齒輪刀具涂層應用技術研究
2015-02-17 07:59:36劉心藜王會龍祝國榮
新技術新工藝 2015年11期
劉心藜,王會龍,馮 衛,祝國榮
(北京北方車輛集團有限公司,北京 100072)
齒輪刀具涂層應用技術研究
劉心藜,王會龍,馮衛,祝國榮
(北京北方車輛集團有限公司,北京 100072)
摘要:涂層技術可有效提高切削刀具使用壽命,使刀具獲得優良的綜合力學性能。應用目前國際先進的齒輪刀具涂層材料,研究了其涂層工藝操作流程,提出了涂層的具體檢測項目和方法。通過齒輪滾齒切削實用案例,論證了涂層技術產生的可觀經濟效益。
關鍵詞:涂層;齒輪刀具;刀具壽命
1齒輪刀具涂層的作用
切削刀具表面涂層技術是近幾十年應市場需求發展起來的材料表面改善技術。涂層技術、材料、切削加工工藝是切削刀具制造領域的三大關鍵技術[1]。刀具的材料和涂層是決定刀具在某一條件下能夠采用多大切削速度的關鍵因素。涂層刀具是在具有高強度和韌性的基體材料上涂上一層耐高溫、耐磨損的材料。涂層材料與基體材料之間要求粘結牢固,不易脫落。涂層技術以其效果顯著、適應性好和反應快等特點,對刀具性能的提高和切削技術的進步發揮十分重要的推動作用。
采用涂層技術可有效提高切削刀具使用壽命,使刀具獲得優良的綜合力學性能;可以大幅度提高機械加工效率和產品的制造精度,對節約刀具和加工成本,具有現實的推廣意義。齒輪常用加工刀具,如滾刀(見圖1)、插刀等,加工周期長,制造成本高,具備使用涂層技術的良好條件。
圖1 涂層滾刀
2PVD涂層技術發展
為滿足現代機械加工對高效率、高精度和高可靠性的要求,世界各國制造業對涂層技術的發展及其在刀具制造中的應用日益重視。
金屬切削刀具涂層材料經歷了化學氣相沉積(CVD)→物理氣相沉積(PVD)→復合涂層→納米組分涂層材料幾個發展階段。PVD技術出現于20世紀70年代末,由于其工藝處理溫度可控制在<500 ℃,因此,可作為最終處理工藝用于高速鋼類刀具的涂層。近年來,PVD涂層的發展趨勢如圖2所示。由于采用PVD工藝可大幅度提高高速鋼刀具的切削性能,所以該技術得到迅速推廣。至80年代末,工業發達國家高速鋼復雜刀具的PVD涂層比例已超過60%。
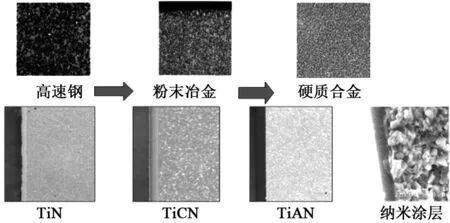
圖2 PVD涂層發展趨勢
目前,國外90%以上的刀具采用不同種類的涂層。PVD涂層技術普遍應用于硬質合金立銑刀、鉆頭、鉸刀、絲錐、異形刀具和焊接刀具等的涂層處理。
目前,歐洲國家的PVD涂層技術水平最高,復合涂層和納米組分涂層等先進涂層技術領先于其他國家和地區。其涂層設備和工藝先進,涂層材料品種多,涂層刀具和其他產品使用性能好。
3刀具涂層材料的選用
常用的硬質合金或高速鋼涂層是在韌性、強度較好的基體上,采用CVD法或PVD法涂覆一層極薄硬質和耐磨性極高的難熔金屬化合物而得到的刀具材料[2]。
根據齒輪加工用高速鋼滾刀、插刀的材料性能及切削技術要求,選用納米復合涂層工藝Tinaloxgold,該涂層材料主要為氮鋁化鈦(TiAIN)、氮化鈦(TiN)等,具有3 000 HV的超高微硬度,1 000 ℃的抗氧化溫度納米涂層結構,表面硬度接近于陶瓷,具有光滑的表面,低的摩擦因數;同時還有很好的韌性,適合干濕切削。
4工藝流程
刀具涂層工藝的主要流程(見圖3)如下。
1)刀具檢驗。涂層前刀具應檢驗是否有影響涂層效果的刀具缺陷。
2)脫模。去除刀具表面殘余的涂層及其他附著層。
3)去毛刺。通過玻璃珠噴射去除刀具因修磨產生的毛刺,避免影響涂層效果。
4)鈍化。通過金鋼珠噴砂鈍化刀具刃口,增強涂層效果,提高刀具壽命。
5)清洗。去除表面污物,清洗后烘干處理。
6)裝載。將刀具裝入涂層工裝中。
7)涂層。進行刀具涂層處理,該工序在專用密閉設備中通過程序控制自動化操作。
8)刀具出廠檢驗。對涂層后的刀具進行100%檢驗。
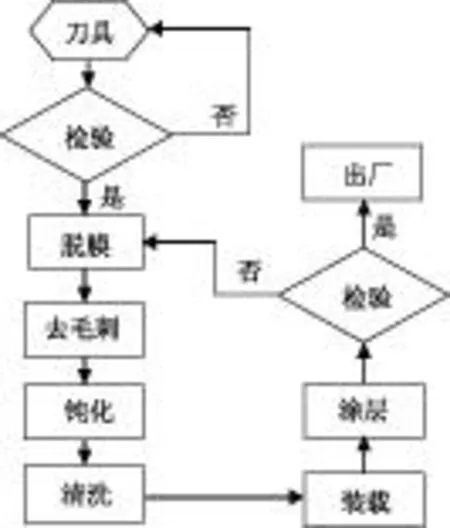
圖3 刀具涂層工藝流程圖
5涂層齒輪刀具的修磨
一般情況下,刀具的磨損最先出現在后刀面。當后刀面過度磨損,刀具不能再使用時,可以經修磨前刀面繼續使用。涂層刀具經修磨后仍可提高刀具壽命。對于滾齒刀具,只修磨前刀面,后刀面仍保持有涂層,這時刀具壽命比新涂層刀具降低了約50%,相比未涂層刀具壽命仍可提高約2倍。
實際操作中,刀具重磨易發生的常見問題如見圖4所示。

圖4 刀具重磨常見問題
修磨工藝十分重要,在修磨中,第1次上刀要大些,一般≥0.01 mm,一次將涂層全磨掉,然后采用正常修磨方法,刀具即將磨完時應進行精磨,可以更換粒度更細的砂輪,以防止刃口處涂層出現鋸齒狀剝落。為了充分發揮涂層的作用,在修磨時,磨削量應根據刀具的磨損情況,把磨鈍部分全部磨掉,直至形成完整的涂層面。
6涂層檢測
6.1外觀檢查
涂層外觀應均勻一致,不應有發黑、異物粘附現象。
6.2涂層厚度檢測
涂層厚度標準及偏差見表1。
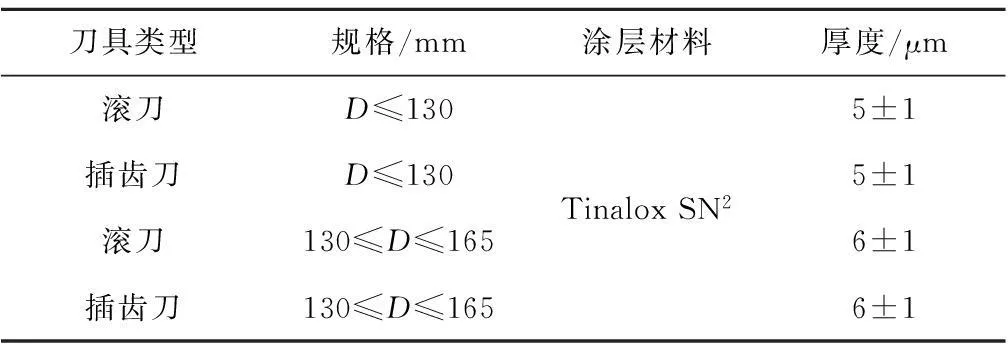
表1 涂層厚度標準及偏差
通過添加金剛石懸浮液,用直徑為20 mm的轉動鋼球磨涂層直到露出基體。若樣件表面為平型表面,則磨削圖形為球型;對于筒型刀具表面則磨出橢圓型圖形。在顯微鏡下可以方便地測量環型或者橢圓型圖像,并利用內置公式計算涂層厚度。
6.3涂層附著力檢測
方法1:通過添加金剛石懸浮液,用直徑為20 mm的鋼球磨涂層直到露出基體。若樣件表面為平型表面,則磨削圖形為球型;對于筒型刀具表面則磨出橢圓型圖形。涂層與基體材料之間的過渡部分可顯示出附著力的好壞情況(見圖5)。
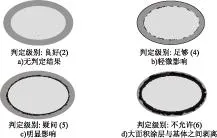
圖5 附著力的好壞情況
方法2:壓痕法檢測涂層附著力。使用洛式-試驗機,在被檢測刀具表面施加150 kg的負荷,檢測頭將破壞在壓痕周圍范圍內的涂層,隨后將評估產生的裂紋網紋以及涂層迸裂區。
判定特征如圖6所示。
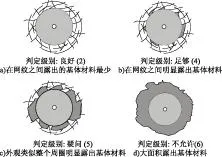
圖6 判定特征
7試驗
7.1對加工太陽齒輪的涂層滾刀進行試驗
1)試驗對象:太陽齒輪的滾齒刀。在現場加工中,隨機抽取常用的太陽齒輪滾刀進行涂層試驗,并通過對現場涂層前和涂層后的加工數據跟蹤分析,得出結論。
2)涂層選用:涂層材料為鈉米復合涂層材料Tinaloxgold。
3)滾齒切削。太陽齒輪:m=7,Z=41;工件材料:20Cr2Ni4A;刀具:太陽齒輪滾齒刀;刀具材料:W18Cr4V;加工參數:S=100 r/min,Fn=0.4 mm;失效形式:刀具磨損。涂層前,使用壽命設定為100%;涂層后,使用壽命為設定值的208%。
7.2對加工主動齒輪的涂層滾刀進行試驗
主動齒輪:m=6,Z=22;工件材料:30CrMnTi;刀具:插齒刀;刀具材料:W18Cr4V;參數:Vc=20 m/min,Fn=0.21 mm;失效形式:刀具磨損。涂層前,使用壽命設定為100%;涂層后,使用壽命為設定值的272%。
8結語
齒輪涂層刀具不僅能有效提高刀具使用壽命,而且還能大幅度提高切削速度,這些特性可能比簡單地延長刀具壽命而不提高轉速更有價值。有關資料表明,刀具費用占制造成本的4%~7%,但它卻直接影響制造成本中20%的機床費用和38%的人工費用,切削速度和進給速度每提高15%~20%可降低制造成本10%~15%,因此,本文的研究具有重要的意義和參考價值。
參考文獻
[1] 蘇鴻英.涂層技術及其應用[J].世界有色技術,2004(12):26-27.
[2] 張文毓.硬質合金涂層刀具研究進展[J]. 稀有金屬與硬質合金,2008(1): 59-63.

責任編輯鄭練

Research on Coating Application Technology of Gear Cutting Tool
LIU Xinli, WANG Huilong, FENG Wei, ZHU Guorong
(Beijing North Vehicle Group Corporation, Beijing 100072, China)
Abstract:The application of the coating can effectively improve the service life of gear cutting tool, and it makes the tool abtain excellent comprehensive mechanical properties. We choose the currently advanced international gear cutting tool coating materials, introduce the coating process, and coating project and specific detection method are proposed. It shows that the coating technology to produce considerable economic benefits by the analysis of gear hob cutting practical case.
Key words:coating, gear tool, tool life
收稿日期:2014-08-11
作者簡介:劉心藜(1978-),女,高級工程師,碩士,主要從事機械加工工藝等方面的研究。
中圖分類號:TG 711
文獻標志碼:A
