30CrMnSiNi2A鋼環(huán)形密閉零件的電子束焊工藝研究
2015-02-17 07:59:30趙勇,王偉
新技術(shù)新工藝 2015年11期
趙 勇,王 偉
(中航飛機起落架有限責任公司 燎原分公司,陜西 漢中 723200)
30CrMnSiNi2A鋼環(huán)形密閉零件的電子束焊工藝研究
趙勇,王偉
(中航飛機起落架有限責任公司 燎原分公司,陜西 漢中 723200)
摘要:30CrMnSiNi2A鋼廣泛應用于飛機起落架中,主要為環(huán)形零件。環(huán)形零件的焊接大多使用工藝襯環(huán)對接,可增加焊接穩(wěn)定性,且利于使用電子束將焊接產(chǎn)生的根部缺陷打壓至襯環(huán)中,焊后采用機械加工的方法去除焊接襯環(huán)。對于某些特殊結(jié)構(gòu)的零件其內(nèi)腔封閉,工藝襯環(huán)無法取出,這種情況下,對真空電子束焊工藝進行了合理的參數(shù)優(yōu)化,保證了焊出合格的焊縫。
關(guān)鍵詞:30CrMnSiNi2A鋼;環(huán)形零件;真空電子束焊;工藝研究
電子束焊接是利用高速定向運動的電子束撞擊工件表面所產(chǎn)生的熱能,使被焊金屬熔化,冷卻結(jié)晶后形成焊縫[1]。在航空領域,真空電子束焊接技術(shù)首先應用于戰(zhàn)斗機的制造中。例如,發(fā)動機壓氣機轉(zhuǎn)子、燃燒室等核心機部件焊接,飛機起落架、鈦合金承力框、鈦合金壁板和機身承力梁等的焊接以及機載精密零部件的焊接。采用電子束焊接技術(shù)制造飛機零部件,突出的特點是減重、精度高、強度好,構(gòu)件的整體化制造水平高[2]。
對于傳統(tǒng)的管狀零件,真空電子束焊都是在零件對接處加入工藝襯環(huán),在焊接結(jié)束后再通過機械加工的方法去除工藝襯環(huán),以消除焊接過程中產(chǎn)生于工藝襯環(huán)中的根部缺陷。中航飛機起落架有限責任公司燎原分公司生產(chǎn)的某型機起落架幾項關(guān)鍵受力件的焊接方法都采用真空電子束焊方式,并且零件結(jié)構(gòu)特殊,內(nèi)腔封閉,在焊接結(jié)束后工藝襯環(huán)無法取出,典型零件如圖1所示。研究的難點在于突破經(jīng)典電子束焊工藝參數(shù)的規(guī)律進行探索,通過優(yōu)化參數(shù)來消除和減少根部缺陷。本文主要研究電子束工作焦點的選擇及焊接束流的選擇和優(yōu)化,其余參數(shù)可借鑒傳統(tǒng)真空電子束焊接的經(jīng)驗參數(shù)。

圖1 典型零件圖
1試驗設備及材料
試件的焊接采用高壓真空電子束焊機,其最高電子束束流為200 mA,最大加速電壓為150 kV,具有多功能的電子束偏轉(zhuǎn)函數(shù)發(fā)生器。工作室真空度≤7×10-4mbar,抽真空時間≤30 min,真空室容積為5 m3。
試驗采用的典型零件厚度為10 mm,墊板厚度為5 mm。工藝試驗分為平板工藝及環(huán)形件試驗。平板試驗可獲取基本焊接工藝參數(shù),環(huán)形試件可獲取盡一步的優(yōu)化參數(shù)。試驗材料為30CrMnSiNi2A,具體成分見表1。

表1 30CrMnSiNi2A鋼的化學成分(質(zhì)量分數(shù)) (%)
2初步工藝試驗
2.1加速電壓的確定(平板試驗)
焊縫低倍縱向截面示意圖如圖2所示。在零件裝夾的工作高度為580 mm,零件基體加墊板厚度為(10+5) mm的條件下,確定加速電壓分別為90、120、140和150 kV時的低倍相關(guān)數(shù)值(見表2)。試驗按焊接束流能剛好熔透15 mm厚板的情況下進行,按表2的加速電壓分別進行4次焊接。加速電壓與基體根部熔寬(d)的關(guān)系如圖3所示。
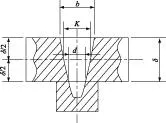
圖2 焊縫低倍縱向截面示意圖
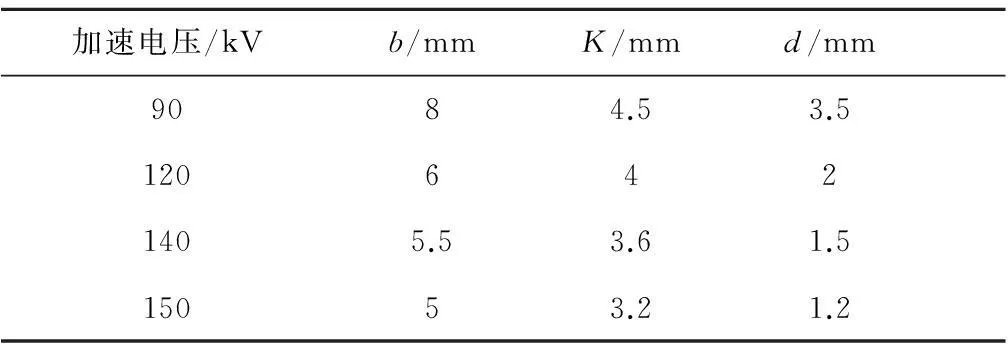
加速電壓/kVb/mmK/mmd/mm9084.53.51206421405.53.61.515053.21.2
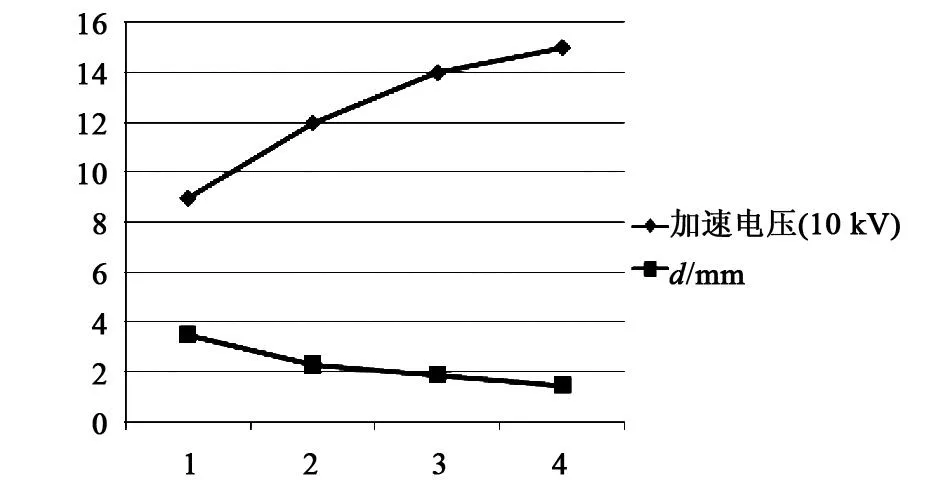
圖3 加速電壓與焊縫d值的關(guān)系
從圖3可以看出,當加速電壓越大時,焊縫d越小。在實際零件的焊接中,環(huán)形件是通過卡盤與尾座頂尖裝夾,電子束屬定槍,焊接過程中零件旋轉(zhuǎn),如果實際零件的跳動量較大,當焊縫根部熔寬過窄時,就有可能導致電子束未直接焊在焊縫上,從而出現(xiàn)焊縫未熔合的缺陷。綜合上述因素,本次工藝研究選取加速電壓為90 kV。
2.2其他工藝參數(shù)的確定(環(huán)形件試驗)
通過90 kV的焊接電壓和580 mm的工作距離,確定表面聚焦為1 550 mA。為保證熔透深度,初步選取電子束焊接常用的下焦點,聚焦值為1 570 mA,其余具體參數(shù)見表3。
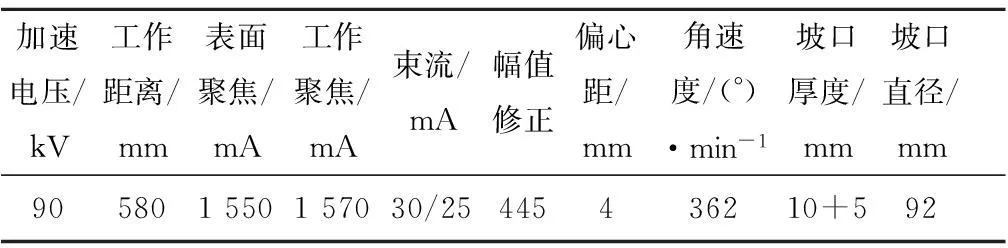
表3 初步工藝參數(shù)
按獲取的初步工藝參數(shù)再次焊接環(huán)形試件,并對試件做X光檢查和低倍檢查,具體檢查結(jié)果見表4,焊接試件低倍圖如圖4所示。從表4和圖4綜合來看,焊接束流從中段開始突然衰減。從初步工藝試驗的結(jié)果來看,X光檢查底片上沒有缺陷顯示,為合格焊縫;但從焊縫剖面圖(見圖5)上看,焊縫根部仍存在根部鏈狀缺陷。這主要是X光檢查過程中存在X光片靈敏度問題,焊縫的工藝規(guī)范仍存在改進空間;并且在焊縫低倍圖上可以看到焊縫到中段焊接束流的能量突然衰減,呈釘狀。綜合低倍與焊縫剖面的缺陷顯示,應針對這些現(xiàn)象進行工藝參數(shù)的優(yōu)化。
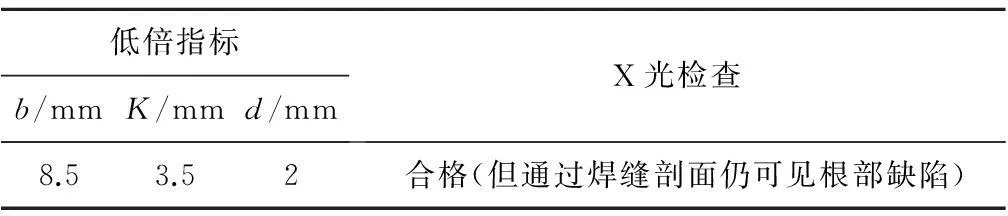
表4 初步工藝試驗的X光檢查結(jié)果及低倍標值
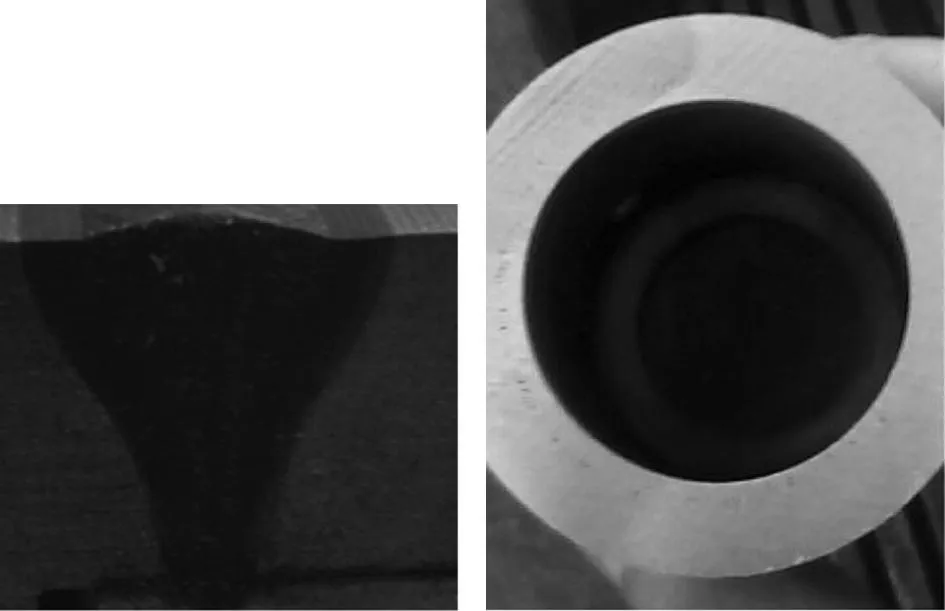
圖4 初步工藝試 圖5 初步工藝試驗的 驗的低倍圖 焊縫剖面圖
3工藝參數(shù)的優(yōu)化
通過初步工藝試驗的低倍試件效果看,焊縫截面形狀不理想,釘狀焊縫的存在,使實際零件跳動量較大時,容易造成焊縫根部未熔合的缺陷。綜合上述原因,對焊接工藝參數(shù)進行優(yōu)化,將電子束焦點上移至表面,使用表面焦點進行焊接,并且當工作焦點發(fā)生變化時,焊接束流也發(fā)生相應變化。具體焊接參數(shù)見表5。
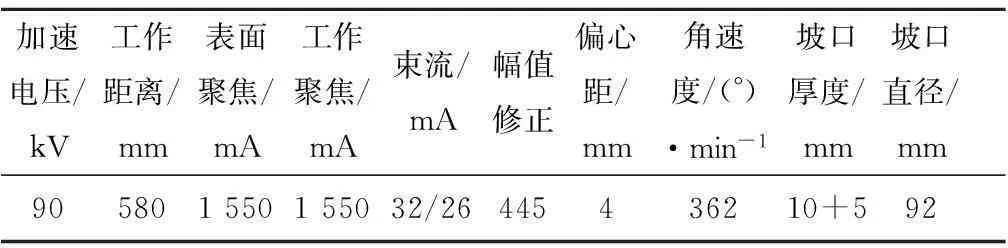
表5 優(yōu)化后的工藝參數(shù)
按優(yōu)化后的工藝參數(shù)再次焊接環(huán)形試件,并對試件做X光檢查和低倍檢查,具體檢查結(jié)果見表6,綜合表6與圖6的試驗結(jié)果綜合來看,焊縫中段束流未發(fā)生突然衰減,較優(yōu)化前有了比較大的改觀。優(yōu)化后工藝試驗的焊縫剖面圖如圖7所示,優(yōu)化后工藝試驗件的力學性能值見表7。
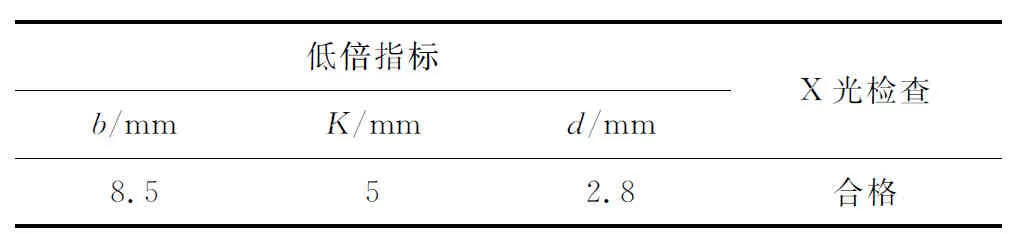
表6 優(yōu)化后工藝試驗的X光檢查結(jié)果及低倍標值
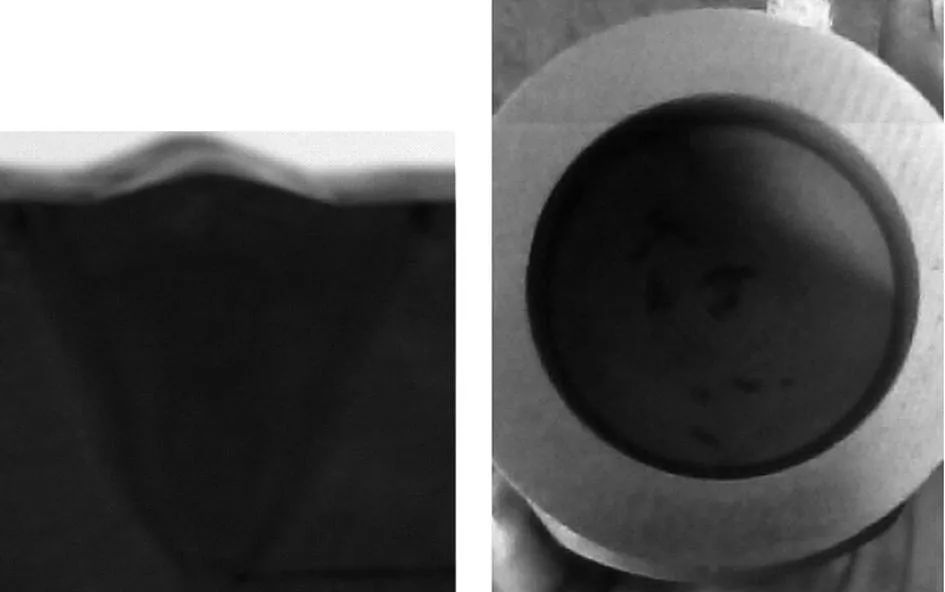
圖6 優(yōu)化后工藝試 圖7 優(yōu)化后工藝試驗的 驗的低倍圖 焊縫剖面圖
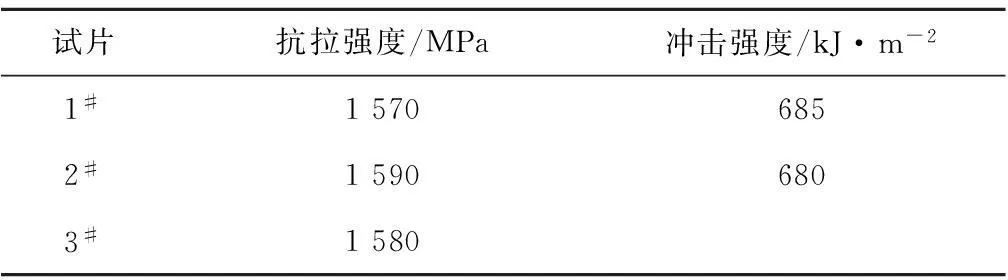
表7 優(yōu)化后工藝試驗件的力學性能值
從優(yōu)化后工藝試驗的結(jié)果來看,X光檢查底片上沒有缺陷顯示,為合格焊縫。從焊縫剖面圖上看,焊縫根部鏈狀缺陷消失,焊縫中段焊接束流的能量也不存在突然衰減的現(xiàn)象。
4試驗結(jié)果綜合分析
最初選擇工作焦點時曾按典型電子束焊焦點選擇方式,即選擇下焦點時(在零件基體厚度的1/3處),在進行X光檢查時發(fā)現(xiàn)工藝襯環(huán)中存在較多的缺陷,經(jīng)理論分析認為,應采用上焦點或者表面焦點;故上述2次試驗分別采用上焦點及表面焦點進行試驗。
綜合比較2次試驗X光檢查及低倍試驗結(jié)果可知,X光檢查2次試驗結(jié)果都是合格的。第1次工藝試驗的低倍結(jié)果不是很理想,從焊縫形狀來看,束流從起始點到中部開始明顯減小,焊縫過渡不夠平緩,易引起應力集中;并且從低倍試驗的結(jié)果來看,d值明顯比第2次工藝試驗時偏小。在使用這樣的參數(shù)焊接時,在束流焦點對中稍差的情況下很容易造成焊縫底部未融合缺陷的產(chǎn)生。而第2次焊接試驗通過焊接焦點及焊接束流的變更,使焊接效果發(fā)生了明顯的變化。焊縫低倍試驗結(jié)果表明,焊縫形狀的過渡比較平緩,沒有到中段突然變小的特征。另外,工藝墊環(huán)上的根部缺陷從低倍試片上看也優(yōu)于第1次試驗,沒有發(fā)現(xiàn)可視性缺陷,說明參數(shù)優(yōu)化效果比較明顯,可以應用于產(chǎn)品的焊接。另外,從焊縫機械性能試驗結(jié)果來看,抗拉強度和沖擊強度值都接近于母材的性能,并且從斷口上看,有部分試樣斷口出現(xiàn)在母材上,說明焊縫強度已接近于基體。故此特殊結(jié)構(gòu)的焊縫是合格的。
5結(jié)語
通過上述分析,可以得出如下結(jié)論。
1)通過工藝試驗已摸索出了合理的工藝參數(shù),并完成了該特殊結(jié)構(gòu)的真空電子束焊參數(shù)的優(yōu)化,在高強鋼特殊結(jié)構(gòu)上可以獲得合格的真空電子束焊縫。
2)通過優(yōu)化工藝試驗發(fā)現(xiàn),該特殊結(jié)構(gòu)的管形零件的電子束的工作焦點在選擇近表面焦點時焊接效果最佳。
3)試驗數(shù)據(jù)表明,焊接束流取比穿透束流小3~5 mA時,可以保證焊縫較好的熔透效果。
參考文獻
[1] 鄒增大.焊接材料、工藝及設備手冊[M]. 北京:化學工業(yè)出版社,2001.
[2] 毛智勇.電子束焊接技術(shù)在大飛機中的應用分析[J]. 航空制造技術(shù),2009(2):92-94.

責任編輯彭光宇
Research on the Welding of 30CrMnSiNi2A Steel Ring-shaped Parts
ZHAO Yong, WANG Wei
(Liaoyuan Branch,AVIC Aircraft Landing Gear Co.,Ltd., Hanzhong 723200, China)
Abstract:Steel 30CrMnSiNi2A is used in aircraft landing gear widely, and especially in ring-shaped part welding. The welding of the ring-shaped part is in butt weld with process ring normally. In order to increase the stability and press the root defects into the process ring with the electron beam welding, then remove the welding ring with maching. The process ring of the cavity closed part can not be removed due to the special structure. In this case, the process parameter of the vacuum electron beam welding process must be optimized to ensure the qualified weld seam.
Key words:steel 30CrMnSiNi2A, ring-shaped part, vacuum electron beam welding, technology research
收稿日期:2014-12-28
作者簡介:趙勇(1978-),男,工程師,主要從事飛機起落架生產(chǎn)過程中焊接及噴丸工藝等方面的研究。
中圖分類號:TG 456.3
文獻標志碼:A
猜你喜歡
房地產(chǎn)導刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
