Ti/Al擴散焊接界面的組織與性能
2015-02-18 01:28:58劉德義任瑞銘
大連交通大學學報 2015年5期
關鍵詞:界面
李 萌,劉德義,任瑞銘
(大連交通大學 材料科學與工程學院,遼寧 大連 116028)*
0 引言
鈦及鈦合金具有許多優良的特點,如熔點高、耐蝕性好、線膨脹系數和彈性模量小等,使其成為在工業中應用廣泛的材料[1].鋁和鋁合金具有比強度高、密度小、塑性好、耐腐蝕性好、導電導熱性良好、易于加工、質輕價廉等優點,廣泛應用于汽車、船舶、電工、化工和國防等工業領域[2-4].Ti/Al復合結構具有穩定性好、隔熱隔音和耐高溫等性能,可以最大限度的發揮兩種材料的特性潛力,飛機的機翼即是由鈦合金的蒙皮和鋁合金的蜂窩狀夾層連接而成的復合結構[5].Ti和Al的物理性能和化學性能差異很大,具有冶金不相容性,對于這樣的異種材料常采用擴散焊接的方法[6].純鈦和純鋁的擴散焊接中擴散過程[7]也已經有一些研究和探討,但關于影響接頭連接性能的研究比較有限.
本文對在不同工藝參數條件下Ti/Al異種材料的真空擴散焊界面的界面組織、化學成分、斷口形貌和組成相進行深入的研究和分析,并探討了影響擴散焊接界面結合強度的因素,為改善Ti/Al異種材料的擴散焊接接頭性能提供實驗依據.
1 試驗材料與方法
純鈦TA2尺寸為Φ20 mm,厚度為5 mm,純鋁箔尺寸為25 mm×25 mm,厚度為0.22 mm.對純鈦待焊面處理依次采用 100、240、400、600、800、1 000#砂紙進行磨削去除表面線切割痕跡,使表面平整.再采用丙酮對已處理表面去油處理;將鋁箔浸入 Keller試劑(2 mL HF+6 mL HNO3+100 mL H2O)中腐蝕4 min,取出后用酒精沖洗掉殘留的Keller試劑,立即將表面已經處理好的鈦片和鋁箔按照鈦-鋁-鈦的形式疊加(如圖1所示),放入真空擴散爐內進行焊接.

圖1 試樣疊加示意圖
真空擴散設備為HZK-40型真空擴散爐,工作真空度大于1.3×10-3Pa,擴散焊接試樣均隨爐冷卻到室溫.采用電火花線切割機將圓柱形態的試樣沿著縱向均分為兩份,依次采用400、600、800、1 000、1 500、2 000、3 000#砂紙進行磨削以去除表面線切割痕跡使表面平整,拋光后用腐蝕液(3%HF+6%HNO3+91%H2O)對界面進行腐蝕.采用FM-100型硬度計測試界面的顯微硬度的變化,采用JE0L-6360LV型掃描電鏡觀察界面及斷口形貌,采用Empyrean-X射線衍射儀檢測斷口相的組成.試驗升溫速度均為10℃/min,加熱溫度為 550、600、650℃,壓力均為 30 MPa,保溫時間分別為 30、60、120、240 min.
2 試驗結果與分析
2.1 接頭附近顯微組織及界面元素分布


圖2 保溫時間對界面附近顯微組織及界面處元素分布影響
經過腐蝕后,在試樣表面能夠清晰地觀察到鈦鋁界面附近的顯微組織,如圖2所示.在600℃時,由于擴散作用,鈦鋁界面附近逐漸有新相形成,隨著保溫時間的延長,新相逐漸增多,并沿著鈦鋁界面連成片而形成擴散層;當在此溫度下保溫240 min時能夠明顯地看到在鋁側形成整齊的、與鈦鋁界面平行分布的小孔洞,根據柯肯達爾效應可知,異種元素發生相互擴散時會在擴散系數大的一側留下孔洞,因此,鋁元素向鈦元素擴散系數比鈦元素向鋁元素擴散系數要大.
能譜能夠直觀的反映出界面附近各元素的分布情況,進而能夠說明界面附近各元素的擴散情況.600℃下不同保溫時間下試樣界面處元素的分布如圖2所示,從圖中能夠看出Ti與Al的含量在界面處均有明顯的下降,說明在界面處發生擴散,生成了鈦鋁金屬間化合物,隨著保溫時間的延長,Ti與Al的含量在界面處陡然下降的趨勢逐漸趨于平緩,說明鈦元素與鋁元素參與互擴散反應的量隨著保溫時間延長逐漸增加.
2.2 接頭界面硬度變化規律
設定鈦/鋁界面為顯微硬度起始面“0”,按從鋁基體到另一側鋁/鈦界面再到鈦基體順序,測定基體與界面的顯微硬度的變化規律.鈦基體的顯微硬度在HV 160左右,鋁基體的顯微硬度在HV 39左右.圖3所示為550、600℃焊接試樣界面附近的硬度變化規律.由圖可以明顯看出,在界面附近的顯微硬度值比鈦基體和鋁基體的硬度值都大,說明界面附近形成鈦鋁金屬間化合物的硬度值比較大,而在剪切試驗中試樣容易在硬而脆的金屬間化合物處斷裂.


圖3 不同溫度下焊接試樣界面附近的硬度變化
2.3 剪切強度與斷口分析
通過對剪切試樣斷口進行能譜分析,發現斷口界面鋁的含量在90%以上,說明剪切試樣斷裂位置在鋁基體或鈦/鋁擴散層.圖4為550、600、650℃各保溫時間下試樣的剪切強度.從圖中看出550℃、保溫240 min時剪切強度達到最大,最大值為81 MPa.600℃、保溫120 min時剪切強度達到最大,最大值為86 MPa.圖5為550℃不同保溫時間下試樣剪切斷口形貌.從圖中能夠看到,隨著保溫時間的延長,斷口上韌窩狀逐漸清晰,韌窩的出現說明斷裂形式為韌性斷裂.韌窩的形成是由于擴散作用Ti、Al元素在界面處形成冶金結合,且當擴散層隨著保溫時間的延長增厚時,結合強度也隨之增大;通過對韌窩附近能譜分析能夠發現韌窩附近鋁含量依然超過90%,因此試樣的斷裂位置為鋁基體或者鈦鋁擴散界面層.650℃時各試樣的剪切強度比550℃和600℃時的剪切強度明顯降低.從650℃時試樣斷口形貌(如圖6)能夠看到在斷口處形成的相呈現顆粒狀,由斷口能譜分析,顆粒狀的相鈦、鋁元素原子數比約為1∶3,則初步認定顆粒狀相為TiAl3;當擴散過程進行比較充分時,會在鋁側形成小孔洞,小孔洞的形成導致新相TiAl3與基體的連接方式發生變化,進而導致剪切后試樣斷口出現顆粒狀的形貌,因而650℃時試樣的剪切強度比550℃和600℃時的剪切強度降低.
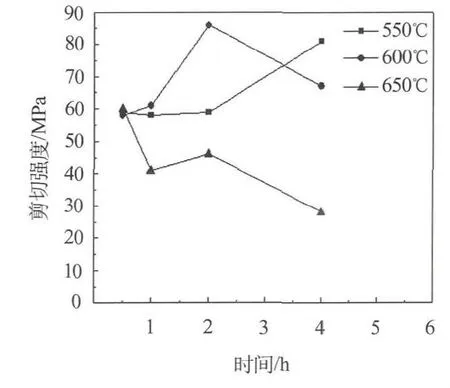
圖4 擴散焊接時間對剪切強度的影響


圖5 550℃時保溫不同時間試樣的斷口形貌

圖6 650℃時試樣斷口的顆粒狀相形貌
根據Ti/Al二元相圖,溫度在550~650℃時,出現了四種金屬間化合物,即 γ(TiAl)、TiAl2、α2(Ti3Al)和TiAl3.通過查閱文獻[8]得知純鈦與鋁之間發生的擴散反應主要有:
4Al+6Ti→2TiAl3+4Ti;
2TiAl3+4Ti→Ti3Al+TiAl+2TiAl2;
Ti3Al+TiAl+2TiAl3→6TiAl
其中TiAl3的擴散激活能比較低,因而擴散反應中先形成TiAl3相,隨著擴散反應時間的延長逐漸生成Ti3Al、TiAl相和TiAl2.圖7為600℃時斷口的 XRD分析圖譜,通過對試樣斷口的XRD數據分析能夠發現,隨著保溫時間的延長,斷口的相由Al向 Al、Ti、TiAl3再到 TiAl3逐漸過渡,且峰值越大所形成的相越多.鈦原子與鋁原子晶粒尺寸接近,因而在固溶度范圍內形成置換型固溶體.在圖4中能夠清晰的看到600℃時各試樣剪切強度的變化,即隨著保溫時間的延長剪切強度先增大后減小,當擴散過程進行比較充分時會在鋁側形成小孔洞,小孔洞的形成導致了Ti/Al界面結合強度降低,對Ti/Al的連接產成不利影響.在對其他工藝條件下試樣斷口的XRD數據分析能夠發現在溫度較低保溫時間較短時,在界面處形成的相比較單一(均為TiAl3),隨著保溫時間的延長和溫度的上升開始有復雜的相(TiAl2、TiAl、Ti9Al23、TiAl3.3等)形 成.Ti9Al23、TiAl3.3在Ti/Al二元相圖中沒有出現,說明兩者可能為亞穩定相,也可能為其他相的機械組合相.

圖7 600℃時斷口XRD分析圖譜
3 結論
(1)在 550、600、650℃,保溫 30、60、120、240 min時,鈦、鋁元素發生互擴散,且隨著保溫時間的延長,在鈦/鋁界面能夠達到冶金結合;
(2)鈦基體的顯微硬度在HV 160左右,鋁基體的顯微硬度在HV 39左右,界面附近形成鈦鋁金屬間化合物的顯微硬度值比鈦基體和鋁基體的硬度值都大;
(3)在剪切試驗中,550、600、650℃時各試樣的斷裂位置均為鋁基體或者鈦鋁擴散層,不存在斷裂位置位于鈦基體的情況;加熱溫度為600℃保溫時間為120 min時剪切強度達到最大,最大值為86 MPa;
(4)650℃時試樣的斷口形貌與550、600℃時試樣的斷口形貌有差別,顆粒狀相的形成導致650℃時試樣的剪切強度較低.
[1]曾浩.TC4鈦合金與LY12鋁合金的擴散焊接研究[D].湖北:武漢理工大學,2010.
[2]高峰,錢乙余.國外鋁合金釬焊擴散焊進展動態[C].第十屆全國釬焊與擴散焊技術交流會論文集,中國無錫,1998:20-23.
[3]肖亞慶.鋁加工技術實用手冊[M].北京:冶金工業出版社,2005:22-47.
[4]徐勝,徐道榮.鋁及鋁合金釬焊技術的研究現狀[J].輕合金加工技術,2004,32(1):1-4.
[5]鄭立剛.釬焊擴散焊蜂窩結構在航空發動機中的應用[J].航空工藝技術,1991(2):34-36.
[6]LIU ZHONG QING,LIU KAI.Manual of Dissimilar Metal Welding Technology[M].Beijing:Mechanical Industry Press,1997.
[7]姚為,吳愛萍,鄒貴生,等.Ti/Al擴散焊的接頭組織結構及其形成規律[J].稀有金屬材料與工程,2007,36(4):700-704.
[8]吳兵華.Ti/Al擴散反應機理與動力學研究[D].黑龍江:哈爾濱工業大學,2013.
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
