoqiang1,2,TIEGuipeng1,2
(1. College of Mechatronics Engineering and Automation, National University of Defense Technology, Changsha 410073, China;
2. Hunan Key Laboratory of Ultra-precision Machining Technology, Changsha 410073, China)
Abstract:How to realize the high-precision measurement of the shape and position errors of the cuboid optical element and how to use the measurement data to correct these errors are the main problem in the manufacturing process. A shape and position errors measurement method of the cuboid optical elements based on the wave-front interference theory was presented and the measurement system with large aperture instrument and high-precision indexing plate was built. With the help of this system, the parallelism and verticality measurement of the cuboid optical element in the accuracy of 1μm/400mm was achieved and the high-accuracy integrated distribution data of shape and position errors were obtained. The high-accuracy machining of this kind of optical element was achieved by using modern optical machining technology as magnetorheological finishing and computer controlled optical surfacing.
Key words:cuboid optical element; form and position error; parallelism error; verticality error; face machining
中圖分類號:TN95
文獻標志碼:A
文章編號:1001-2486(2015)06-021-05
作者簡介:郭蒙(1988—),男,陜西榆林人,博士研究生,E-mail:gmfine-0618@163.com;鐵貴鵬(通信作者),男,講師,博士,E-mail:Tieguipeng@163.com
基金項目:國家自然科學基金資助項目(51275521)
收稿日期:*2015-10-28
doi:10.11887/j.cn.201506005