基于BP神經網絡的電火花線切割加工參數優化研究*
2015-02-17 07:59:34郭諄欽
新技術新工藝 2015年11期
郭諄欽
(長沙航空職業技術學院,湖南 長沙 410124)
基于BP神經網絡的電火花線切割加工參數優化研究*
郭諄欽
(長沙航空職業技術學院,湖南 長沙 410124)
摘要:基于BP神經網絡的電火花線切割加工參數優化研究,因為其適用性強和準確性高等特點得到了越來越廣泛的應用,具體過程和方法是先通過在DK7725線切割機床上進行大量的加工實驗,用正交法采集加工數據并保存建立數據庫,然后在實驗數據基礎上以BP神經網絡方法分別構建了系統的工藝效果預測和加工參數優選模型,接著應用MATLAB軟件進行編程,實現電火花線切割加工參數的優化選擇,最后對程序運行結果進行分析,得出了BP神經網絡可應用于電火花線切割加工參數優化選擇的結論。
關鍵詞:BP神經網絡;數據建模;參數優化
在電火花線切割加工中,加工參數的選擇是否合理將直接影響加工精度。傳統的方法是建立一個電火花線切割加工模型,然后用該加工模型對加工工藝效果進行預測并實現自動選取。然而,要建立一個有效合理的加工模型是相當困難的,因為電火花線切割的加工過程比較復雜,任何工藝參數的變化都可能會引起加工的時變,同時線切割系統本身就是非線性的,所以需要尋求新的方法解決加工模型的建立問題。神經網絡技術能夠對系統的輸入、輸出關系進行類似人腦模擬,具有很強的非線性建模性,為電火花線切割加工模型的建立提供了重要途徑。其中,最具代表性的是BP(Back Propagation)神經網絡,工程應用中絕大多數的建模都是采用BP網絡或它的變形形式。本文將討論如何以BP神經網絡建模實現電火花線切割的加工參數優化[1]。
1BP神經網絡模型[2]
3層的BP神經網絡模型如圖1所示,它由輸入層、中間層(隱含層)和輸出層組成,各層之間通過網絡權值保持連接。輸入層各神經元負責接收來自外界的輸入信息,并傳遞給中間層各神經元;中間層又可稱為隱含層,它是內部信息處理層,負責信息變換,根據信息變換能力的需求,中間層可以設計為1層或多層的結構,最后一個隱含層傳遞到各神經元的信息到輸出層,經進一步處理后,由輸出層向外界輸出信息處理結果。

圖1 3層BP神經網絡模型
2基于BP神經網絡的工藝參數建模[3]
在BP神經網絡建模中,工藝參數的選取很重要。在實際生產中,可以將容易獲得的參數作為網絡的輸入參數即性能參數,如被加工材料的厚度和表面粗糙度等(因為這些參數可以直接通過測量工具獲得),而將加工電參數作為網絡輸出指標即性能指標,如脈沖寬度、脈間比和平均電流等。由此構建BP神經網絡模型(見圖2),分析該模型的輸入輸出關系。

圖2 加工參數優選網絡模型
神經網絡建模數據見表1,神經網絡預測樣本數據見表2。
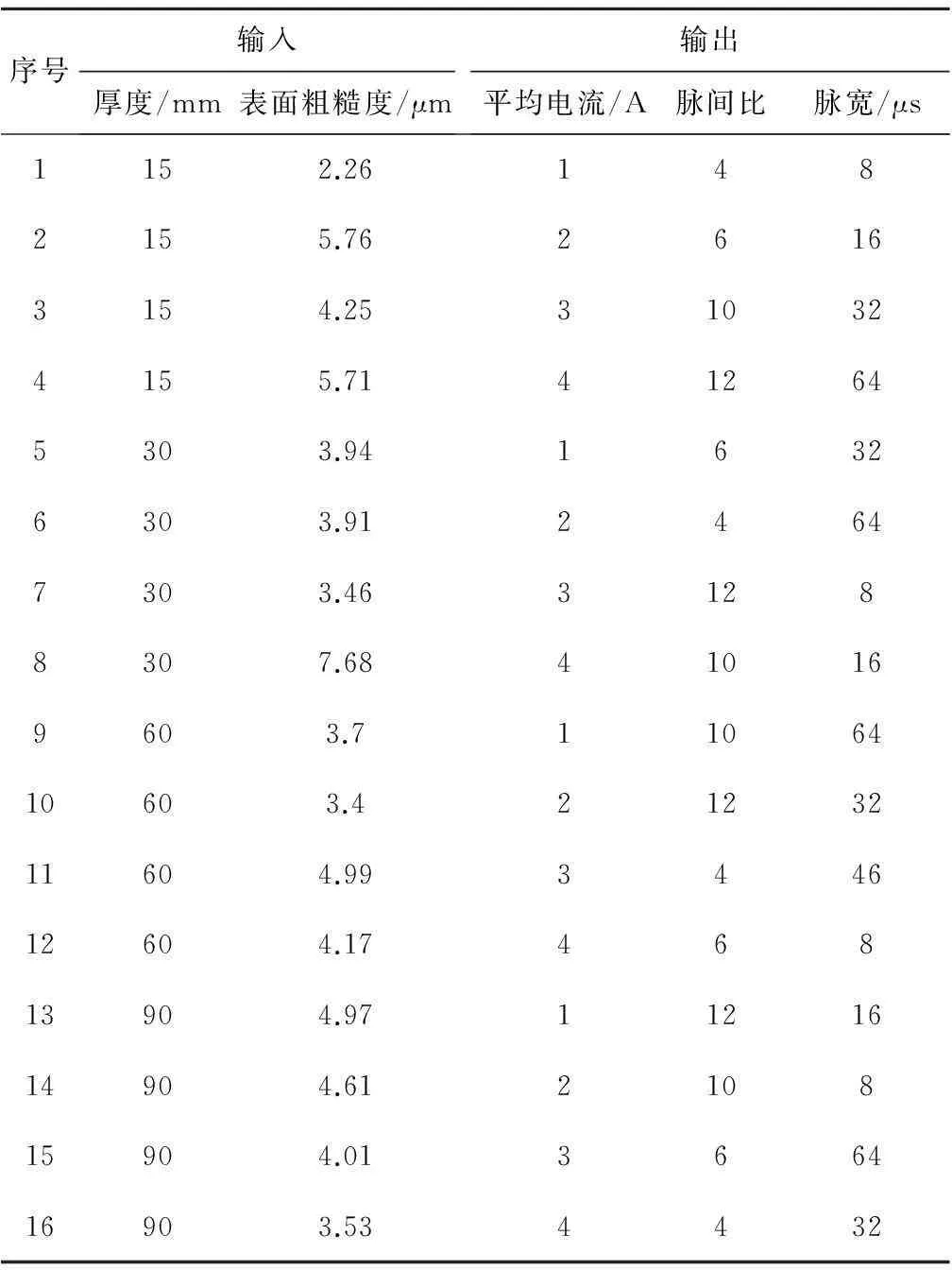
表1 加工參數優選神經網絡建模數據
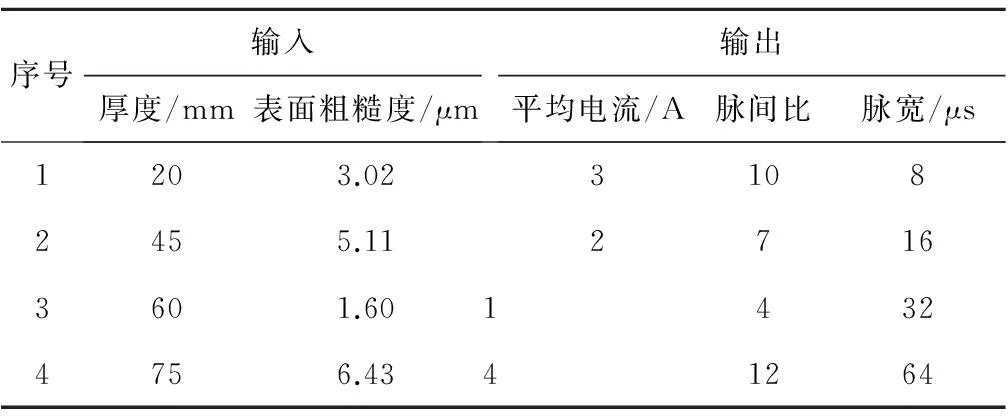
表2 加工參數優選神經網絡預測樣本數據
3用MATLAB軟件實現BP神經網絡的工藝參數優選[4-5]
MATLAB軟件具有完整的神經網絡工具箱,其中大量的函數都是直接為BP算法編寫的,只要直接調用即可。
3.1數據歸一化
對于神經網絡而言,樣本數據很重要,它是神經網絡獲取知識的來源。用表1的數據實現BP神經網絡建模時發現它的實驗工藝參數(即輸入數據)散布面很廣,這給后面的數據處理帶來麻煩,所以應在網絡訓練之前對數據進行歸一化處理,使得數值在[-1,1]的范圍內。MATLAB軟件工具箱中有幾個特定的歸一化函數,本文選取premnmx函數進行處理。
[pl,minp,maxp,tl,mint,maxt]=premnmX(p,t);
(1)
其中,p、t分別為表1中的性能參數和性能指標函數;pl、tl為歸一化后的數據。
3.2BP神經網絡模型的建立
BP神經網絡模型的建立可通過調用MATLAB軟件的newff函數實現。
net=newff(minmax(pl),[N,3],
{'tansig','tansig','purelin'},'trainscg');
(2)
其中,N為神經網絡隱含層數目;網絡的輸入層和中間層可采用相同的神經元傳遞函數:S型正切函數tansig;而輸出層神經元傳遞函數采用線性函數purelin、trainscg為訓練方法;其他網絡參數根據實際情況設置,函數net包含該模型的一切信息。
3.3BP神經網絡訓練
調用MATLAB軟件的train函數訓練網絡。
[net,tr]=train(net,pl,tl);
(3)
3.4BP神經網絡仿真預測
網絡的仿真預測可通過調用MATLAB軟件中的sim函數來實現。在仿真之前應先對預測樣本性能參數歸一化。
p3=tramnmx(p2,minp,maxp);
(4)
其中, p2為表2預測樣本性能參數;p3為歸一化后的預測性能參數。
TN=sim(net,p3);
(5)
其中,TN為仿真后的預測性能指標。將表2預測樣本性能參數代入BP神經網絡模型進行仿真預測,即可得到相應的預測性能指標值TN。
此時得到的預測性能指標值TN是經過歸一化后的數據,在與表2的預測樣本性能參數進行比較之前,需要先調用MATLAB軟件中的Postmnmx函數對其進行反歸一化處理。
t3=postmnmx(TN,mint,maxt);
(6)
其中,t3為反歸一化后的仿真預測性能指標值。
MATLAB軟件設計中基于BP神經網絡的電火花線切割加工參數優選程序界面及運行結果如圖3和圖4所示。
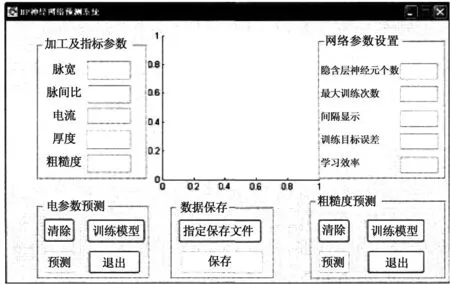
圖3 用MATLAB實現BP神經網絡的加工參數優選
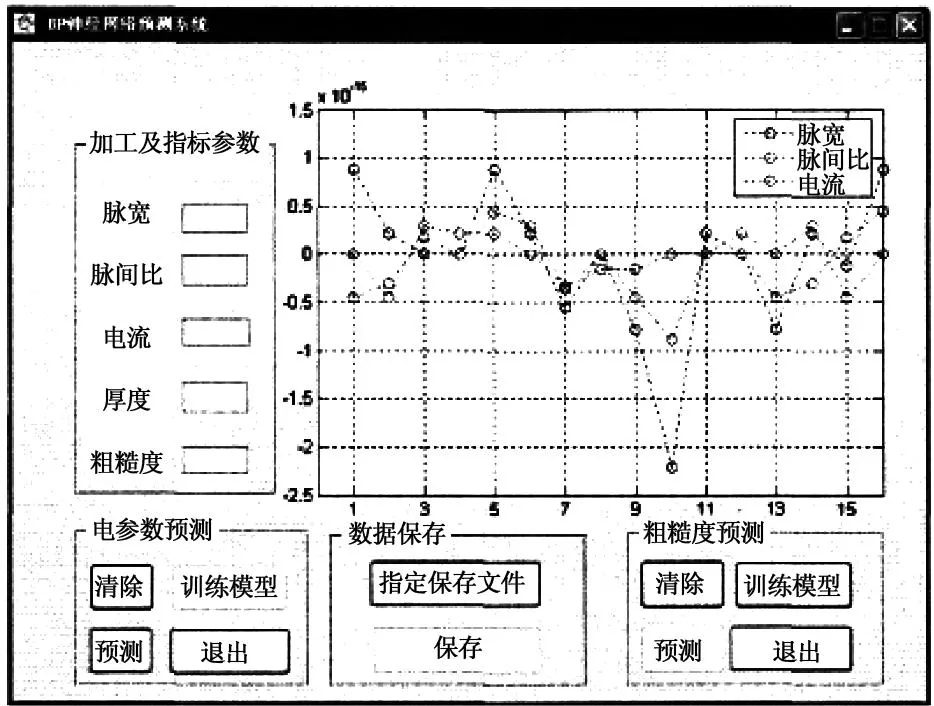
圖4 用MATLAB實現BP神經網絡的加工參數優選運行
4仿真預測結果分析
將實際工件的厚度和表面粗糙度值代入已建立的模型進行仿真預測,即可得到相對應的預測加工參數值(見表3)。
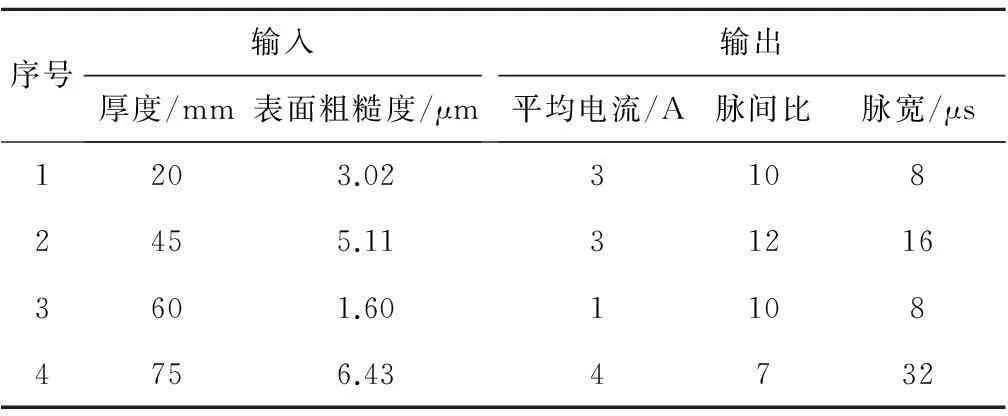
表3 基于BP神經網絡預測加工參數優選值
通過比較表2和表3,發現BP神經網絡預測的電參數與預測樣本中的加工參數值有較大差別。為了驗證實驗結果,按照表3的厚度、電流、脈間比和脈寬值進行實驗,將得到的表面粗糙度值與表2的表面粗糙度值進行比較(見表4)。
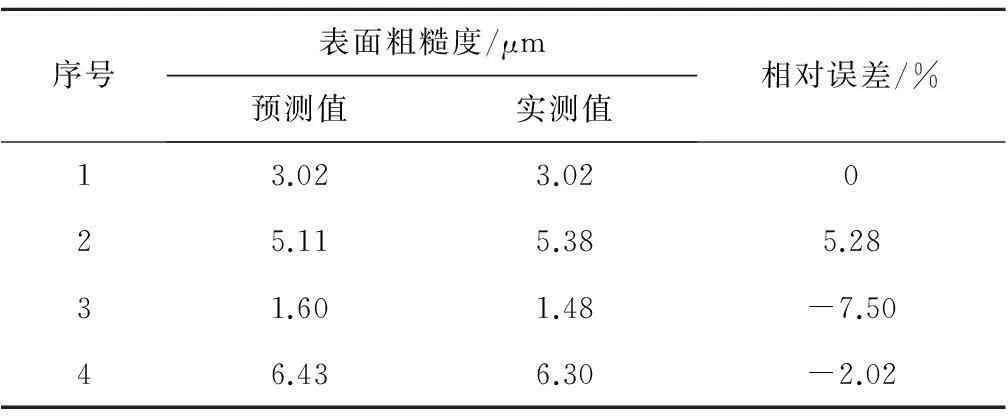
表4 基于BP神經網絡加工參數優選值與實際值的比較
由表4可以看出,應用BP神經網絡預測的加工優選參數加工出來的表面粗糙度值與實際表面粗糙度值的相對誤差保持在±8%以內。這說明BP神經網絡在工藝效果預測和加工參數優選上具有較強的實用性,能較好地完成對加工參數的預測和加工參數的優選。
參考文獻
[1] 郭諄欽. 特種加工技術[M]. 南京:南京大學出版社,2013.
[2] 方敏. 高速線切割智選系統研究[D]. 蕪湖:安徽工程大學,2011.
[3] 王曉亞. 高速走絲線切割工藝建模方法及仿真系統的研究[J]. 浙江大學學報,2004(6):46-50.
[4] 席洪波. 電火花線切割加工參數智選系統研究[D]. 西安:西安建筑科技大學,2009.
[5] 張德豐. MATLAB概率與數理統計分析[M]. 北京:機械工業出版社,2010.
[6] 王彩霞,李洪聲. 基于BP神經網絡的加工誤差動態監測研究[J]. 新技術新工藝,2013(12):66-68.
* 湖南省教育廳科研課題(13C994)

責任編輯彭光宇

Processing Parameters Optimization Research of WEDM based on BP Neural Network
GUO Zhunqin
(Changsha Aeronautical Vocational and Technical College, Changsha 410124, China)
Abstract:The wedm processing parameters optimization research Based on BP neural network has been more and more widely used because of its applicability and high accuracy, the specific process is to pass on the DK7725 wedm processing experiment, use the orthogonal method processing data and save the established database, and then on the basis of the experimental data by BP neural network method, respectively, build the system prediction and the effect of technology processing parameter optimization model, using Matlab software programming to realize the optimal selection of wedm processing parameters. Finally analyze the results of the program, it is concluded that the BP neural network can be applied to the conclusion of wedm processing parameters optimization.
Key words:BP neural network, data modeling, parameters optimization
收稿日期:2015-07-10
作者簡介:郭諄欽(1974-),副教授,碩士,主要從事機械制造與加工等方面的研究。
中圖分類號:TG 661
文獻標志碼:A
